
正交试验优化啤酒糖化工艺
2021-03-05 04:36:58米智武晓红刘荔贞
食品工业 2021年2期
米智,武晓红,刘荔贞*
1. 山西大同大学生命科学学院(大同 037009);2. 山西大同大学化学与化工学院(大同 037009)
啤酒被认为是人类最古老的酒精饮料之一,是继水和茶之后世界上消耗量排名第三的饮料。啤酒是以大麦芽、酒花、水为主要原料,经酵母发酵作用酿制而成的饱含二氧化碳的低酒精度饮料,被称为“液体面包”[1]。啤酒作为一种低酒精度的麦芽饮品,因其具有良好的风味、丰富营养及良好的口感而颇受消费者喜爱[2]。2019年上半年我国啤酒产量达1 948.8万 kL,累计增长0.8%。
在现代啤酒工业中,为了降低生产成本、提高设备利用率、调节麦汁中糖和非糖的比例、降低啤酒色度、提高啤酒的发酵度、改进啤酒的泡沫性能、改良口感、风味等,在实际生产中通常会添加一定比例的辅料来代替部分麦芽[3-5]。英国食品标准协会将啤酒酿造辅料定义为“除发芽大麦外任何能产生麦汁糖的碳水化合物来源”,该标准中啤酒辅料范围较广,常见的谷物如大米、玉米、小麦、高粱,以及谷物淀粉(通常为玉米淀粉)或者淀粉糖浆,都可以作为部分麦芽的替代物。亚洲地区如我国常用大米作为辅料酿造啤酒[6-7]。
大米富含营养物质,淀粉含量高(75%~82%),无水浸出率高(90%~93%),脂肪含量较麦芽低,含有较丰富的泡沫蛋白质,基本不含多酚类物质[8]。添加大米的啤酒,口味清爽、泡沫细腻、酒花香味突出、非生物稳定性好、并且可明显改善啤酒的口感质量,清新淡爽的口感更能满足大众消费者的需求[9-10]。若大米用量过大时,会造成麦汁α-氨基氮含量过低,影响酵母的繁殖和发酵。国内一般添加量为20%~40%[11-12]。
啤酒糖化主要指麦芽和辅料中高分子贮藏物质及其分解产物,通过麦芽中各种水解酶类作用,以及水和热力作用,使之分解并溶解于水[2]。试验用大米代替部分大麦芽,分别探讨了糖化过程中52和65 ℃下保温时间、物料比和料液比4个因素对啤酒麦汁浸出物收得率的影响,通过正交试验优化啤酒麦汁糖化工艺,结合方差分析等方法寻找影响该工艺的主要因素,旨在改良糖化工艺,提高麦汁收得率。为以麦芽大米为主要原料的啤酒糖化工艺提供参考依据。
1 材料与方法
1.1 材料与试剂
啤酒大麦芽,山东豪鲁啤酒设备有限公司;青岛大花、卡斯卡特啤酒花,济南贝凯斯发酵设备有限公司;大米,五丰东北优选珍珠米;麦芽糖、葡萄糖、无水乙醇,等均为国产分析纯试剂。
1.2 仪器与设备
100 L啤酒生产线(山东豪鲁啤酒设备有限公司);HH-6数显恒温水浴锅(国华常州仪器制造有限公司);LXJ-ⅡB离心机(上海析域仪器设备有限公司);PHS-3C+酸度计(上海坤诚科学仪器有限公司);BSA124S赛多利斯精密电子天平(北京楚齐仪表有限责任公司);752型紫外/可见分光光度计(北京普析T6新世纪);800A多功能粉高速中药粉粹机(上海利闻科学仪器有限公司);等。
1.3 方法
1.3.1 麦汁糖化工艺流程及操作要点
大麦芽、大米→粉碎→糖化→过滤→煮沸→添加酒花→冷却→过滤→麦芽汁[2,13]
其中糖化步骤:采用低温(37 ℃)投料浸出糖化法,适当修改[14],即36±1 ℃保温30 min,此过程可有效浸出、活化麦芽中的糖化酶类,有助于酸的形成,原料中有机磷酸盐类开始分解,有利于β-葡聚糖的分解[15]。52±1 ℃糖化保温30~50 min使蛋白质逐渐分解,低分子含氮物质的含量逐渐上升[16-17];64±1℃糖化保温60 min,此过程中在β-淀粉酶的作用下,麦芽糖的含量持续增加,可发酵糖含量升高,非糖比例相对较低,若将温度控制在65 ℃,可以得到最高的可发酵浸出物收得率[18-19]。70 ℃保温25 min使糖化休止,由碘试至麦芽汁不呈色时,再升温至75 ℃保温15 min,糖化结束。
1.3.2 麦芽汁糖化工艺优化单因素试验
以麦汁浸出物收得率为评价指标,对大米添加量(30.0%,32.5%,35.0%,37.5%和40.0%)、水料比(2.5∶1,3.0∶1,3.5∶1,4.0∶1和4.5∶1 mL/g)、52 ℃糖化时间(30,35,40,45和50 min)和65 ℃糖化时间(40,50,60,70和80 min)4个因素进行单因素试验,考察各因素对麦汁浸出物收得率影响。
1.3.3 麦汁糖化工艺优化的正交试验
参考1.3.2单因素试验结果,在大米添加量、水料比、52 ℃糖化时间和65 ℃糖化时间4个单因素中,分别选出3个对麦汁浸出物收得率影响最大的水平,做L9(34)正交试验。
1.3.4 麦汁糖化工艺的验证性试验
为了更好地证实正交试验对麦汁糖化工艺优化的可靠性和合理性,在正交试验优化结果的基础上,进行了3次平行试验,分别计算出该条件下的麦汁浸出物收得率。
1.3.5 麦汁中麦芽糖相对含量测定
麦汁浸出物得率测定利用比重瓶可测得麦汁的相对密度,查密度对应浓度的表可得麦汁的浓度,计算得到麦汁浸出物收得率[20-21]。
2 结果与分析
2.1 啤酒麦汁糖化工艺的单因素试验结果
2.1.1 大米添加量对麦汁浸出物收得率的影响
由图1可知,大米添加量在30%~40%范围内时,麦汁浸出物收得率随着大米添加量的增加呈先上升后下降的趋势,并在大米添加量为32.5%时麦汁浸出物收得率出现最大值,为78.6%。当大米添加量为35.0%时,麦汁浸出物收得率也高达78.5%,与大米添加量为32.5%时几乎相当。大米中含有丰富的淀粉,浸出率较高,但当大米量过多时,会增加醪液黏度,导致麦糟层不易形成,过滤不彻底,影响麦汁浸出物和可发酵性物质的收得率。因此在做正交试验时,选取大米添加量分别为30.0%,32.5%和35.0%作为3个水平。
2.1.2 水料比对麦汁浸出物收得率的影响
由图2可知,当水料比在2.5∶1~4.5∶1(mL/g)范围内时,麦汁浸出物收得率呈先急剧上升后缓慢下降的趋势,当水料比为3.5∶1(mL/g)时麦汁浸出物收得率出现最大值,为78.4%。当水料比小于3.5∶1(mL/g)时,糖化过程中的各种糖化酶可能因水分不足使得酶活力较低,当随着水料比的增大,糖化酶活性逐渐增强,进而使得麦汁浸出物收得率逐渐提高。但是水料比过大时,洗麦糟水用量将减少,麦糟中的浸出物不能充分溶于水,进入醪液中,造成浸出物有所损失,故麦汁收得率降低。因此在做正交试验时,选取水料比分别为3.0∶1,3.5∶1和4∶1(mL/g)作为3个水平。
2.1.3 52 ℃糖化时间对麦汁浸出物收得率的影响
由图3可知,52 ℃糖化时间在30~45 min范围内,麦汁浸出物收得率呈现增长的趋势,并且在糖化45min时,麦汁收得率出现最大值,为78.8%。时间再延长至50 min时,麦汁收得率略有下降,但基本与糖化45 min时的收得率相当。当52 ℃糖化时间较短时,糖化不充分、不完全,故呈现出在52 ℃糖化时,随着时间的延长,糖化酶的催化,麦汁浸出物收得率逐渐提高。若时间足够充足,即糖化时间超过45 min后,糖化基本完全,故麦汁收得率基本保持不变,甚至会损失部分浸出物,综合经济成本和试验效率等方面考虑,52 ℃糖化最适时间为45 min。因此在做正交试验时,52 ℃糖化时间分别为40,45和50 min作为3个水平。
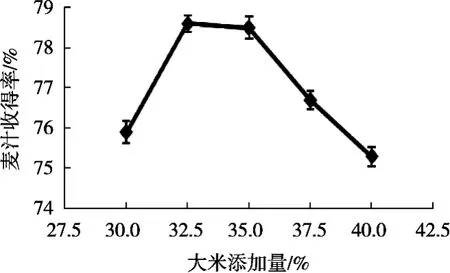
图1 大米添加量对麦汁浸出物收得率的影响
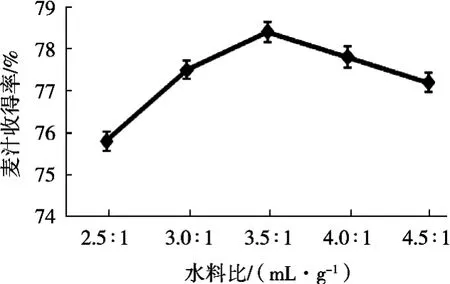
图2 水料比对麦汁浸出物收得率的影响
2.1.4 65 ℃糖化时间对麦汁浸出物收得率的影响
由图4可知,65 ℃糖化时间在40~70 min范围内,麦汁浸出物收得率呈现增长趋势,而且在70 min时麦汁收得率出现最大值,为78.6%。当65 ℃糖化时间为60和80 min时,麦汁收得率分别为78.4%和78.5%,基本与糖化70 min时的收得率相当。当65 ℃糖化时间较短时,糖化不充分、不完全,故会出现随着糖化时间的延长,麦芽醪中的可浸出物、可发酵性物质不断溶出的现象,所以麦汁收得率会随着糖化时间的延长而提高,当糖化时间在60或70 min后,糖化基本完全、充分,故麦汁收得率基本保持不变,但为了更好地将原料充分利用,65 ℃糖化保温最适时间为70 min。因此在做正交试验时,65 ℃糖化时间分别为60,70和80 min作为3个水平。
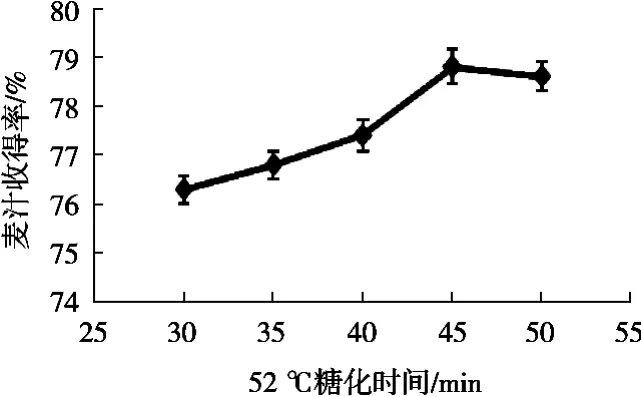
图3 52 ℃糖化时间对麦汁浸出物收得率的影响

图4 65 ℃糖化时间对麦汁浸出物收得率的影响
2.2 啤酒麦汁糖化工艺的正交试验结果
正交试验设计见表1。
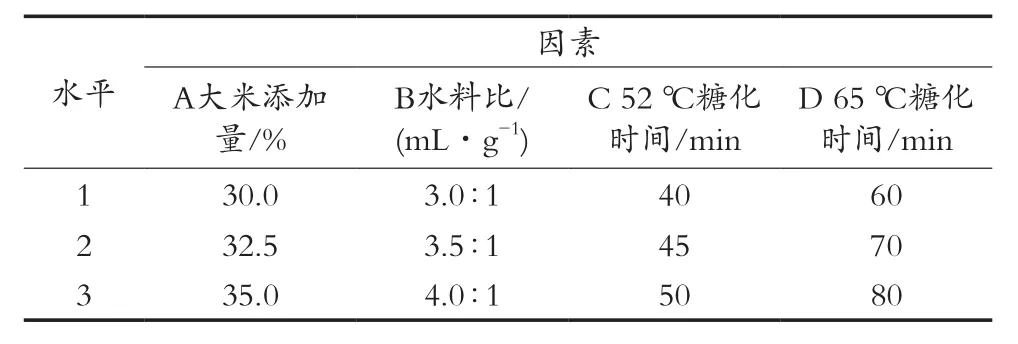
表1 L9(34)正交试验因素水平表
根据表2的分析表明,最佳的提取工艺条件为A2B2C3D1,由极差值R的大小可知各因素对试验方法的影响次序为B(水料比)>A(大米添加量)>C(52 ℃糖化时间)>D(65 ℃糖化时间)。
由表3的结果可得,啤酒糖化工艺中,选取的4个因素大米添加量、水料比、52 ℃糖化时间和65 ℃糖化时间对麦汁收得率影响均不显著(F<F0.05)。
2.3 优化条件的验证性试验
根据正交试验筛选出啤酒糖化的最佳工艺进行3组平行试验,验证正交试验结果的可靠性和准确性。测得麦汁收得率见表4。如表4所示,3组平行样数据δRSD为0.32%,满足要求,得出该糖化工艺麦汁收得率较为稳定。
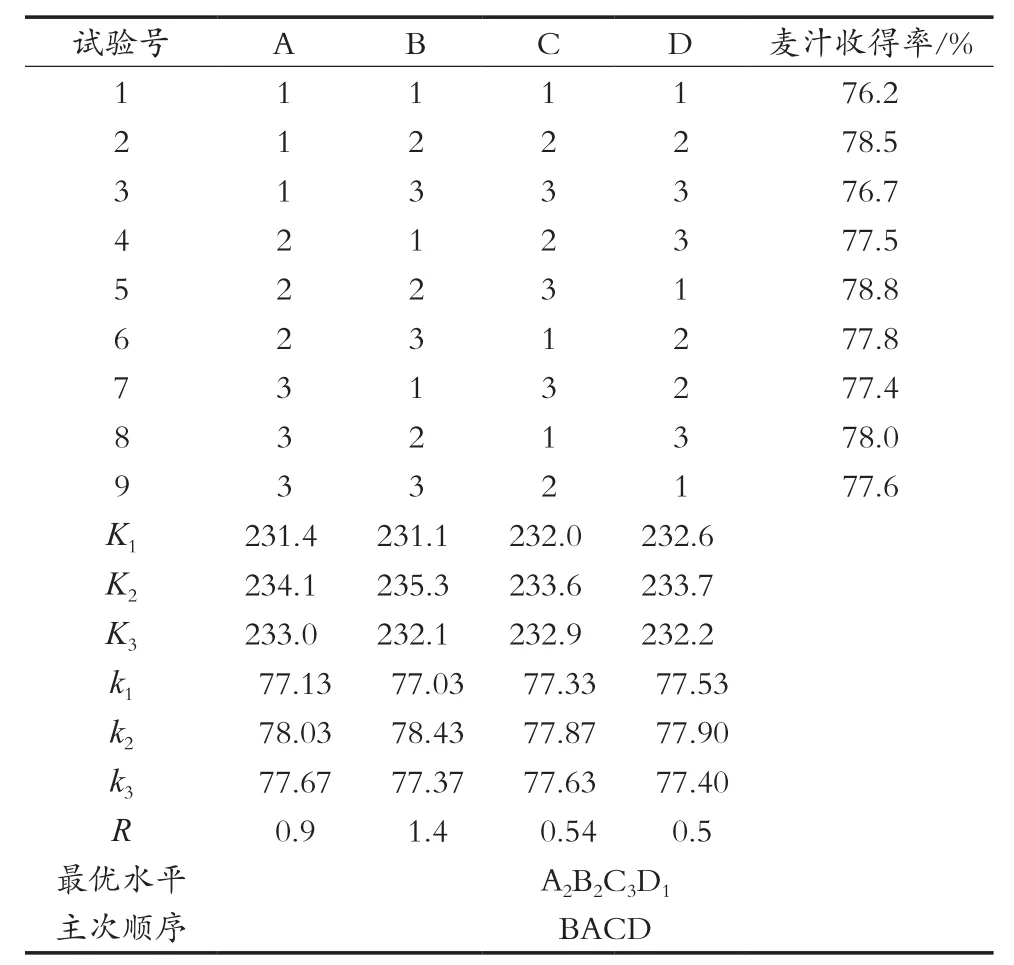
表2 啤酒麦汁糖化工艺正交试验结果与分析
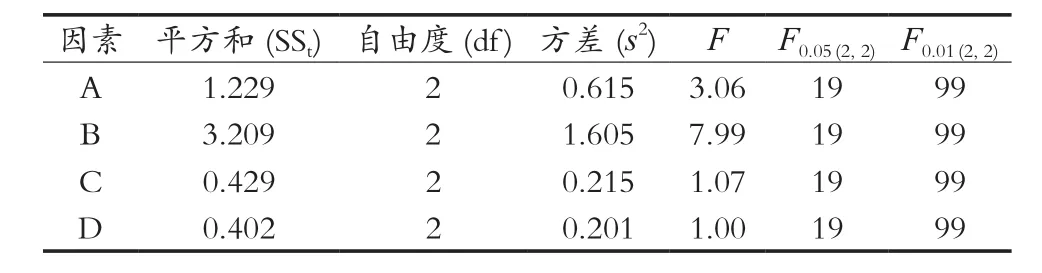
表3 正交试验方差分析表

表4 验证性试验测定麦汁收得率
3 结论
研究主要对以大麦芽和大米为原料的啤酒糖化工艺进行优化,首先通过单因素试验探究了大米添加量、水料比、52 ℃糖化时间和65 ℃糖化时间对麦汁浸出物收得率的影响,选择较为合适的条件范围。在单因素试验的结果上,设计正交试验,以麦汁收得率为评价指标,优化啤酒糖化工艺为大米添加量为32.5%、水料比为3.5∶1(mL/g)、52 ℃糖化时间50min和65 ℃糖化时间60 min。影响程度为水料比>大米添加量>52 ℃糖化时间>65 ℃糖化时间。通过方差分析发现4个因素对麦芽汁收得率影响均不显著。通过验证性试验可知,该工艺麦汁浸出物收得率较高,78.5%,相对标准偏差较小(0.32%),试验稳定可靠。为今后研究啤酒添加大米辅料糖化工艺提供了试验依据。
猜你喜欢
食品安全导刊(2022年35期)2023-01-15 13:22:00
广州化工(2022年1期)2022-01-26 03:22:32
现代食品(2021年11期)2021-09-04 02:57:56
广州化工(2020年23期)2020-12-16 10:57:34
酒·饮料技术装备(2020年4期)2020-09-05 02:25:22
贵州科学(2020年5期)2020-09-02 09:58:08
山西建筑(2018年25期)2018-10-09 04:54:04
中国酿造(2016年12期)2016-03-01 03:08:24
猪业科学(2015年11期)2015-12-24 07:42:38
大连工业大学学报(2014年3期)2014-04-03 02:51:12
