印制板阻焊薄导致高压测试火花问题改善
2021-03-11 09:45:08陈京
印制电路信息 2021年2期
陈 京
(苏杭电路有限公司,江苏 昆山 320583)
0 背景说明
2020年8月我公司有一批PCB产品被客户投诉,问题是客户在进行高压测试时有出现打火现象。客户认为此批产品出现严重品质风险,要求我们重新检测,分析原因解决问题。为此,公司内组织攻关,处理好客户问题。
1 原因分析
1.1 存在的问题
客户投诉油薄导致高压测试打火花,不良率为5%;实物板使用百倍镜确认线路边缘拐角阻焊层有发红、假性露铜的现象(见图1)。对不良区域进行切片分析(见图2)。
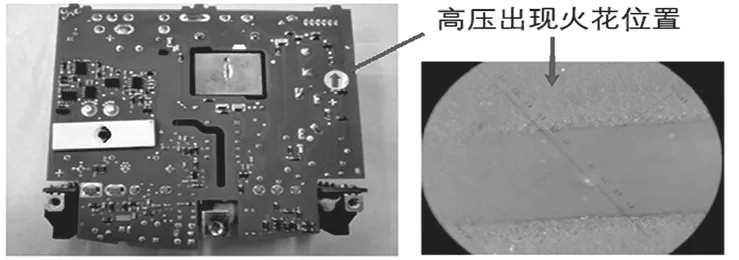
图1 PCB出现火花位置油薄

图2 PCB线路切片图
客户要求铜面和基材上阻焊厚度10 μm以上,线路边缘拐角处,阻焊厚度5 μm以上。
根据实测结果:铜面和基材位置阻焊厚度合格,但线路拐角位置阻焊厚度仅为3.2 μm~3.6 μm(由于此板为厚铜板,印刷难度高)不合格。故判定产品存在油薄不良。
1.2 原因分析
使用鱼骨图,从人、机、料、法方面分析造成线路油薄的可能因素(见图3)。对鱼骨图识别出的各可能因素做进一步深入调查,发现主要原因是阻焊油墨印刷涂布新员工,操作不当,没有把握好印刷压力、角度与速度等参数。

图3 阻焊层薄分析鱼骨图
2 主要因素和改善方案
导致阻焊油墨厚度不合格的因素主要在网版印刷工序,若印刷压力和印刷速度不合适,这些都会导致墨厚不一样。这两项为影响油墨厚度的主要因子。运用Minitab软件创建DOE设计,针对印刷压力和印刷速度这2个关键因子做DOE试验找出最优参数;根据常规参数:(1)印刷压力 (3~6 kg/cm2);(2)印刷速度(3~6 m/min),确定已选因素的水平数。本次实验每因素确定4个水平(见图4)。
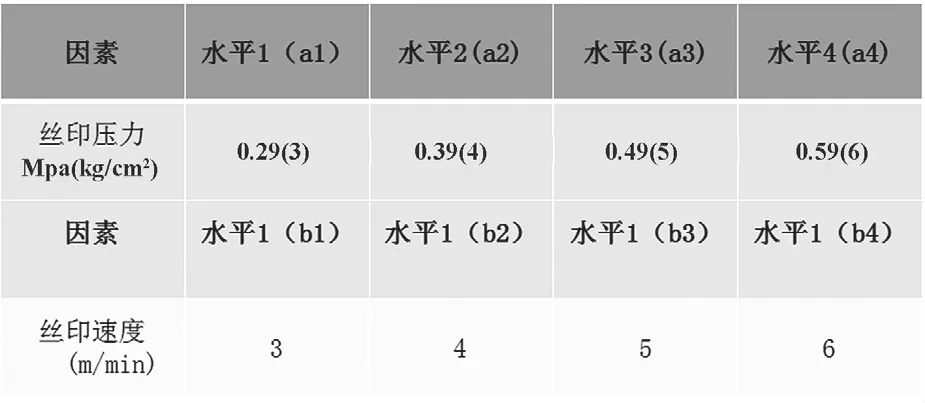
图4 DOE水平数
3 测试结果
DOE测试结果表见图5所示。

图5 DOE测试结果
4 改善方向
(1)对线路铜厚大于70 μm的PCB阻焊加工制定作业指示(WI);
(2)对阻焊印刷优化参数(见表1)。

表1 阻焊印刷优化参数
5 效果确认
自工艺改善后,连续约三个月该客户PCB产品未发现阻焊层薄现象。依照AQL1.5抽样对阻焊层厚度测量,阻焊厚度数据在10 μm~30 μm之间。同时,QE全检外观未发现油墨偏薄现象,检验结果无问题(见表2)。客户端也测试确认为有效改善,与我公司正常业务往来。并且同意对原先阻焊厚度不合格产品进行返工,经可靠性测试合格后继续接收使用。

表2 验证三批次订单无异常
6 总结
针对此次PCB高压火花问题,我们找出主要原因是线路边缘阻焊层厚度薄,又分析并找出了造成阻焊层厚度不同的因素,在于网版印刷工艺参数不恰当。进而确定最佳工艺条件,解决了PCB阻焊薄的问题。
确认改善措施有效,不但提升了产品品质,得到客户认可,也提高了生产效率。
猜你喜欢
印制电路信息(2023年8期)2023-08-26 10:15:52
绿色包装(2022年11期)2023-01-09 11:23:42
绿色包装(2022年9期)2022-10-12 12:18:32
海外文摘·文学版(2022年4期)2022-04-14 21:55:16
焊接(2021年8期)2021-11-15 01:40:44
中国制笔(2019年2期)2019-11-18 09:28:40
数码世界(2019年8期)2019-08-15 03:41:08
Coco薇(2017年2期)2017-04-25 20:47:09
出版与印刷(2014年4期)2014-12-19 13:10:49
印制电路信息(2014年3期)2014-04-25 07:27:48