2MM8470精密双面研磨机缸套的长键槽加工工艺改进*
2021-03-26 06:43:26路玮琳李瑞锋穆雪健张爱民
精密制造与自动化 2021年1期
路玮琳 李瑞锋 穆雪健 张爱民
(1.新乡职业技术学院 河南新乡 453006;2.陕西机电职业技术学院 智能制造学院 陕西宝鸡 721001;3.新乡日升数控轴承装备股份有限公司 河南新乡 453003)
1 上研磨盘装配结构分析
2MM8470精密双面研磨机是一种平面精加工设备,属于平面研磨加工专用设备,具有自动、高效的特点,适用于大批量零件的研磨。该设备的上研磨盘结构如图1所示。
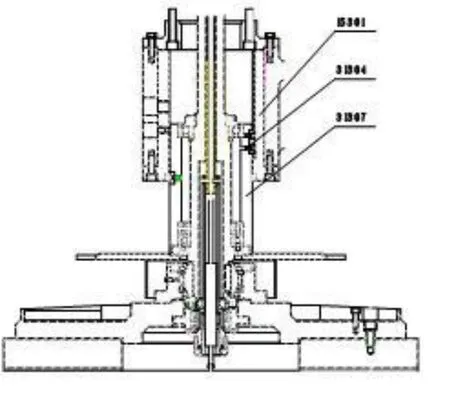
图1 精密双面研磨机的上研磨盘结构图
其中15301缸套是上研磨盘结构的关键零件,其内壁开有宽度为14Js9 mm,长度为167 mm的键槽,该键槽的加工质量直接影响着上研磨盘上下移动的顺畅性,31307活塞套外径Φ140f6在15301缸套内孔Φ140H7 mm内滑行,带动上研磨盘上下移动,导向则靠活塞套上安装的31304导向平键(14 mm×40 mm)在缸套14Js9 mm,长167 mm的长键槽中滑行,所以缸套上长键槽的对称度是影响上研磨盘上下移动顺畅性的关键位置公差。
在实际装配中曾发现,个别活塞套在缸套内上下滑动时起始动力不足,往往需要用手轻拍一下才可滑动下来,存在“卡顿”现象,经分析该问题是由15301缸套上键槽的对称度超差造成的。
2 缸套结构分析及长键槽的加工分析
缸套15301零件图如图2所示。15301缸套是上研磨盘结构的关键零件,内壁开有宽度为 14Js9 mm,长度为167 mm的长键槽,该槽与31307活塞套上的31304导向平键(14 mm×40 mm)相互配合,保证31307活塞套上下运动顺畅且不会发生偏转。
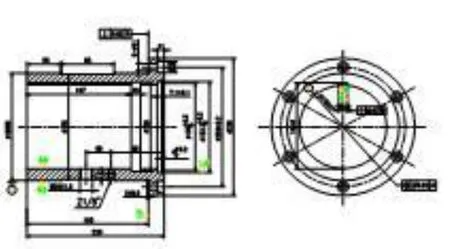
图2 缸套零件图
2.1 缸套结构分析
15031缸套零件属于套类零件,总长 220mm,套筒外径Φ180f6mm,内径Φ140H7mm,在套筒内表面上开有一个长键槽。该长键槽特点如下:键槽宽14Js9mm,长167mm,键槽长度较长,且是不通的内键槽;键槽对称度公差要求为 0.02mm,精度高。不通键槽一般采用插键槽的加工方法,该加工方法精度较低,很难满足设计要求。
2.2 插键槽的工艺分析
原工艺采用常见的插键槽工艺加工。该工艺的加工误差分析如下:
(1)插键槽前需要人工划线,划线的精度受人为因素影响大。
(2)机床导轨的精度会影响键槽与定位端面(195右端面)的垂直度。
(3)刀具的磨损易造成键槽宽度尺寸不一致,产生加工误差。
3 长键槽对称度超差原因分析
15301缸套原加工工艺如下:
粗车(粗车各外圆、内孔及端面)→调质→精车(内孔、外径、195 mm右面留磨量)→万能磨→划线→插长键槽(插14Js 9 mm至要求)→钳工修长键槽→钻孔→钳工去毛刺。
原工艺在插长键槽时,以Φ230 mm外圆底面为基准,用压板压紧Φ230 mm外圆的上面,定位不好。加工时需要进行划线、找正,人为影响因素多,对工人的技术要求也高,加工出的零件一致性、稳定性也差,效率极低。采用以上工艺加工后,键槽的对称度误差一般在0.025~0.03 mm,不能满足图纸要求。为保证达到零件图纸要求,需增加钳工修整工序。因键槽太长,且为孔内不通键槽,给钳工修整带来了很大的困难,易造成喇叭口及上下尺寸不一致的情况,这正是个别活塞套在缸套内上下滑动时起始动力不足,存在“卡顿”现象的根本原因。
4 长键槽工艺改进
为减少长键槽对称度误差,消除个别活塞套在缸套内上下滑动时起始动力不足的问题,需要对现有工艺进行改进,具体步骤如下:
(1)将垂直方向的两个 2-Φ11mm 孔加工成2-Φ10H7mm 孔,保证两孔的距离公差 Φ200±0.02mm,到中心距离公差100±0.015mm,并保证尺寸220mm右面对Φ140H7mm孔轴线的垂直度小于0.015mm。
(2)增加一块工装板,加工长键槽时可以定位装夹缸套,通过试插、测量,调整主轴刀具与工装的相对位置,直至最佳位置。首件加工合格后,后边批量加工就利用调整好的工装位置装夹零件,无需每件都找正调整,节省了人力,提高了加工效率。
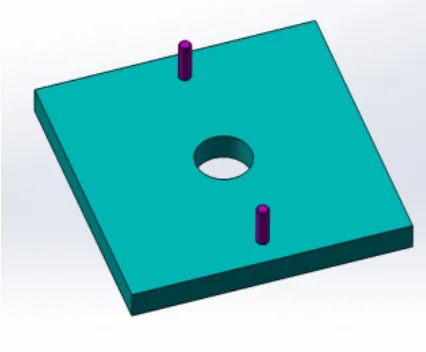
图3 工装定位板
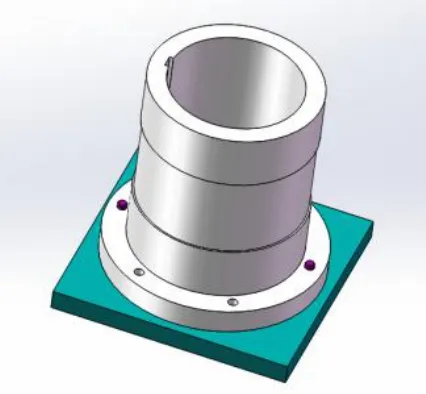
图4 工装使用图
对缸套中长键槽的工艺改进后,15301缸套完整的加工工艺如下:
粗车成型,各尺寸单边留余量1mm→调质→精车:220 mm两端面、内孔Φ140H7 mm、外圆Φ180f6 mm、长度195 mm右面留磨量,其它各部成→钳工:划外圆及端面各孔位置线→铣床:加工外圆及端面各孔,左视图垂直方向两孔加工至 Φ10 mm→外磨:夹Φ230 mm外圆,一次装夹,加工内孔Φ140H7 mm、外圆Φ180f6 mm及195 mm左右面成,保证195 mm左端面与内孔Φ140H7 mm垂直度0.01 (工艺基准)→平磨:220 mm左面定位,磨220 mm右面成,保证两面平行度0.01→镗孔:镗左视图垂直方向两孔加工至Φ10H7 mm,,保证两孔距离Φ200±0.02,mm,到中心距离100±0.015,mm→插键槽:以220,mm右端面及2-Φ10H7定位,缸套在设计的工装上安装到位,插键槽,保证图纸各要求→钳工:去毛刺,攻丝。
5 改进工艺分析
(1)精车后220 mm左右面留磨量,磨削加工的时候保证与内孔的形位公差要求,作为下一步插键槽的工艺基准。
(2)插键槽时候,利用工装板及定位销对零件进行定位装夹,保证零件定位的可靠性及加工质量的稳定性。
6 长键槽对称度的检测与计算
检测内孔长键槽时,以外圆 Φ180f6为检测基准 ,放置在V形块上。在14Js9键槽左端处插入与14Js9尺寸相当的定位块,基准轴线由V形块模拟,被测中心平面由定位块模拟,分两步测量,以一批实际加工零件为例:
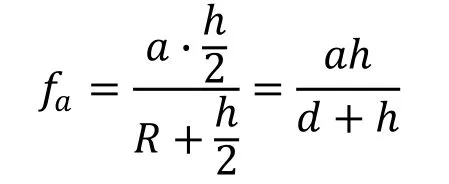
(1)截面测量:调整被测零件使定位块沿径向与平板平行,测量定位块至平板的距离为a1,再将被测零件绕自身中心线旋转 180°,后重复上述测量,测得定位块至平板的距离为a2,得到该截面上下两点对应点的读数差a=a1-a1,已知d=140,ℎ=3.8`,则该截面的对称度误差:
(2)长向测量:沿着键槽长度方向测量,取最大值记为amax,取最小值记为amin,则长向对称度误差为:

比较以上两个方向的误差,取两个方向的误差中的最大值作为该零件的对称度误差f。某批次 5个缸套的长键槽对称度误差如下表1所示。
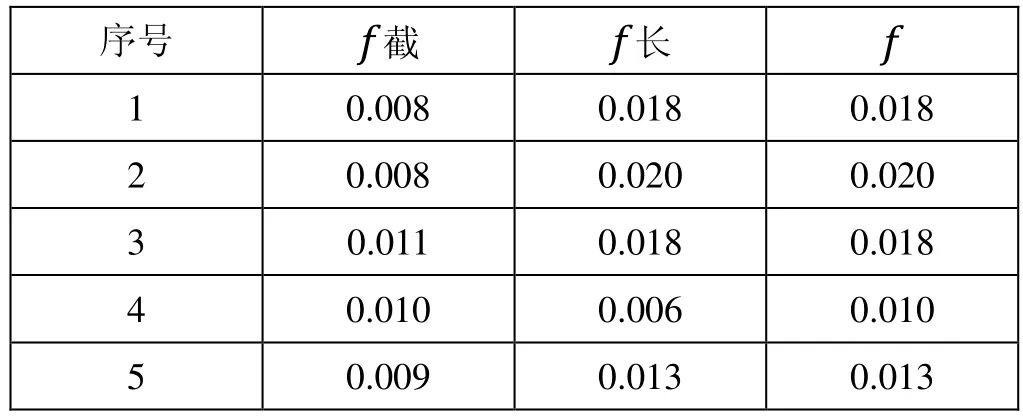
表1 某批次缸套的长键槽对称度误差 单位:(mm)
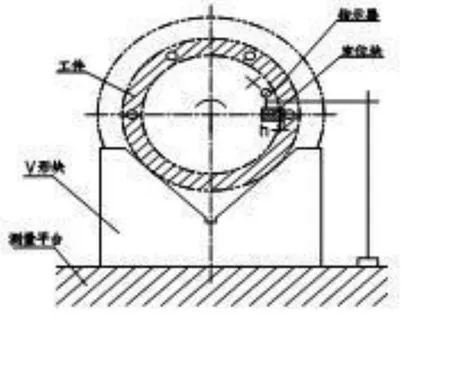
图5 键槽对称度误差测量
从表中数据可知,改进键槽加工工艺后,该批次零件的键槽对称度全部符合图纸要求。
7 结语
通过对15301缸套长键槽加工超差问题的分析,找到原先的工艺中存在的不足,对原先的工艺进行了改进,设计了加工工装,保证了键槽的对称度,解决了上研磨盘上下移动不顺畅的问题。目前,该精密双面研磨机已批量生产,上研磨盘上下移动非常顺畅,无“卡顿”现象。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:06
装备制造技术(2021年1期)2021-05-21 07:55:16
制造技术与机床(2019年12期)2020-01-06 03:17:42
精密制造与自动化(2018年1期)2018-04-12 07:42:46
制造技术与机床(2017年6期)2018-01-19 02:41:06
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
表面工程与再制造(2016年5期)2016-12-15 11:42:26
机械工程师(2015年10期)2015-02-02 01:14:26
河南科技(2014年16期)2014-02-27 14:13:17
河南科技(2014年14期)2014-02-27 14:11:52