
玻璃熔窑热工DCS控制系统及应用
2021-03-22 02:41冯建业
玻璃 2021年3期
冯建业
(秦皇岛玻璃工业研究设计院有限公司 秦皇岛 066004)
0 引言
随着玻璃行业的不断发展,玻璃产量和质量的提高,玻璃熔窑的节能环保越来越引起人们的关注。除了对熔窑结构、燃烧技术及装备等进行技术改造外,玻璃熔窑热工DCS控制系统改进可以使操作人员更灵活、简单精确地控制生产工艺参数,从而实现窑炉热工制度的稳定,更重要的是可以通过改进控制来实现降低窑炉能耗及减少污染物排放的目的。
1 熔窑DCS控制系统的组成和主要控制参数
为了对生产过程进行先进控制和科学管理,通常采用计算机控制系统(DCS)对熔窑热工参数进行采集检测、数据处理和自动控制。DCS主要由工程师站、操作员站、过程控制器、I/O站、通讯网络等部分组成。
窑炉的过程监测信号及状态信号全部引入自控系统中完成监视、控制、报警功能。窑压控制、助燃介质控制、天然气流量控制备用手动操作器,以便系统手动调试或紧急状态下能手动控制窑炉。
马蹄焰熔窑控制系统一般采用PLC+上位机控制或者单纯仪表人为操作控制。图1为熔窑PLC+上位机自控系统控制界面。整个系统采用积木式结构, 可根据系统大小进行灵活扩展。主要控制算法在控制器中执行,由操作员站机完成生产参数的给定及变更,来实现集中操作。这种控制方式简便灵活,集成度高,所有控制参数一目了然。是一种既经济又高效的配置,目前在生产线上有较多应用。
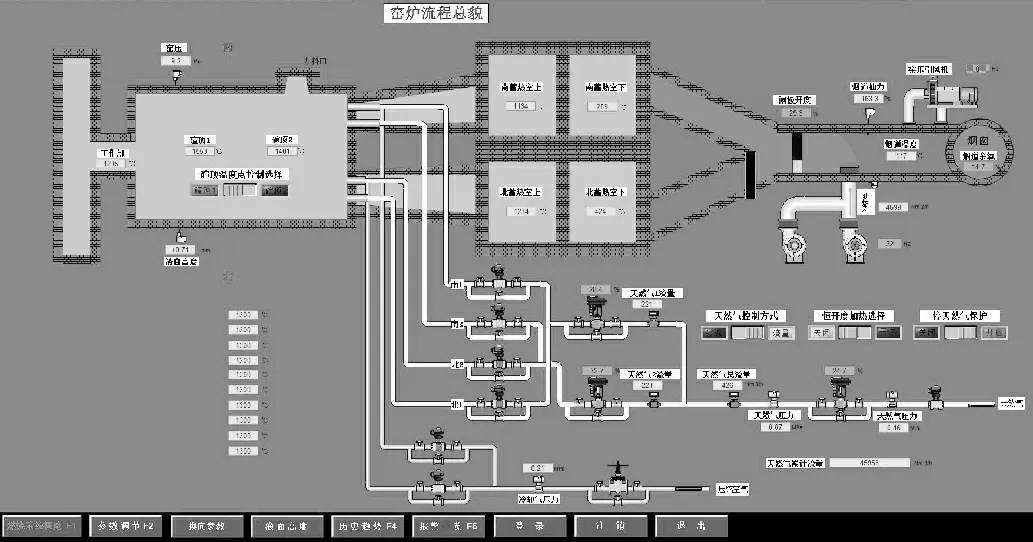
图1 窑炉生产线流程及PLC+上位机自控系统控制界面
老式熔窑仪表控制系统常用于各种以煤气为燃料的马蹄焰窑炉,其可靠性高、操作相对简单,但系统集成度低,对于各控制点,需要单独的控制回路以完成特定操作,控制系统占用空间大。
2 熔窑温度控制
熔窑的温度控制是实现玻璃熔化及保证玻璃质量的关键控制因素。通常以大碹碹顶温度为准,根据其温度变化合理调整风燃比系数,手动或自动控制助燃风和燃气用量,实现窑炉温度精确控制,保持窑炉工况稳定。通过计算机对窑炉工况进行显示、设定、控制、储存等功能,便于出现事故时对比数据和查找问题。
2.1 温度控制系统
温度测量系统包括:碹顶热电偶、池底热电偶、观察孔辐射计等。温度控制系统关联:燃料的流量控制、助燃介质的流量控制、燃料与助燃介质的配比控制等。
2.2 窑炉温度控制的实现方式
(1)恒定温度控制
此种控制方式是保证控制点温度的稳定,通过主控点温度的测量值与设定值比较,再通过燃料及助燃介质的控制器增加或减小燃料及助燃介质送入窑炉的流量。但燃料及助燃介质的流量并不稳定,容易出现火焰忽大忽小的情况。
(2)恒定流量控制
此种控制方式是保证燃料及助燃介质流量的稳定,优点在于相同时间内送入窑炉的能量恒定,但燃料质量的好坏控制系统无法做到有效补偿,容易导致在燃料质量差时,出现窑炉内控制点温度大幅度下降的情况。
(3)综合控制方式
通过对PLC进行逻辑编程,可实现基于恒温控制的流量控制方式或基于恒流控制的温度控制方式,有效规避恒温控制或恒流控制的缺陷,此时计算机对于熔窑的控制就变得必不可少。
2.3 温度控制对熔窑节能减排的作用
对于熔窑,无论采用恒温控制或者恒流控制,PLC+上位机具有较高的控制精度、可靠性以及实现独特的控制逻辑,同时也可以通过编制特定程序对于换向期间温度的降低,在换向前或者换向后起到补偿,有效辅助熔窑实现稳定的温度制度。稳定的温度制度,可以保证熔窑在较低的综合成本下长期高效的生产合格产品。
表1为国内某条160 t/d的马蹄焰窑炉烟气成分实际检测数据。
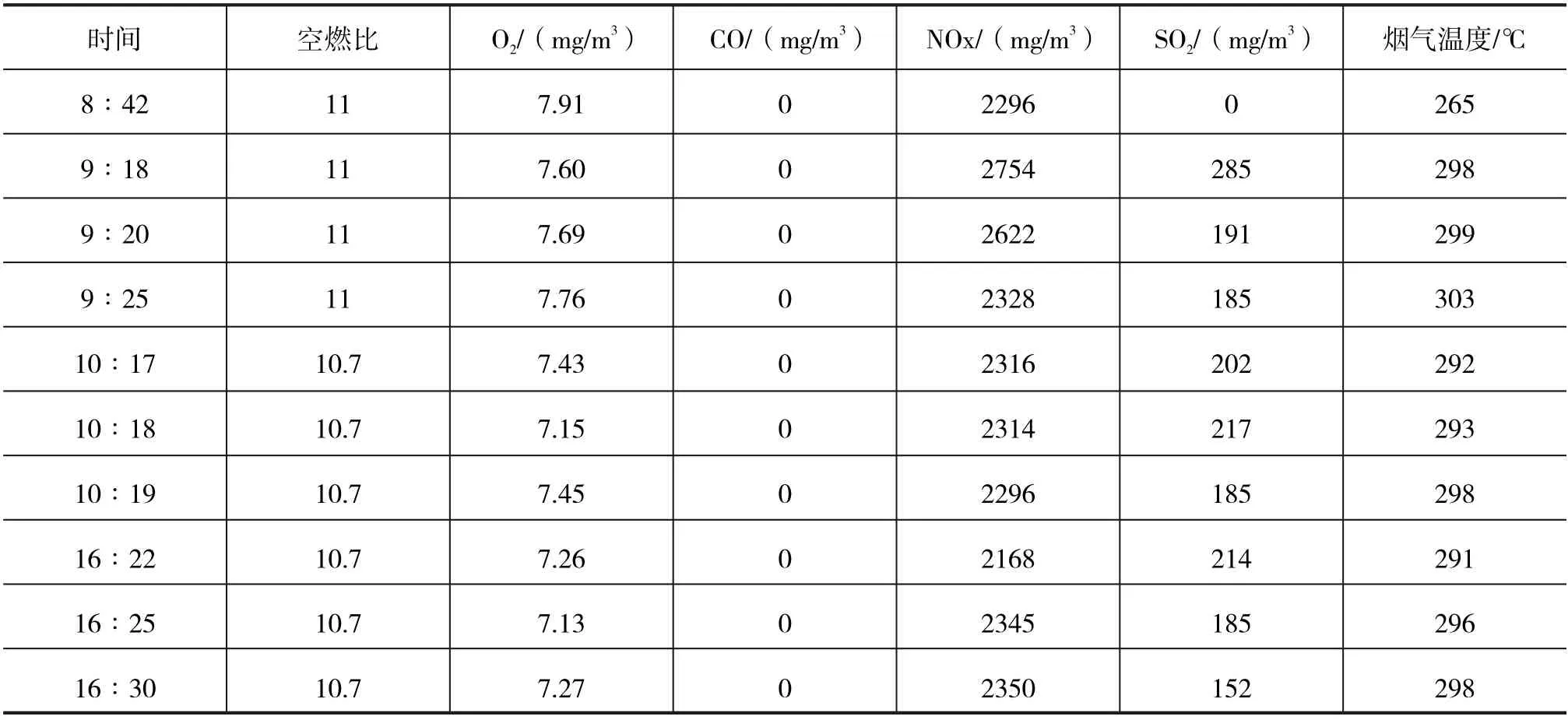
表1 不同助燃介质与燃料配比检测的窑炉烟气成分
从表1中可以看出,随着空燃比的增加,烟气中的氧含量及氮氧化物排放量均增加,因此生产中需要稳定控制燃料及助燃介质的合理配比,燃料及助燃介质的配比不仅会影响燃料的利用率,同时还会影响尾气中氮氧化物的排放。此外还要安装氧气含量在线检测设备,实时跟踪检测烟气中氧含量变化,及时调整助燃风风机运转频率,合理配置助燃空气流量,优化空燃比,使燃料既能充分燃烧,又尽可能地减少烟气中的氮氧化物排放,从而做到既节能又环保。
3 窑压控制
对于玻璃熔窑,一般保证窑炉内压力为合适的微正压。较高或较低的窑炉内压力对熔窑都是不利的。
较高的窑炉压力会使熔窑内火焰从各观察孔或缝隙处外溢,烧损外部耐火材料或钢结构,同时也有可能对生产线操作人员的安全造成伤害。
较低的窑炉压力会使外部大量的冷空气进入窑炉内,使熔窑内部温度降低,增加能耗,影响熔窑内玻璃的熔化;同时由于过量的空气引入必然导致尾气中氮氧化物含量的增加,对周围环境产生污染。
3.1 窑压控制系统
压力测量系统一般采用熔窑两侧的取压管路配合微差压变送器。压力控制系统包括:烟道旋转闸板、尾气引风机等。
3.2 窑压控制对节能减排的作用
对于窑压的控制,PLC+上位机具有较高的控制精度、可靠性,可将窑压控制在可接受的合适范围内,并对突发的窑压变动起到良好的补偿作用。
对于尾气中氮氧化物的排放,窑压控制同样具有显著的影响,表2为国内某160 t/d的马蹄焰窑炉烟气成份实际检测数据。
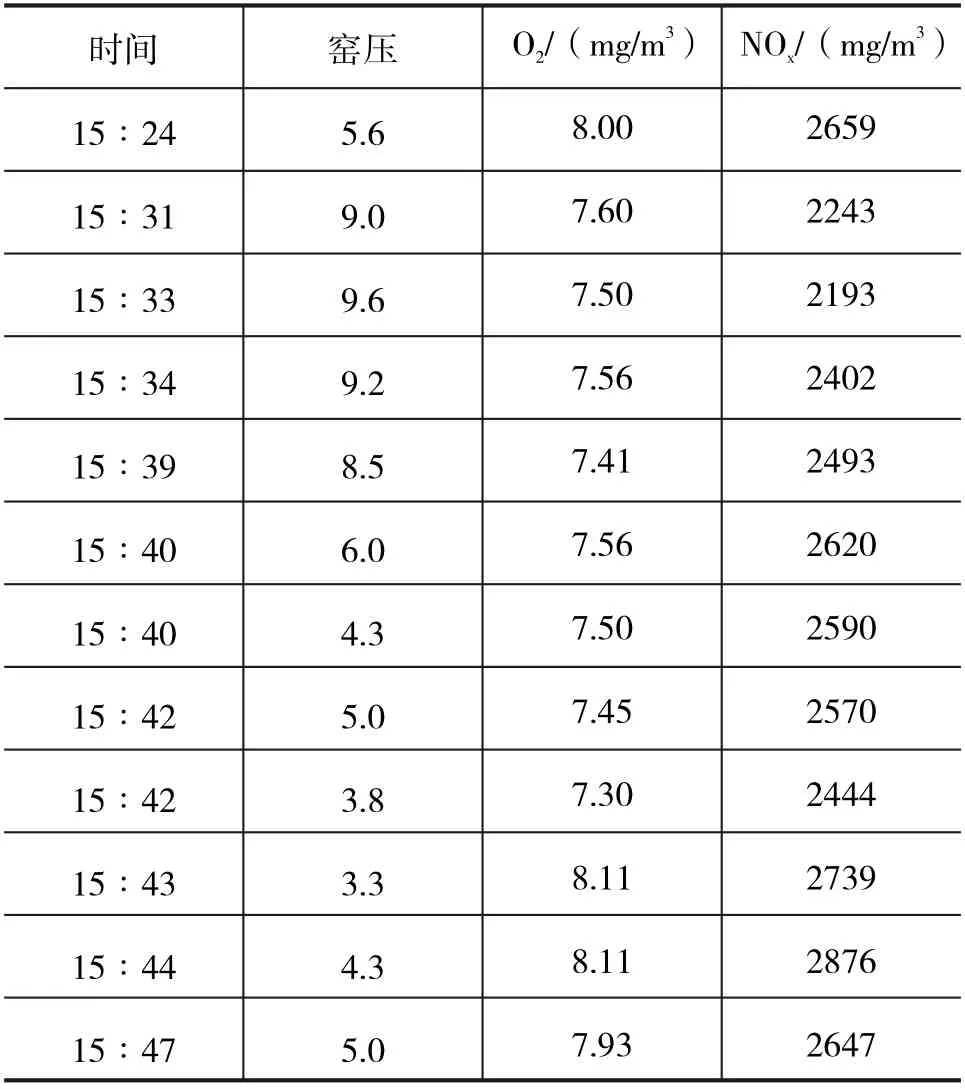
表2 不同窑压下检测的窑炉尾气中氮氧化物排放量
从表2中可以看出,窑压较小时尾气中NOx的排放量较大。因此,通过运用PLC+上位机合适的控制窑炉内压力,可有效减少窑压过高导致的窑炉内能量外泄及减少窑压过低导致的外部冷空气进入窑炉而对窑炉的降温,可有效保证窑炉持续稳定的熔化配合料,同时还可以避免因窑压波动造成尾气中NOx排放增加,对于熔窑节能减排起到很大作用。
4 液面控制
液面的控制对于玻璃窑炉的稳定生产同样关键。过高或过低的液面对于窑炉的池壁均会造成不同程度的侵害,而上下波动频繁的液面对于池壁液面线附近耐火材料造成较大侵蚀。因此需要对玻璃液面进行较为精准的控制。
液面控制系统包括:液面的测量系统,如激光液面计等;压力的控制系统包括:配合变频器的弧毯式加料机、振动加料机等。对于液面控制来说,液位是一个滞后对象,系统较难稳定,投料后一段时间内几乎不反应,过一段时间液位慢慢上升,这是比较典型的纯滞后对象。
生产中一般采用激光式液面计来检测熔窑内玻璃液液位。高精度液面控制,对于窑炉来讲,即可避免因液面过低追赶液面时,冷的配合料进入窑炉,对窑炉的降温,降温后过多的燃料加入必然导致的燃料浪费;也可避免因液面过高,玻璃液溢出等风险。
5 换向柔性控制
以空气作为助燃介质的窑炉具有一个显著的特点,那就是需要定期换向。换向期间,很多控制参数如温度、窑压等均会出现较大波动,在玻璃生产中应尽量避免,因此对于换向的控制提出了更高的要求。
众所周知,燃气燃烧换向的可靠性是确保生产安全的首要任务,在确保换向过程安全的前提下,特别对换向时燃气的关断、开通采取特殊柔性控制(缓关、缓开),避免天然气关断或开通时气体压力的急剧变化造成危险。
基于PLC+上位机对于换向的柔性控制则可有效避免上述问题。由于PLC+上位机可以根据窑炉实际情况制定不同的换向方案,可在换向前或换向后对于换向期间温度的降低及时有效地进行补偿,以保证窑炉生产的稳定。
熔窑换火盘有手动、半自动、自动三种工作方式,其中手动方式为控制室盘面操作,半自动为控制室盘面按钮触发PLC自动控制,自动方式为定时PLC自控系统控制。
以燃料天然气为例,天然气换向的全过程为:
预备铃→天然气压力、窑压、助燃风、介质等过程控制量锁定→当前火向天然气缓关、开枪管冷却气→烟道废气换向→助燃风换向→关枪管冷却气、待上火向天然气缓开→天然气压力、窑压、助燃风、介质等过程控制量定时解锁。
6 全氧窑炉控制特点
全氧窑炉是以纯度为90%以上的氧气作为助燃介质的窑炉。不同于空气助燃介质的窑炉,全氧窑炉不需要定期换向。因此,全氧窑炉温度及窑压可保证长时间稳定运行。但由于以纯氧作为助燃介质,火焰温度高,火焰易对喷嘴砖等耐火材料造成损害。对于燃料及氧气的流量、压力及配比控制要求较高。
纯氧喷枪及燃烧系统可提供玻璃熔制过程中所需的热能,燃烧系统是以气动和手动的方式操作。系统内包括安全互锁装置和自动切断阀来防止不安全的操作,而且氧气和天然气皆有流量自动显示装置,便于监视。图2为天然气全氧窑DCS电气控制系统界面。
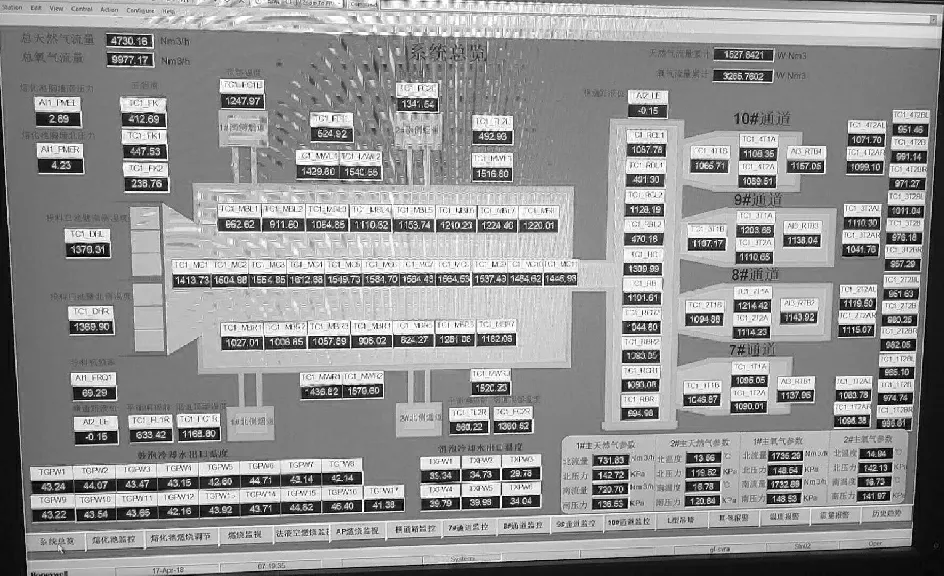
图2 系统控制界面
天然气全氧窑DCS电气控制系统:
(1)燃料及氧气总管流量控制
每个分区天然气流量定值自动控制,并与天然气-氧气比值系统协调配合,实现合理燃烧。天然气及氧气流量检测一般采用孔板气体流量计等高精度流量测量装置,带温度和压力补偿,以提高流量检测精度。流量积算便于考核窑炉燃烧质量,合理分配燃料,节能降耗,控制生产成本。
(2)温度检测
主要在碹顶设置测温点进行窑炉温度检测和控制。对于大型窑炉,需要结合喷枪设置多个测温点。中小型全氧窑炉,一般在熔化部碹顶热点部位设置2个热电偶,一个闭孔,一个开孔;排烟口顶部、底部要设置热电偶;池底特定位置要设置热电偶;上升道、流道、总烟道等部位也要设置热电偶;另外熔化池胸前左右两侧可以各安装一台红外测温仪,实时监测熔化温度,保证熔制工艺稳定。
(3)火焰控制
以大碹碹顶前点温度为准,采用串级比值控制方式:温度→天然气流量→氧气流量,根据实际温度与工艺设定温度之间的偏差自动调节天然气流量,氧气流量根据天然气流量的变化自动进行比值控制。
(4)窑压自动控制
采用在两侧胸墙取压方式,选用高精度的微差压变送器取压,以保证窑压信号检测精度,减少窑压的波动。窑压采用反馈调节控制,以改善系统的动态调节品质。由于全氧窑采用不换向对烧形式,窑压稳定度高,因此,采用反馈调节可很好的保证窑压稳定。
(5)玻璃液面
采用液面计来检测熔窑玻璃液面,在窑头仪表室设有一台投料机变频器,通过变频调节投料电机的转动速度,来调节投料速度,以控制熔窑的液面。控制液面精度可达≤±0.2 mm。
7 能源管理系统
能源管理系统可实现在信息分析基础上的能源监控和能源管理的流程优化再造,实现能源质量管理、运行管理、动态监控管理等自动化和无纸化,有效实施客观的以数据为依据的能源消耗评价体系,减少能源管理的成本,提高能源管理的效率,及时了解真实的能耗情况和提出节能降耗的技术和管理措施,向能源管理要效益。
能源管理系统不仅可有效解决能源实时平衡管理和监控管理,还可以通过对大量历史数据的归档和管理,为进一步对数据进行挖掘、分析、加工和处理创造条件。为企业的能源管理“对标”工作建立有效的数据依据,为企业节能减排做出客观公正的效果评价。
能源管理系统的有效运行可持续、健康、有序地提升整个玻璃行业的能源管理水平,促进玻璃行业的可持续发展。
8 结语
窑炉热工控制DCS控制系统已被广泛用做节能、稳定质量及优化工艺的有效手段,熔窑计算机控制系统采用PLC+上位机方式具有以下显著且优异的特点:
(1)节能降耗:应用PLC+上位机,对窑炉的各参数进行精准且持续的控制,避免了仪表及人为控制中的粗放管理,在生产过程中有效的节约燃料、电能等投入,也可以降低窑炉各污染物的排放量,从而降低后续尾气处理中的投入。
(2)稳定生产质量:应用PLC+上位机,可保障窑炉内温度、窑压、液面等各关键参数的长期稳定,是生产优质玻璃制品的有效保障。
猜你喜欢
现代仪器与医疗(2022年3期)2022-08-12
社会科学战线(2022年3期)2022-06-15
玻璃(2022年2期)2022-03-03
消防界(2019年9期)2019-09-10
阅读(科学探秘)(2019年4期)2019-06-19
读写算(2018年2期)2018-07-05
佛山陶瓷(2017年1期)2017-02-23
山东工业技术(2017年1期)2017-01-24
餐饮世界(2015年5期)2015-06-28
中学生数理化·高二版(2008年4期)2008-11-12
