Milk run在汽车零部件厂内物流改善中的应用
2021-03-26 06:43:26唐自刚周炳海
精密制造与自动化 2021年1期
唐自刚 周炳海
(同济大学 机械与能源工程学院 上海 201804)
最后一公里配送意义重大,对企业的运作有着至关重要的意义[1]。最后一公里转化到生产制造型企业,就是原材料从原材料库运送到生产线的服务。由于这一公里上需要将原材料从各个站点取出,并准确配送到正确的位置,所以存在大量的搬运。
不增值的搬运是生产运作中七大浪费最明显的浪费之一,减少搬运浪费将会为企业带来明显的效益。尤其是在零件复杂多变的汽车零部件行业,搬运浪费的减少,效益尤其明显。
汽车零部件行业的最后一公里的显著特征是配送到线上的料箱和需要从线上撤下的料箱数量巨大。而Milk run(MR) 这种回收料箱的模式在汽车零部件行业开始得到推广。
1 MR的研究现状及E企业的物流现状
1.1 MR国内外研究现状
MR起源于20世纪前牛奶配送的过程,经过一个多世纪的发展形成了一门比较完整的学术理论。其基本原理为通过固定线路将商品送到顾客手中,并从顾客手中回收空包装。一方面回收了包装材料,另一方面节约了一次搬运过程。
MR在国内研究主要为入厂物流的研究,或路径规划优化及算法改善的问题。Polak-Sopinska[2-3]研究了厂内 MR系统中配送工人的劳动强度问题,得出配送员搬运工作是一个劳动重负荷劳动,提出了解决劳动强度较高的建议方案。Alnahhal[4]等研究了车间内循环取料的决策问题,提出车间MR系统的决策问题主要为路线、排程、装载、配送人员数量、看板、火车数量、线路运输频率等的问题。施冠栋[5]研究厂内物流配送系统优化,提出厂内循环配送物流系统的评价指标和实施方案。Kilic[6]研究了厂内MR系统的分类和模型,详细阐述了厂内MR的分类并给出了模型。Korytkowski[7]等研究了MR系统中物料配送员在干扰状态下的效率,并进行仿真模拟,得出MR 是一个非常稳定的系统,自身容错性强。Eva Klenk[8]等研究了车间循环取料的运作策略,得出循环配送系统的料箱数量是根据系统的需求来确定的,其峰值会导致系统出现瓶颈。
1.2 E公司厂内的物流现状
E公司的产品一般包括两个大尺寸零件和3个小零件尺寸,两个尺寸零件通过小尺寸的连接件组合在一起,形成具有连接车门车身的功能部件。
其仓库内物料的存储采用高架库位存储。大尺寸零件采用铁料箱存储,单箱存储量为 800~1000件。小零件采用纸箱存储,单箱存储量为200件,每8箱小零件汇成一个托盘,存放于一个库位。
改善前E公司物料运送采用叉车搬运,以生产批为单位,在最后一公里配送服务过程中,包含 6种搬运阶段:(1)原材料从原材料库到备料区,采用叉车运输 M1,如托盘上物料超过需求使用量,需要用叉车归还至原来库位;(2)原材料从备料区到线边地面的运输 M2,采用叉车,一般配送量为单班生产量,大约800件;(3)在制品从线边地面到工位的运输 M3,大型零件采用料箱由设备操作工从铁箱自取;(4)成品从线边到仓库的运输M4,由物料配送员自行取货;(5)包装材料从包材区到线边的运输 M5,由操作工人自行领取;(6)原材料包装箱从线边库回到配料区的运输 M6,由物料配送员取回,一般用叉车。
以上6种物料搬运发生的时间不一致,但存在一定的前后顺序。当新的原材料运输到现场时,旧的料箱已经使用完毕,因此其中第(2)种物流和第(6)种物流的时间间隔很近。当一批成品运走后,新的产品也需要新的包装材料,因此第(4)种物流和第(5)种物流的时间间隔也很近。这种距离间隔近但归属于两个不同的员工,来了巨大的搬运浪费。
2 MR在汽车零部件企业的改善
2.1 超市的设定
超市具备3个功能:(1)客户可以随时获得需要的产品;(2)客户可以取得需要的产品数量;(3)客户只会取需要的产品。
超市的设立可以加快物料从配送区到生产区的的准备速度。生产车间的超市就是在仓库的末端或生产车间的前端设置一块空闲区域,放置斜坡料架,将生产原材料按照预先规划的包装方式,放置在斜坡料架上,如图1所示。

图1 斜坡料架图
生产车间的超市应具有以下五个特点:(1)从人因工程角度出发物料取放的高度应设置适宜,不能太高或太低;(2)仓库补货端和取货端应位于超市的两端,以减少取货人员与补货人员之间的物流干涉;(3)超市上放置的物料是包装好的物料,且最小包装量按照在制品控制量设定(车间现场需要的单次配送量的整数分之一),以便配送员取走整箱物料;(4)超市库位应列入库位管理,需要按照库位编码,取货时采用扫码系统进行确认,以做到防错;(5)采用斜坡料架,位于斜坡底端的料箱被取走后,下一个料箱运用重力惯性向下滑行到待取位置,以便下一次待取。
实际运用中,物流拣选员工,收到生产看板后,将物料从高架库整托取下,大型零件拆装成小型数量盒,单盒放置50件。小型零件一次分拆按原有塑料包装按100件放于塑料盒中。
小零件一次分拣完成后放于超市库位上,减少一次往高位货架还料的搬运动作,消除典型的搬运浪费。大零件在超市进行包装,将原来的线内作业提到线外作业,增加了生产的实际时间,提升了产能。
配送员收到生产现场看板传递信息后,驾驶小火车前往超市,按照看板量快速从超市取下原材料,放置在配送小车上。
采用超市前,仓库内作业流程如图2所示。
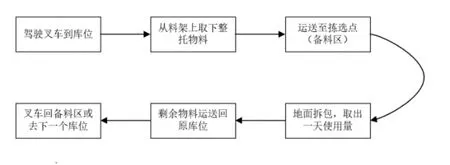
图2 改善前作业图
采用超市后,仓库的作业流程如图3所示。

图3 改善后作业图
2.2 看板设计及料箱的标准化
E企业的单元化生产线、超市、成品库是一种典型的CONWIP系统。成品库下指令到原材料库,由原材料库准备零件。生产线根据生产指令到超市提取生产资料。物料进入到生产线后,由后工序驱动前工序向前。
CONWIP中,看板是用于在制品控制的有效工具。通过看板,能够有效的控制生产现场的制品。看板设计的时候需要充分考虑到在制品的数量。看板设计按照产出的1/N设计。当看板数量过少,则看板控制的在制品数量较大,会导致一次搬运量太多。当看板设计过多,则看板控制在制品数量太少,配送人员就会长期处于忙碌状态。改善时在制品控制在2h根据产能,设置2h的H=200件。生产计划给现场班组长200件产品BOM对应的原材料看板和需要产出的组件看板。班组长将原材料看板放置在线边库上的空料箱上。
生产开始前,配送员到线边库上收集生产看板信息,然后返回超市,按照生产看板信息配送物料到线边库或指定的位置。
为了便于搬运的码垛、容器的通用,容器采用对配送到线边的料箱统一采用 400mm(L)×300mm(W)×200mm(D)。在一个 MR物料配送中,对于从事物料从小火车到线边库、超市到小火车物料搬运,对于一个成年男性来说是重体力劳动[2-3]。因此塑料箱的尺寸和单个料箱的容量就需要经过严密的设计和计算,来减少员工的劳动强度。单箱控制在15.7kg可以有效的控制员工的劳动强度[3]。根据零件的重量和体积,分别设计各类零件单箱的数量为公式(1):

式中:Ci为第i个零件一次配送的料箱的数量;Wi为单个零件的重量;TH1为2h在产出;vi为单个产品的体积;V为料箱的体积;
根据计算,生产典型产品A每2h的需求量如表1所示。
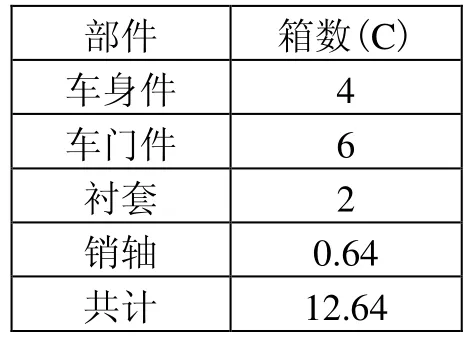
表1 A产品两小时部件需求量
2.3 现场的改善
传统的叉车配送物料时,操作工人开着叉车,从仓库备货区取出物料,沿着通道配送至线边。一般情况为一整托物料送到现场。运送量为单个班次或单个生产批的使用量。生产过程中,物料配送员,进行下一个班次的备料,物料准备区为1个班次的物料,且平铺在地面。生产开始前,物料配送员开始往各个工站配送物料。配送前将物料放置在一个托盘上或数个托盘上。这样现场会预留一个大约3.6平米的空闲区(三个托盘位)给物料托盘。
现有的布局模式下,小火车配送的大尺寸物料有两种方式存储在现场:(1)平铺在地面;(2)以一定的高度码在线边。由于MR的小包装特性,第(1)种会让员工频繁弯腰取货,增加职业病风险。第(2)码垛容易带来生产的安全性隐患,不适用于循环取料小火车物料的配送。
对于尺寸小的零件,如果放在线边,使用时再搬运到线上,会造成2次搬运浪费,因此需要对生产单元现场做出必要的改善。
将原有的线边库改为采用斜坡料架,斜坡料架的放货端正对通道。斜坡料架的取货端为装配线员工U型缺口。在料架的两端贴上二维码,放入物料前,采用位置确认匹配以达到防错。
对于小尺寸零件,在零件使用工位设计料斗。料斗的容量需要满足配送员直接从小火车将小零件运送到料斗,如图4所示。

图4 线上料斗
为了减少配送员与操作员工的走动带来的将料斗上料点设置在线体远离操作员工的背面,U型装配线之间的维修通道为实现这一运输提供了条件。
2.4 小火车的设立
车间内物流转运工具通常为叉车,但是叉车不适用于相同位置的多次重复物流[8]。而厂内MR的带来的最大表现形式为工站之间的多次重复物流。且这种小批量多批次的物流方式较叉车搬运是更高效和成本更低的[9]。而MR在厂内物流的表现形式为小火车。小火车需要进行设计,以便最佳,小火车设计时主要常见的问题有4个。
1)路线的设计及规划。E企业的厂房为自行设计建造。在原始设计车间时,以最大化利用车间面积,放最多设备为主要目标。在布局设计上共享两条通道,采用3排装配线,如图5所示。
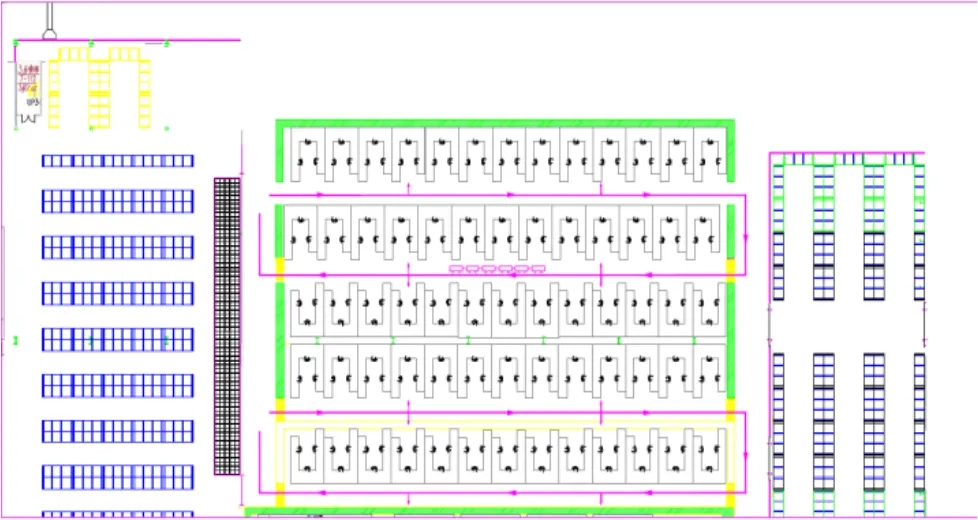
图5 改善前物流线路图
在已有的车间进行设计物流线路的时候,不考虑大型布局调整,通过观察可以明显看出,现有布局中第2排装配线和第三排装配线共用一个物料通道,在叉车运转时,这种方式不会造成大的影响。在小火运行时,第2条物流通道的拥堵率明显高于第一条物流通道的。因此调整U型线开口方向,以降低物料通道的拥堵率,调整后的布局如图6所示。
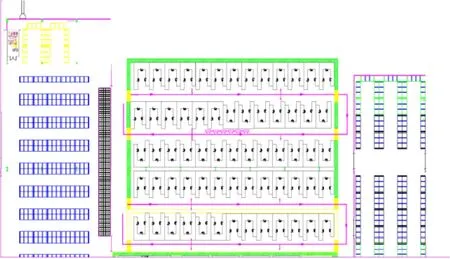
图6 改善后物流线路图
对于稳定运行的系统,原材料运行线路为:(成品库已经将生产需求按照 2h的物料量通过电子看板传输到超市)。
RIRM:小火车从超市出发,带着已经包装拆包好的物料运送到装配线线边库(或上料点)。
R2RM:物料配送员与生产现场完成物料/空箱交换,并取走看板,将空料箱带回超市。
成品运行路线:
RIFGI:小火车2 从成品库出发,按照既定的线路,将包装材料送到生产现场,与现场做成品/空箱交换。
R2FGI:小火车将成品拉回成品库入库,完成一个循环。
2)配送时间间隔问题
根据德国厂内MR实施指南,小火车的配送路线循环上时间Tcyc如公式(2):[9]

其中:td为小火车在单个循环上的行驶时间;tl表示小火车在单个循环时,从超市装载的时间;tc表示小火车在单个线路上,线边库交付的总时间。tℎ表示配送不搬运物料的行走时间,配送员上下车时间以及小火车加速和减速时间。
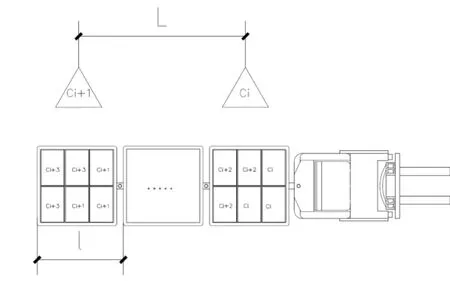
当CT≥Tcyc时,小火车运行正常,当CT CT越大,在保证产出的条件下,根据 little 定律要求需要控制的在制品在制品越多。单次配送的物料越多,进而影响到小火车的拖车的数量。 3)小火车的数量 小火车的目的控制在制品,提升效率。且在Milk run 系统中应尽量减少小火车的数量[6]小火车的数量N计算方法如公式(3): 其中,n为单节小火车上放置料箱的数量。 4)小火车车上布局问题 为了便于托盘的直接上下货,小火车的拖车尺寸一般为1.2m×1.0m,单层可以放置小料箱数量为6箱,单个小车可以放置12箱至24箱物料。根据看板设计结果,单工位需要车的数量为 0.5车至 1车。由于生产线的特殊性,相邻两个装配线物料补充点间距(大约 4m)大于两节拖车的间距(大约2.4m)。如果不考虑小火车车上布局,容易造成位于车尾的装配线需要的物料在车头。配送员和线边库进行交换的距离就加大,增加tℎ和tc。增加tc表示增加配送员负重搬运的距离,配送员的工作强度因此增加。高强度的工作,容易导致员工的抱怨或离职[3]。 因此小火车的合理平面布局有利于减少配送员与线边库/供料点的交付时间,降低tc,进一步缩小Tcyc,提高MR的运行效率。基于每条装配线都采用同样的逆时针物流。第i +1个配送点与第i个配送点位于的车位关系由公式(4)确定: 式中:Lj表示Ci+1与ci装配线线边库间距;l表示小火车拖车长度;Ci+1表示第i+1个站点位于的车的编号。 具体示意图如图7所示。 图7 配送点与小火车示意图 将车间的物料搬运从传统的叉车搬运改善为MR系统,改善效果明显,有效的控制了在制品数量,减少了搬运的浪费,并且一定程度上提升了产能。具体表现为:小零件备料时从高架库到地面的搬运次数减少 2/3。将小零件从线边库到设备边上的搬运从线内转移到线外,节约操作工人时间,提升产能。改善前大零件的拣选工作也从线内移到线外,大小零件的线内外转移,提升了 6.3%的产能。将原有的在制品数量从8h控制为2h提升了车间的形象。项目在E公司实施时得到了良好的效果。 MR在汽车零部件车间物流改善中可以量化的效益就是减少搬运,控制在制品数量。文章描述了MR 改善的超市设定、看板设计、现场改善和小火车设计四个步骤,并分析了四个步骤的实际收益。分析得出 Milk Run 模式比传统叉车搬运物料在物料从仓库到配料区,物料从配送员交付到生产线方面的搬运次数有明显的减少。 在单线运行的车间,合理设置停靠站点,并根据产线布局规划小火车上物料摆放点有利于降低配送员的工作强度,也有利于缩短小火车运行时间。

2.5 效果评价
3 结语
猜你喜欢
中国储运(2022年6期)2022-06-18 10:29:00
食品安全导刊(2021年21期)2021-08-30 08:21:24
汽车工艺师(2021年7期)2021-07-30 08:03:26
中国特种设备安全(2021年12期)2021-04-26 14:37:06
制造技术与机床(2019年12期)2020-01-06 03:17:46
中成药(2017年6期)2017-06-13 07:30:35
广州大学学报(自然科学版)(2016年2期)2017-01-15 13:43:02
中国储运(2016年8期)2016-09-02 06:22:04
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:53:59
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:58