
燃煤工业锅炉余热利用技术及原则概述
2021-03-08 06:37李美军
工业炉 2021年1期
李美军
(1.煤科院节能技术有限公司,北京 100013;2.煤炭资源高效开采与洁净利用国家重点实验室,北京100013;3.国家能源煤炭高效利用与节能减排技术装备重点实验室,北京 100013)
针对我国国情,2012 年2 月工信部颁布的《工业节能“十二五”规划[1]中将余热余压利用工程作为“九大重点节能工程”之一,明确提出“要在余热余压资源丰富的行业全面推广余热余压回收利用技术,推进低品质热源的回收利用, 形成能源的梯级综合利用”。 按照《中国能源统计年鉴 2013》提供的各行业能源消费量及各工业部门余热占燃料消耗的比例计算,我国工业余热资源总量高达8 亿t 标煤,占我国总能耗约30%, 因此实现余热有效利用对我国工业节能具有重要意义[2]。
工业锅炉为工业生产和居民生活提供蒸汽,是重要的热能动力设备。 我国工业锅炉约50 多万台,其中煤炭消耗量约占我国煤炭消耗总量的20%,可知工业锅炉在我国的节能减排中具备巨大的潜力。锅炉运行中,运行热效率偏低、供热系统不合理造成的蒸汽的做功能力下降、输送管网网损较大、冷凝水未做回收、 烟气余热直接排放等问题均是导致工业锅炉能耗增加的原因。 其中,排烟热损失是锅炉热损失的重要组成部分,约占70%以上[3]。 锅炉排烟温度每增加10 ℃,意味着排烟热损失会增加0.6%~1.0%,煤耗就会升高1.2%~2.4%[4]。 初步估算,全国燃煤工业锅炉排烟余热总量折标准煤约1 亿t,对锅炉进行烟气余热回收是提高锅炉热效率、 降低锅炉能耗的重要途径,是工业锅炉节能减排的重要发展方向。
烟气温度是衡量余热品质的重要标尺, 其高低将对余热回收方式产生重大的影响。 余热可按照温度范围划分为三等:高温余热(大于500 ℃)、中温余热(200~500 ℃)、低温余热(低于 200 ℃)[5]。 中、高温余热能的能量品级高,利用起来相对容易。而对于低温热源,由于其能量品质较低,致使回收过程中能源的利用效率也较低,回收技术的发展尚不成熟。我国现役工业锅炉的实际排烟温度在150~400 ℃之间[6],属于中低温余热的范畴。此外,锅炉烟气中的热量有显热和潜热两种存在形式。 不同类型的锅炉烟气中水蒸气含量不同, 如天然气锅炉烟气中水蒸气为15%~19%,燃油锅炉为10%~12%,燃煤锅炉中一般小于6%,所以烟气中显热与潜热的比例也不同[7]。对于燃气和燃油锅炉,既要回收烟气的显热量,还要对水蒸气冷凝回收潜热;而对于燃煤锅炉,主要是回收显热,并注意除尘和脱硫。本文主要针对烟气余热回收, 总结当前工业锅炉余热回收利用的有效技术的原理、适用性、优势及劣势等,最后阐明了余热利用的原则及待突破的关键技术。
1 余热利用技术
1.1 热能到电能
1.1.1 温差发电器
这是利用热电材料的泽贝克效应(Seebeck Effect)、汤姆逊效应(Thomson Effect)、帕尔贴效应(Peltier Effect)、焦耳效应(Joule Effect)和傅里叶效应(Fourier Effect) 等将热能直接转化为电能的能量转化装置,其原理如图1 所示[8]。将许多不同类型半导体热电材料按照一定方式连接起来,比如采用串联、并联或者两者相结合的方式,形成半导体堆,再将半导体堆置于冷源和热源之间,热端从热源吸热,再将热量传递给冷源,在这个过程中将热能转换为电能,以电流或温差电动势的形式输出。 因此可以根据锅炉不同的烟气温度,将热电器件集成在水冷壁、省煤器或者空气预热器的换热面之上,通过燃料和水、烟气和水、烟气和空气之间的温差获得电能,可用于水泵、风机及控制器的供电。 该技术在国外的开展较早,日本Komatsu 公司于2009 年开发的工厂废热利用发电系统可长期运行,冷、热端温度分别为30 ℃、250 ℃时,转换效率达7%[9]。该技术适用于烟气大于250 ℃的场合,具有系统结构紧凑、无转动部件、无污染物排放、环保洁净等优势。 但目前现有的热电材料的转换效率较低, 工艺不成熟且成本昂贵,从而限制该技术广泛应用[10-11]。 目前,广大学者主要从改进热电材料转换性能、输出特性等方向进行研究[12-13]。

图1 半导体温差电转换系统示意图
1.1.2 有机朗肯循环(Organic Rankine Cycle,ORC)
该循环采用低沸点的有机工质代替水蒸气作为循环工质,系统构成如图2 所示,主要部件有蒸发器、冷凝器、工质泵及膨胀机。 环保型低沸点有机工质在蒸发器内和低温余热源进行热量交换, 有机工质吸热汽化(过程4-1),达到饱和或过热状态,高温高压蒸汽经膨胀机带动发电机发电(过程1-2),此过程将有机工质低品位的热能转化为高品位的电能, 做功后的乏汽进入冷凝器放热(过程2-3),然后进入工质泵升压(过程3-4),完成整个工作过程[14]。

图2 有机朗肯循环系统构成示意图
该循环适用于中低温热源(100~300 ℃),系统结构相对简单、热力学性能好、运行稳定,且由于有机工质的凝固点较低, 故系统在冬季不需要采取防冻措施, 目前不同种类的有机朗肯循环已应用在工程实际之中[15-16]。 有学者对电站锅炉烟气回收系统、炉渣蒸发水余热回收系统、 锅炉汽包连续排污系统进行深入分析和优化[17-18]。但该技术循环性能仍有待改进,发电成本高,是制约其发展的瓶颈。目前,国内外学者对ORC 系统的研究主要集中在有机工质的筛选、系统性能提升以及ORC 新型系统的设计和实际应用的研究。
1.2 热能到热能
1.2.1 传统换热器
针对烟气余热利用时, 传统做法是在烟道中加装空气预热器以预热空气, 加装省煤器加热锅炉给水,以及加装换热器预热或干燥燃料、加热冷凝水或管网热水等。
燃煤锅炉一般均加装省煤器, 但其热交换率往往比较低,余热回收效果不佳。烟气余热预热空气也很常见, 但提前预热空气后会使原有受热面的传热分布发生变化,对锅炉效率的提高产生不利的影响。在省煤器后加装换热器, 将品位较低的烟气余热加以利用,该方法技术成熟、投资小、简单易行,只存在一定的散热损失, 能够有效提高燃煤锅炉的运行效率,但会受到季节的限制,适宜与其他利用方式联合利用[19]。
烟气余热利用的核心问题, 是烟气中硫酸蒸汽遇冷凝结为高浓度硫酸, 对锅炉尾部烟道金属面和换热元件本身的腐蚀问题[20]。 由于硫酸的凝结温度远远高于水蒸气, 因此只要烟气中含有少量的硫酸蒸汽,烟气露点就会大幅提高。 常规换热器很常见,适用性广,但最大的弊端是受烟气露点的影响,尤其是烟气余热加热管网热水及烟气余热预热空气这两种余热利用方式的受热面壁温都可能低于酸露点,致使整个烟气余热回收系统都会受到低温腐蚀的威胁。 一旦换热设备腐蚀严重, 所有换热设备均需更换, 成本高。 因此传统换热器无法深度回收烟气余热,适合中小型燃煤锅炉的升级改造。
目前传统换热器的改进措施主要是通过采用板片式、肋管式或者翅片式结构以增加换热面积;改变高温烟气与低温介质的换热方向, 如横向冲刷或纵向冲刷等;增设多级换热器,采用串联或并联方式布置等多种集成方式。其中,串联型余热利用系统主要是把空气预热器分多级串联布置, 也就是在空气进入主空气预热器之前加装一个或两个前置式空气预热器, 使得冷空气先经过前置式空气预热器升温后再进入主空气预热器, 这样不仅利用了锅炉的排烟余热,还提高了原空气预热器的空气入口温度[21]。 并联型余热利用系统主要原理是在省煤器出口设置分隔烟道,主烟道设置空气预热器,旁路烟道设置高温烟水换热器和低温烟水换热器, 分别加热回热系统给水和凝结水, 并在之后的汇合烟道中设置前置式空气预热器, 通过降低锅炉排烟温度来弥补空气在空气预热器中吸热量的不足, 形成基于分隔烟道设计的并联型余热利用系统[22-23]。
1.2.2 冷凝换热器
传统的烟气回收只是针对显热,造成大量潜热损失,汽化潜热带走的热损失占整个排烟热损失的60%以上,影响锅炉热效率。冷凝换热器是利用烟气冷凝余热回收装置,将烟气的显热和水蒸气的潜热用于预热锅炉系统回水、 加热生活热水或锅炉补水。 采用冷凝换热器不但可以回收烟气中的显热,还可以回收烟气中的潜热部分,达到深度回收烟气余热,大大提高了热回收设备的热效率[24],与此同时,冷凝换热器产生的冷凝液对烟气中的氮氧化合物有一定的吸收作用,可以集中处理带有酸性物质的冷凝液,从而降低烟气中酸性气体的含量,减少了大气的污染[25-26]。
冷凝换热器主要适用于燃气锅炉, 是由于燃气锅炉的烟气中含有大量的水蒸气, 携带着大量的潜热,自第一台冷凝锅炉1979 年从荷兰诞生[27],世界上的许多国家争相研制, 其使用每年为荷兰节约的天然气达到了20 亿m3。对烟气中水蒸气含量居中的燃油锅炉,该法应用潜力很大,需进一步加强研究。
一般的燃煤锅炉烟气中水蒸气的含量并不大,但是即使这部分气化潜热被全部回收, 也能使热效率有很大的提升。 但燃煤锅炉的烟气中二氧化硫含量很高,换热器容易发生低温腐蚀,低温腐蚀难以控制是制约国内外燃煤锅炉烟气深度冷却技术进步的主要瓶颈。为此学者在以下两方面进行了深入研究,一是确定烟气酸露点温度以指导锅炉排烟温度,二是开发新型耐腐蚀材料。
其中,西安交通大学的赵钦新[28]提出了余热深度利用与污染物脱除一体化系统, 揭示了烟气深度冷却过程中SO3和H2O 结合形成H2SO4(g)和灰颗粒发生的气液固三相吸附凝并机理, 该机理直接引起烟气深度冷却过程中硫酸露点温度随着烟气深度冷却发生实时变化, 提出了烟气深度冷却器置于静电除尘器之前的设计方案,如图3 所示。并通过进一步研究, 提出了控制碱硫比和流场均匀化的双判据设计方法, 实现了烟气深度冷却过程中的低温腐蚀可控。 同时发明了硫酸露点温度和低温腐蚀性能的检测方法及装置, 确立了烟气深度冷却器材料选型和壁温安全设计准则, 解决了低温腐蚀导致泄漏防控的技术瓶颈。该方法经独立设计、制造和装配后已在大唐国际、 华能国际等多个发电有限公司进行了实验并得到验证。
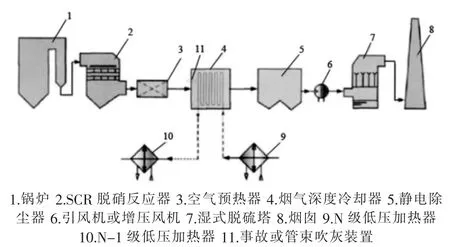
图3 布置于静电除尘器前的烟气深度冷却器系统示意图
在开发新型耐腐蚀材料方面, 当前电站锅炉尾部受热面常用材料为20G 钢、ND 钢和316 不锈钢,在实际运行过程中, 受热面表面都有一定程度的腐蚀和积灰。非晶合金具有优异的物理和化学性能,特别是耐腐蚀性能方面受到许多学者的关注[29]。 氟塑料材料由于其本身性质稳定,表面光滑等优势,利用氟塑料制作的换热器越来越受到关注,在海水淡化、电站锅炉水回收方面取得了较大的发展[30-32]。但是氟塑料材料的耐高温性较差。
1.2.3 热管技术
热管的应用是基于蒸发-冷凝的循环,热管中的工质在热输入端被工业废热加热,由液体变成气体,吸收了大量的热量, 汽化潜热随着流动的蒸汽到达冷端, 在重新冷凝成液体的同时放出大量的汽化潜热,冷凝的液体则又一次回到加热段被加热,重复上述的过程,如图4 所示。热管通过汽化潜热来传递能量,即使传递的热量非常大的时候,热端和冷端的温差也不至于过大[33],因此热管是一种导热能力很强的导热体。
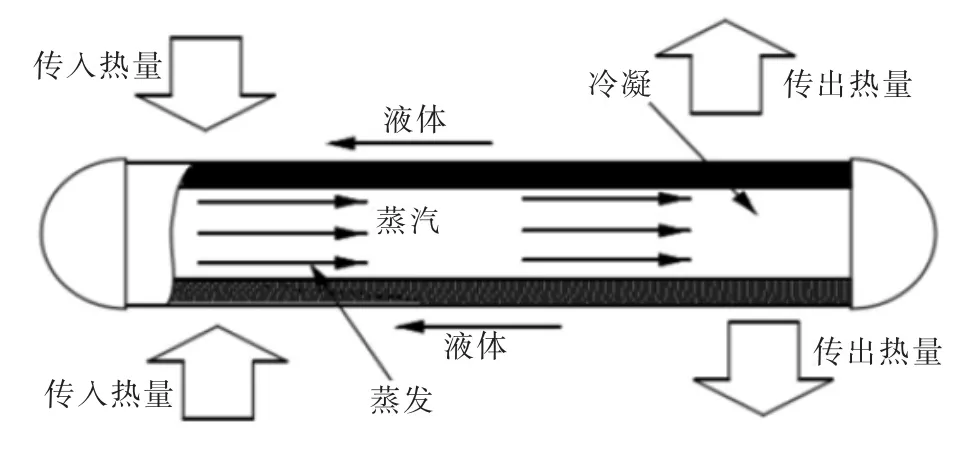
图4 热管的工作原理图
由热管换热元件制成的换热设备称为热管换热器,图5 为热管锅炉的余热回收原理图[34]。 热管换热器一般有两种形式: 烟气-空气热管换热器和烟气-水热管换热器。鉴于热管式换热器的特点,在换热器的冷、热段均可以加装翅片来扩展换热面积,增强换热,因此它比较适用于气-气之间的换热。

图5 热管锅炉的余热回收原理图
热管具有热回收效率高、 结构紧凑、 无运动部件、重量轻、无需外加动力、气密性好和介质之间无交叉污染等诸多特点[35],在实践中得到了广泛的应用。 由于工质材料的局限性,目前热管价格偏高,且在工业领域应用时间不长,实践过程中出现的灰堵、露点腐蚀等问题还有待解决,技术还不够成熟,还需进一步加强应用研究[36]。
1.2.4 热泵技术
常见的热泵系统主要包括吸收器、再生器、冷凝器及泵等结构,如图6 所示[37]。 热泵技术通过热力循环把热能从低温的物体转移到高温的物体,原理与制冷装置一样,需要消耗一定的外部高品位的能量[38]。

图6 开式循环吸收式热泵系统示意图
热泵系统能够用来回收100~200 ℃的锅炉烟气热量。热泵有压缩式和吸收式两种形式,压缩式体积较小、效率高,以消耗一部分高品位能为代价;而吸收式热泵则是消耗一部分温度较高的热能, 相对于传统的压缩式热泵体积和重量相对较大, 但消耗的能量品位较低。在锅炉烟气余热回收上,热泵系统可以与冷凝换热器联合使用,如图7 所示,适合热电站大型燃煤锅炉的余热回收,是未来的重要研究方向。同时可与除尘换热一体化技术结合, 如日本将旋风除尘器和换热器结合在一起, 回收热量和除尘起到相互促进的作用[39]。 在烟气热能的综合利用的实践中取得了良好的效果, 引领了锅炉尾部烟气余热回收的新趋势[40]。

图7 冷凝换热器与热泵系统联合余热回收系统示意图
2 工业锅炉烟气余热的利用原则及关键技术
2.1 能量利用及分配原则
在工业锅炉烟气余热的“能源利用”上,应保证“温度对口,梯级利用”的原则,即将温度较高的“高品位”烟气满足电、能等“高端”需求,将温度较低的“低品位”烟气满足热的“低端”需求,从而减少烟气回收利用过程中的损失,实现烟气余热的最大利用。
在“能量分配”上,应采取“分配合理,各得所需”的原则,即在不同的上下游时段,根据不同用户特性,对于不同用户不同种类能源的需求差异,进行合理的资源配置,实现烟气余热回收利用效率的最优化。
2.2 关键技术
在余热获取方面, 有诸多问题制约工业锅炉排烟温度的降低, 如烟气传热过程中的硫酸腐蚀烟道及湿灰堵塞问题。同时在研究排烟温度时,多数研究未把受热面积、腐蚀、磨损等多种效应有机结合,而是分开研究。 因此,下一步研究需将积灰、磨损及露点腐蚀的防治与强化传热及减少流动阻力进行整体集成优化。
在余热转化方面, 需构建新型烟气余热特性热力循环,根据热源的品位及数量,寻找理想的热电材料、工质等,综合考虑材料和设备对系统热力性能、经济成本及生态环境的影响, 通过多目标优化或多属性评价等方法,获得最佳的循环性能。
3 结论
针对我国能源消耗不断增加、环境污染日益严峻的形势,对量大而广的燃煤工业锅炉进行余热利用迫在眉睫。 本文总结了当前余热回收利用的有效技术(热能到电能、热能到热能)的原理、适用性、优势及劣势等,阐明了余热利用应遵循“温度对口,梯级利用”和“分配合理,各得所需”的原则,最后总结了在余热获取和余热转化方面亟待解决的问题,为燃煤工业锅炉的余热利用的技术创新提供理论依据。
猜你喜欢
炼油与化工(2022年6期)2023-01-10
昆钢科技(2021年4期)2021-11-06
中国特种设备安全(2019年11期)2020-01-16
中国特种设备安全(2019年1期)2019-03-13
消费导刊(2018年10期)2018-08-20
中国资源综合利用(2017年1期)2018-01-22
中国核电(2017年1期)2017-05-17
百科探秘·航空航天(2016年5期)2016-11-07
百科探秘·航空航天(2016年4期)2016-11-07
浙江大学学报(工学版)(2016年11期)2016-06-05
