粉状活性炭的再生效能研究
2021-03-03 09:36:46高铭政郭鹏飞郑传扬崔亮亮姜瑞
安徽化工 2021年1期
高铭政,郭鹏飞,郑传扬,崔亮亮,姜瑞
(安徽浩悦环境科技有限责任公司,安徽合肥231145)
活性炭具有高度发达的空隙结构和极大的比表面积,是一种优良的吸附剂,在石化、电力、化工、食品、药品、冶金等众多行业都有广泛应用。随着我国经济的快速发展,环境保护标准要求的日趋严格,废活性炭的产生量逐年增加。2019年,废活性炭产生量约65万吨,同比2018年增长8%。预估2020年,我国废活性炭产生量将达到70万吨。
《国家危险废物名录》(2016版)中明确规定,废活性炭属于危险废物,若得不到有效处置,不仅增加企业成本,还可能污染环境。所以,废活性炭的再生和资源化利用是近年研究的热点,具有显著的社会和经济价值。
目前,颗粒/柱状活性炭的热再生技术工艺已相对成熟,粉状活性炭的热再生技术,因碳损率较大和其他技术指标等原因,一直无法实现工业化生产。
本研究利用热再生法对安徽某化工公司的粉末废活性炭进行实验研究,以碘吸附值为再生指标,评估其再生率和炭损率,确定再生工艺条件。
1 实验部分
1.1 材料与装置
实验材料:安徽某化工企业产生的粉状废活性炭,有刺激性异味。碘吸附值390 mg/g,含水率10%,新炭碘吸附值775 mg/g。
实验装置:废活性炭热再生装置图如图1所示。
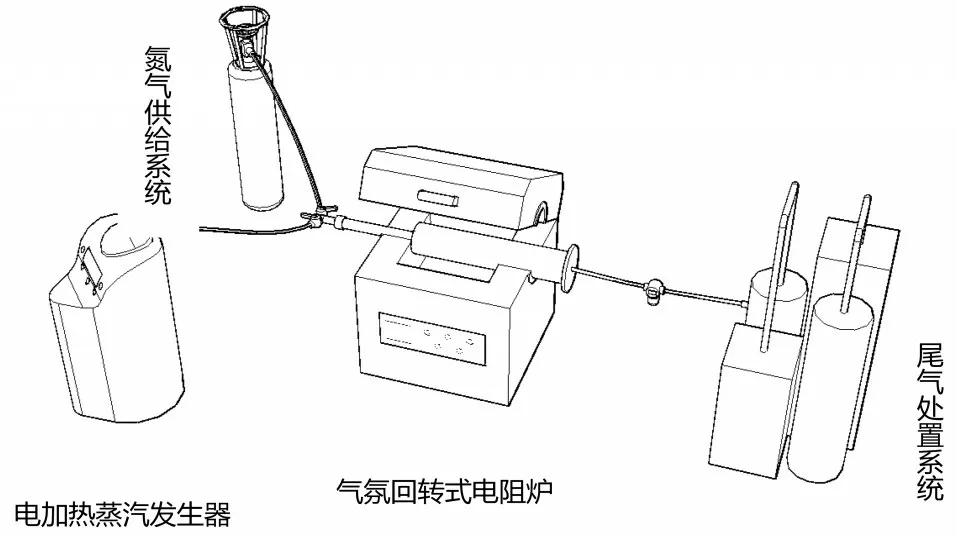
图1 废活性炭热再生装置
1.2 实验设备(表1)
1.3 实验步骤
准确称取50.0 g的废活性炭样品,放至气氛回转炉中,打开氮气阀以500 mL/min 的流速通入氮气,待气流稳定后,打开温控仪以5℃/min 的升温速率升温到实验温度,保温一定时段后停止加热,冷却至室温,停止通氮,取出活性炭,检测炭再生率和炭损率。

表1 实验设备
1.4 炭损率与再生率的计算
活性炭热解再生的过程中,随着体系温度升高,表面吸附的有机物热解,同时热解炉内的活性炭可能会产生损耗。因此热解再生过程中活性炭的再生损失率计算方法如下:
炭损率=(废活性炭重量-再生炭重量)/废活性炭重量
再生率=再生炭碘吸附值/新炭碘吸附值
2 结果与讨论
2.1 温度对活性炭再生率和炭损率的影响
称取50.0 g 废活性炭样品,放至气氛回转炉中,通氮500 mL/min,待气流稳定后,打开温控仪以5℃/min的升温速率分别升温至600℃、700℃、800℃、900℃、950℃、1 000℃,并维持恒温,通入20 mL 水蒸气进行活化1 h,停止加热,冷却至室温,停止通氮,取出活性炭,检测计算炭再生率和炭损率,结果见图2。
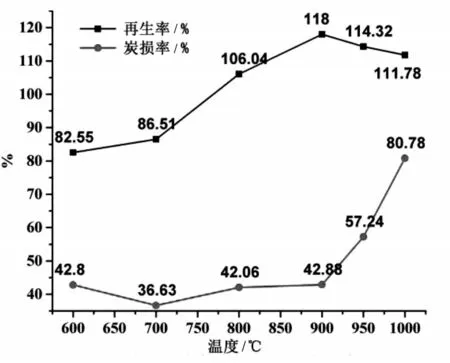
图2 温度与活性炭再生率和炭损率的关系
由图2可知:在一定条件下,加热温度越高,活性炭解吸越彻底,吸附性能越强,再生效率越高。但温度超过900℃时,炭再生率开始下降,炭损率迅速升高,故选择活性炭再生的加热温度为900℃。
2.2 加热时间对活性炭再生率及炭损率的影响
称取50.0 g 废活性炭样品,放至气氛回转炉中,打开氮气阀以500 mL/min 的流速通入氮气,待气流稳定后,打开温控仪以5℃/min 的升温速率升温至900℃,通入20 mL 水蒸气进行活化,维持恒温时间分别为10 min、20 min、30 min、40 min、50 min、60 min、70 min、80 min、90 min 后,停止加热,冷却至室温,停止通氮,取出活性炭,检测计算炭再生率和炭损率,结果见图3。
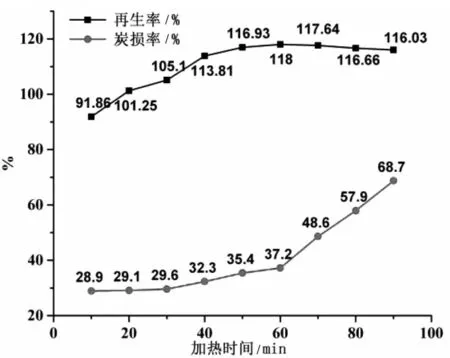
图3 加热时间与活性炭再生率和炭损率的关系
由图3可知:在一定条件下,随着加热时间的递增,活性炭吸附性能逐渐增强,炭损率变化不大,但当加热时间超过60 min时,活性炭的吸附性能开始下降,炭损率迅速升高,故选择活性炭再生效能的加热时间为60 min。
2.3 水蒸气通入量对活性炭再生率及炭损率的影响
称取50.0 g 废活性炭样品,放至气氛回转炉中,打开氮气阀以500 mL/min 的流速通入氮气,待气流稳定后,打开温控仪以5℃/min 的升温速率升温至900℃,维持恒温60 min,分别通入0 mL、10 mL、20 mL、30 mL、40 mL水蒸气活化后,停止加热,冷却至室温,并停止输送氮气,取出活性炭,检测计算炭再生率和炭损率,结果见图4。
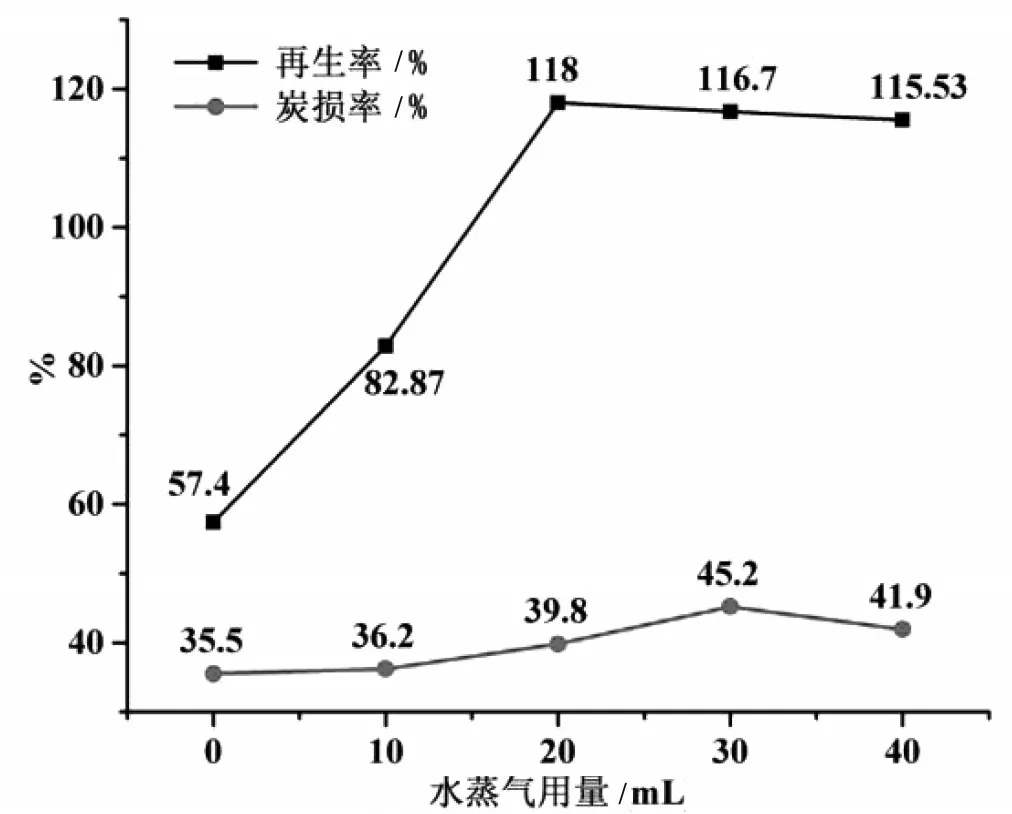
图4 水蒸气通入量与活性炭再生率和炭损率的关系
由图4 可知:在一定条件下,随着水蒸气通入量的逐渐增加,活性炭的吸附性能迅速增强,且炭损率较为平缓,但当水蒸气通入量超过20 mL 时,活性炭的吸附性能趋于平缓,炭损率呈上升趋势,故选择活性炭再生效能的水蒸气通入量为20 mL。
3 结束语
针对安徽某化工公司产生的粉状废活性炭,综合再生率与炭失率,确定其适宜再生条件为:加热温度900℃,加热时间60 min,水蒸气通入20 mL。经再生效能实验,其再生炭的碘吸附值为915 mg/g,再生率为118%,炭失率低于36%,其效能可等同/优于新炭,但距离工业化实际应用仍存在一定距离。
猜你喜欢
科学大众(2022年23期)2023-01-30 07:04:00
水利学报(2022年3期)2022-06-07 05:26:02
红蜻蜓·低年级(2017年10期)2017-11-21 20:03:39
电子制作(2017年2期)2017-05-17 03:55:17
电子制作(2016年1期)2016-11-07 08:42:53
当代化工研究(2016年5期)2016-03-20 16:21:32
天然气勘探与开发(2015年1期)2015-02-28 17:00:44
小天使·六年级语数英综合(2014年10期)2014-10-20 07:03:37
小朋友·快乐手工(2014年7期)2014-08-18 12:22:07
河南科技(2014年19期)2014-02-27 14:15:31