
驾驶室前悬衬套制造工艺设计优化
2021-03-01 12:17张屹
橡塑技术与装备 2021年4期
张屹
(中国重汽集团济南橡塑件有限公司,山东 济南 250300)
为了便于检修发动机等部件,重型汽车多采用液压举升前翻的驾驶室。该类驾驶室悬置方式一般包括独立的驾驶室前悬置和驾驶室后悬置。前悬置包括前悬置左右支座、翻转轴、翻转轴左右支撑总成、螺旋减震弹簧(主要作用是承受垂直载荷和缓和路面冲击)等;后悬置包括左右立柱、上横梁、后横梁、驾驶室锁、螺旋弹簧减震器(主要作用是承受垂直载荷和缓和路面冲击)等[1]。随着我国经济的快速发展,国内重型汽车的驾驶员们对汽车舒适性的要求越来越高。商用车行驶路况较为复杂,驾驶室前悬衬套是驾驶人员驾乘舒适性和汽车行驶平顺性的有力保障[2]。我公司生产的某型驾驶室前悬衬套由塑料外管、铝质内轴、钢质内片涂敷热硫化黏合剂后放入硫化模具注射橡胶硫化制成。客户装配该产品时该产品塑料外管断裂,故障率1%,故障件不易自翻转轴内取出,占用部分人工,客户对此有所抱怨,直接影响公司声誉。
1 失效模式及工艺流程
对客户失效模式进行统计发现,模式均为塑料外管断裂,占比100%(图1)。该产品原有的生产工艺流程为塑料外管注塑、调湿、喷砂处理、清洗、涂覆黏合剂、硫化、修边、包装。工艺流程简图如下(图2)。因塑料外管原材料(PA66+30%GF)特性,在工艺上需蒸煮调湿以达到释放内应力及增韧效果;通过细砂抛丸的方式提高表面粗糙度,既进行表面处理,同时增强塑料外管与橡胶之间的黏接面积,从而黏合效果。

图1 故障模式
2 影响原因分析
为降低客户装配故障率,研究了对塑料外管断裂有明显影响的因素。找出了我公司内部可能对装配合格率有明显影响的主要因素:塑料外管强度;橡胶硬度天然胶可塑度。
3 实验设计
应用DOE实验设计,合理地安排试验、取得数据,然后进行综合科学分析,从而确定哪些参数对响应的影响最大。
3.1 确定影响参数和响应
影响参数:塑料外管强度P;橡胶硬度A;天然胶可塑度R。

图2 工艺流程
响应:客户装配良品率。
3.2 确定影响参数改变的水平
每个影响参数各取两个水平,即:
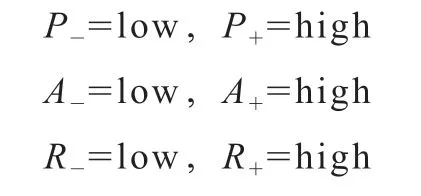
3.3 写出析因实验设计表
析因实验设计表见表1、表2。

表1 析因实验设计表及一个像结果

表2 析因实验设计表 相互作用
3.4 计算主效应及其相互作用
(1)由表1可以计算:
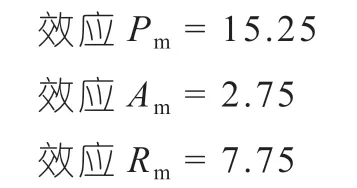
响应均值mean=986.125
(2)由表2可以计算两参数的相互作用及三者共同作用:
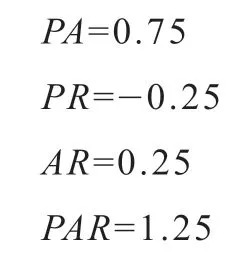
(3)影响结果即响应y与P、A、R三个参数的关系为:

其中xi=(2i-(i++i-))/(i+-i-),i为参数P、A、R。
3.5 析因实验设计结论
根据析因实验设计结果,可以明显得到,塑料外管强度(参数P)为驾驶室前悬衬套断裂这一失效模式的主要因素。其后依次为天然胶可塑度、橡胶的硬度,对衬套外管断裂有不同程度的影响。三个影响参数与响应的估算模型为式1。
利用式1进行残差分析,确认三个影响因素及相互作用符合正态分布规律。对各个影响因素进行分析,每个变量都进行样件的装配验证,进一步确认影响失效模式开裂的要因,分别确定三个参数的最佳工艺,提升整体改进的有效性和可靠性。
4 注塑模具设计及工艺优化提升塑料外管强度
塑料外管材质为PA66+30%GF,优化塑料外管的模具设计。对原有注塑模设计的单点注射方案进行分析,添加玻纤的塑料,在玻纤取向的收缩由于玻纤的阻抗而受限,垂直玻纤取向的收缩因为较无玻纤的阻抗而较大,PA66+30%GF其在玻纤取向(或塑流方向)的模塑收缩率只有其在垂直玻纤取向的模塑收缩率的一半。图3原模具采用单点针点浇口,进入型腔的熔体前沿呈180°扇形扩展,违背了单一方向原则,添加玻纤后,流向与垂直流向有异而又彼此牵扯,成型的圆管会因为变形而失圆。重新设计了浇口方案由位置在外壁上端单一浇口优化为单边三点潜伏式浇口图4,进胶的熔体前沿以单一同向流的方式均衡迅速充填型腔,流改变了注塑中玻纤乱流现象,流向与垂直流向的收缩率虽然有异,两个方向的收缩各行其事而互为均衡,残余应力无由产生,变形自可免除,成型圆管的的圆度可以保持(表3),又提高外管强度(表4)。浇口方式改进前后对比(图3、图4)。

图3 浇口方式改进前
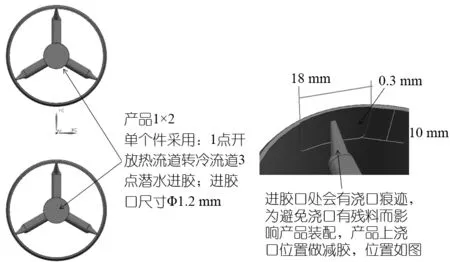
图4 浇口方式改进后
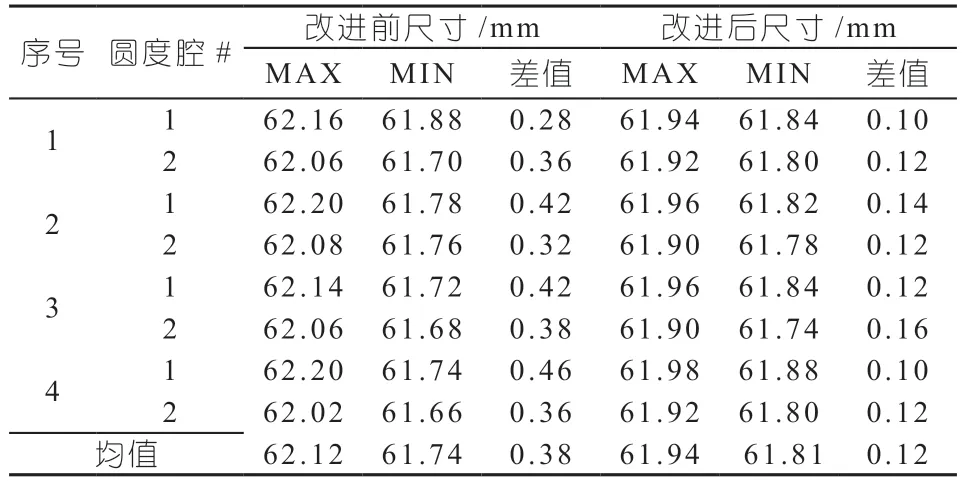
表3 塑料外管圆度改进前后对比
注塑流道设计方面由原来冷流道改进为热流道,自喷嘴至浇口的熔胶传送系统的局部或全部,在整个注射成型周期中,以加热的方式保持塑料在熔融状态,该系统可经过冷流道和浇口进胶型腔,也可直接进胶型腔,若要控制进胶和断胶时间,可在直接进胶的热流道系统的热嘴处采用阀式浇口。热流道优势:
(1)热流道的直径一般比较大,而熔胶在热流道中一直保持在高温状态,所以塑流流经热流道的剪切应力与压力降远较流经冷流道者低,而能将同质(相对同温同压)的熔胶送到所有的浇口,这对制品(尤其是薄壁制品)的高质量注射成型以及更多型腔的模具开发是有利的;
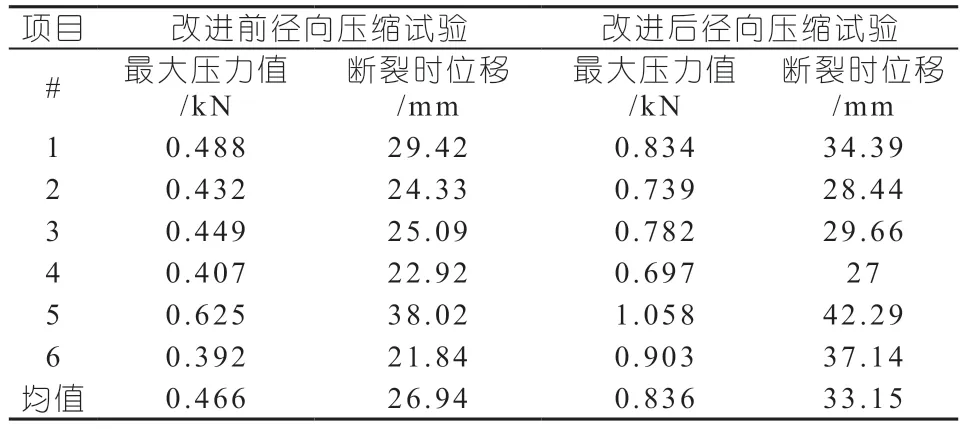
表4 塑料外管材料强度改进前后对比
(2)冷流道模具往往因为冷流道较之制品过于粗厚而使得周期时间太长,在此情况下,热流道因为本身不须冷却固化而使得周期时间缩短;
(3)冷流道有回收料有回收料的污染、降解等问题,热流道在材料的节省和品保方面成效突显;
(4)阀式浇口和热流道的合并使用,可以改变充填模式,具有消除或转移熔接线、气穴等的功能,因改进衬套管壁是薄壁结构,因此采用了热流道方式,有利于产品提高强度及节约材料。
另注塑模具内腔表面粗糙度由0.2提高3.2,使得注塑成型后塑料外管内壁粗糙度提高,代替原有的抛丸方式,原抛丸工艺采用直径0.6细钢丸,每次3分钟,通过抛丸一方面清理表面清洁度质量,另一方面通过抛丸增加管壁比表面积,从而增加黏接面积,提高塑料管与橡胶的黏接力,但存在钢丸队塑料薄壁的损伤隐患,通过注塑模具一次成型,在制作注塑模具时,增加管壁粗糙度,后工序仅用溶剂进行清洗即可,消除了因抛丸冲击造成塑料外管强度损失的风险。
在黏合剂选择方面,选用了更适合尼龙黏接的CILBOND24单涂黏合剂,实验显示黏接力比原用黏合剂有所提高。同时该产品内管材质为铝管同样选用了适合铝材黏接的CILBOND24单涂黏合剂。
经过模具设计优化后,外管圆度均值为0.12 mm,断裂时最大压力值平均为0.836 kN,较改进前有了大幅度提升。
5 通过小料自动配料及胶料选型优化胶料硬度
因驾驶前悬衬套结构上为非全充满橡胶,在受到径向作用力时,极易产生各向异性。橡胶的刚度(硬度)影响装配时胶体对外管各方向上作用力的大小[4]。配料质量稳定性影响混炼胶的均匀性及硬度,通过配料的自动化提升硬度稳定性,通过对驾驶室前悬衬套的刚度、弹性(损失角)分析,来确定胶料的硬度要求。
5.1 实现配料自动化
炼胶的配料工序是关键工序,配料准确性、稳定性对胶料质量起关键作用,原有人工配料方式,存在配料精度、准确性、防错性差等问题,在通过调研,成功引进自动配料系统,开发一整套自动配料工艺,实现了自动配料,提高配料精度、准确性及防错性,有效地提升了混炼胶稳定性,同时提升了橡胶各项性能指标的稳定性。
5.2 胶料选型
由于装配时驾驶前悬衬套压缩量已由衬套外径及驾驶室翻转轴轴套内径固定尺寸确定,胶料硬度影响装配时塑料外管的受力大小及橡胶体变形速度。调整胶料配方,选用多种胶料同时生产,结合对产品轴向及径向刚度(图5)检测结果及装配试验,确定使用的邵氏硬度为55~57的胶料。

图5 衬套径向刚度曲线
6 增加塑炼次数提高天然胶可塑度
塑炼能降低胶料的黏度,使配合剂易于混入,增加注压胶料的流动性;塑炼能改变橡胶的流变性能,减小口型膨胀及收缩率[5]。生胶塑炼方法有:使用开放式炼胶机进行低温机械塑炼,用密炼机进行高温机械塑炼和运用添加速解剂的塑炼方法等。总之,橡胶的塑炼是在热、机械应力、氧和化学药剂等许多因素作用下,使橡胶的的结构发生变化,达到塑化的目的。但是,橡胶的可塑性不宜太大,如果太大则会使橡胶制品的机械强度降低,永久变形增大,耐老化性、耐磨性和弹性降低,因此要防止生胶塑炼过度,要在满足工艺性能要求下,具有最适当的可塑度,胶料可塑性越好,收缩率越小,可采用分段塑炼的方法,同时,在不破坏设备的情况下,应尽量使温度低些,生胶硬些,也就是尽量减轻黏性流动现象,使塑炼效果加快,这也是生胶分段塑炼的道理[6],通过有效增加可塑度,提升胶料在硫化注射时的流动性和充模均匀性,使胶坯形状和尺寸稳定。天然胶塑炼由一段更改为三段,可塑度(威氏)即由0.25提升至0.50。最终确定使用塑炼三段的天然胶以提升天然胶可塑度。
7 优化结果的验证
根据最终确定了塑料外管强度、橡胶硬度、天然胶可塑度三个参数的最佳工艺完成批量试制,装配现场已进行了7 000件批量装配验证,零故障,改进效果显著。
8 结论
通过改进外管注塑模具浇口及流道设计,改变了玻纤在注塑过程中的流向,提高了其强度和圆度,并通过实验设计方法研究了塑料外管强度、橡胶硬度、天然胶可塑度对总成装配的交互影响,确定了最佳工艺,并同步对注塑、涂胶、炼胶等各工序工艺设计做了优化,各改进点均利于提高总成可靠性,并有效解决了主机厂装配开裂的问题,提高了客户满意度。
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
汽车实用技术(2022年5期)2022-04-02
汽车零部件(2021年7期)2021-07-29
装备制造技术(2020年11期)2021-01-26
中国外汇(2019年10期)2019-08-27
探索科学(学术版)(2019年11期)2019-06-16
汽车实用技术(2018年20期)2018-10-26
民用飞机设计与研究(2018年1期)2018-05-04
化工设计(2017年2期)2017-03-05
焊管(2016年7期)2016-12-18
