抑尘漏斗在散粮流程线上流量自动控制的改造和应用
2021-03-11 16:31◎马飞
现代食品 2021年2期
◎ 马 飞
(连云港东粮码头有限公司,江苏 连云港 222000)
1 项目背景和意义
在港口散粮作业中,门机是卸船作业中的主要设备,门机抓料直接进入气垫皮带机中,进而进入后续流程。由于门机作业的不连续性,流量与下序设备不匹配,出现不足或过载,在遇到更换流程、故障时,沟通操作不当会造成故障扩大,门机散粮作业流量及保护问题成为影响卸船效率的一大瓶颈。本文提出了应用无线通信技术将门机与中控室的控制系统实现一体化的设计与应用,努力破解效率不足且存在安全生产的问题。
2 现状
为了满足生产需要,实现流量自动匹配,同时满足安全保护的功能,就必须对门机及中央控制系统进行融合,进行自动控制和联锁保护的改造。
2.1 门机控制系统
连云港东粮码头有限公司采用3台青岛海西MQS型25 t门座起重机,在船舶满仓时,平均可以达到430 t·h-1的作业效率,如果匹配1 000 t·h-1的气垫皮带机,则需要3台门机。抑尘漏斗采用西门子S300控制系统,在驾驶室设置操作台,通过实时通信实现人工的远程操作。流量控制上,通过电动流量闸门来实现,采用手动控制方式进行操作。
2.2 中央控制系统
连云港东粮码头有限公司中控室采用施耐德昆腾系列,上位机采用西雅特组态,在下序皮带机中,安装皮带流量秤,通过上位机组态实时观察皮带机流量,在转换流程及流量异常时,通过对讲机与司机进行沟通,实现流量调节。在下序设备发生故障时,通过对讲机通知司机停止作业,关闭流量阀门。
3 改造方案
为了节省改造成本,利用现有系统实现门机中控的融合,通过流量闸门自动控制,实现流量匹配且安全可控。因此,需要实现西门子S300CPU(图1)与施耐德昆腾67160CPU(图2)的通信。门机是移动作业的,设计阶段未设计通信电缆卷筒,因此在不增加改造费用的情况下,采用达泰无线传输模块,实现漏斗西门子与中控室施耐德的开关量及模拟量的信号传输。实现系统融合,不但可以实现保护联锁,还可以在作业流程设置阶段,预设各台门机作业量及流量闸门的开度,更能及时根据流量情况及漏斗料位开关,实现闸阀门自动调节,达到额定作业效率。改造后的自动控制流程如图3。

图1 西门子S300控制系统图

图2 施耐德67160CPU图
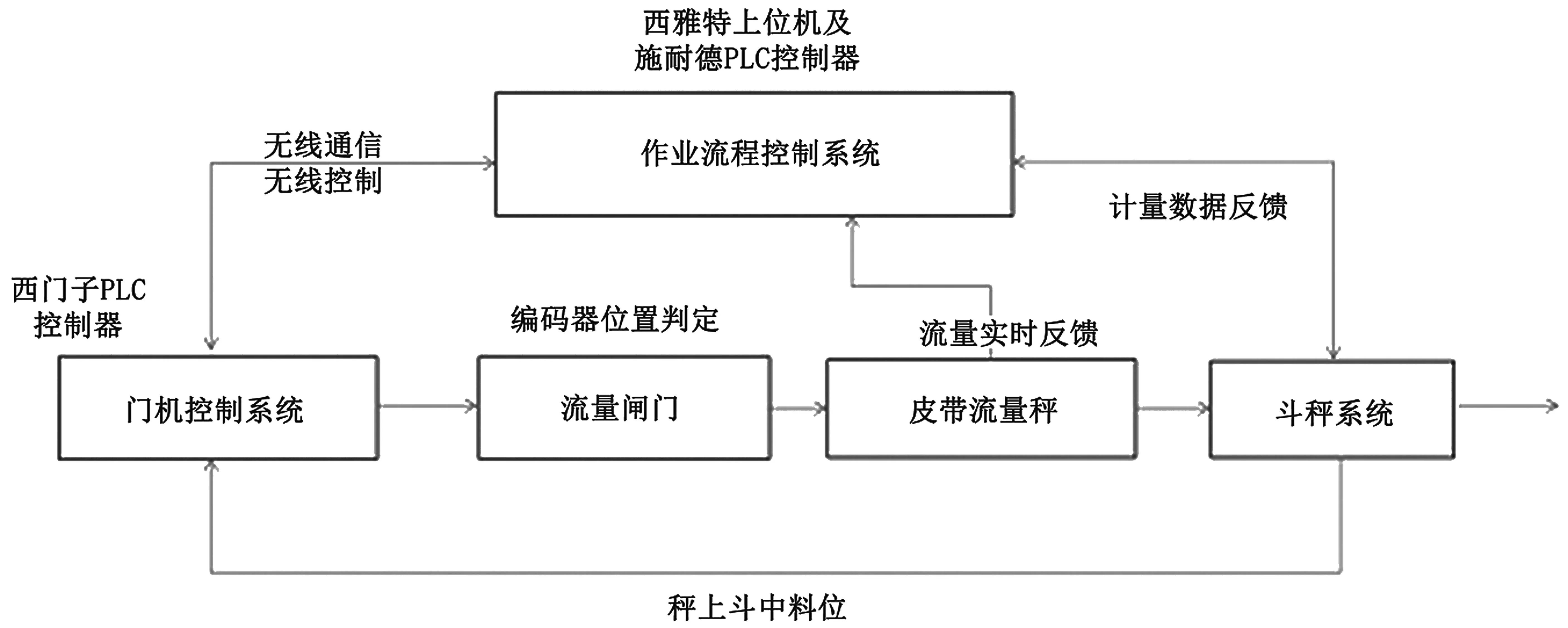
图3 自动控制流程图
4 方案实施
4.1 流量控制改造
4.1.1 流量闸门编码器
购置编码器、转换器,将编码器的信号转换并传输至PLC内,再通过距离转换,在驾驶室的操作面板上及中控室界面上(图4)显示出来,可以直观地看到流量闸门的位置,如图5所示。在流量阀门关门到位的位置上,设置一个接近开关,作为零点校准位置。在每个班次作业完成后,流量闸门触碰至关门到位的限位信号后,实现零点校准,确保开度准确。
图4 中控室上位机界面图
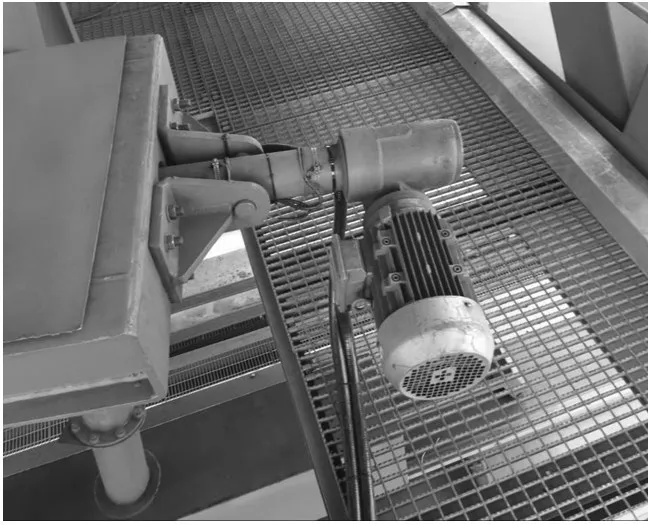
图5 流量闸门图
4.1.2 流量测试
连云港东粮码头有限公司抑尘漏斗采用流量闸门尺寸为800 mm×600 mm,流量通过能力为1 000 t·h-1。首选对皮带机秤进行精确校验,在作业期间,通过流量闸门的开度位置进行流量测试,得出滑动门开度与流量的关系,再通过软件的编辑,绘制开度与流量的界面。
4.1.3 门机料位监测
在门机抑尘漏斗内安装两个螺旋料位仪,分别为低料位与高料位,实时监测门机漏斗内粮食情况,是否积料或不足,将信号传输至门机驾驶室及中控室,司机及中控室人员可以随时掌握门机作业情况。
4.1.4 秤上斗料位监测
连云港东粮码头有限公司采用托利多斗秤,作业额定效率为1 000 t·h-1,在秤上斗内安装两个螺旋料位仪,分别为低料位与高料位,实时监测秤上斗的料位情况,判断卸船效率与进仓效率是否匹配,在换仓情况下,料位达到中料位后,中控PLC自动减少门机流量闸门的开度,来确保安全。
4.1.5 流量预设
在作业前,根据船舶舱内货物情况,为了做好卸船期间,船舶的平稳,实现高效卸船,提前预设3台门机的作业量。通过在中控室上位机组态中设置该仓的作业量,系统会调整3台门机的流量闸门开度,即可实现作业量预设。
4.1.6 控制方式选择
门机驾驶室漏斗操作柜上设置一个“中控/现场”的旋钮开关,当开关旋转至中控室,即可被中控室自动控制;旋转至现场位置后,由驾驶室司机进行操作。
4.1.7 流量自动控制
流量刻度通过预设,司机在作业期间如操作不当造成效率低下或高料位,就会发出流量异常的报警信号。如有特殊原因造成流量不足后,即可通知中控室,中控室根据情况,设定临时作业量,系统自动进行流量调整。
4.2 联锁保护改造
4.2.1 下序设备故障保护
在门机的下序设备发生故障时,上游设备立即停机,对应停机信号通过无线传输给门机,使得门机流量闸门自动关闭,并报警。
4.2.2 漏斗系统故障保护
门机防尘漏斗包含除尘器2台、排灰绞龙及关风机、排水气动翻板、仓壁振动器和电动闸门,当发生故障时,漏斗控制系统会发出报警信号,并关闭流量阀门,同时通信至中控系统。
5 改造实施效果
通过对控制系统的改造,在使用初期经过不断试验与调试,达到了预期的效果,可以实现船舱作业量的预设、门机流量闸门的自动控制、联锁保护,完成了门机作业流量自动控制的改造工程。目前,连云港东粮码头有限公司32#泊位卸船效率达到了1 000 t·h-1。
6 改造成本
购置绝对值编码器3个,共计1万元;SM331模拟量模块3个,共计0.8万元;达泰通信模块5万元;螺旋料位器5个,共计1.2万元;北京申克皮带秤1 000 t·h-1费用11.6万元;安装改造费用15万元。
7 结论
通过集中设备管理系统与自动控制系统的改造结合,不但提高了设备管理效率,可及时发现问题,做好预防性维修,同时也能通过数据发现设备缺陷及节能的方向,为散粮系统节能降耗做好基础,为实现四化建设做好基础技术。
猜你喜欢
商品与质量(2020年32期)2020-11-06
机电信息(2020年5期)2020-07-04
石油和化工设备(2020年2期)2020-02-24
中国管理信息化(2019年23期)2019-01-13
科技资讯(2018年8期)2018-08-09
山东工业技术(2017年14期)2017-07-18
科技与创新(2016年9期)2016-05-28
新课程·上旬(2015年12期)2016-01-27
集装箱化(2014年10期)2014-10-31
中国机械(2014年23期)2014-10-21