
浅谈滚塑工艺在钢衬塑储罐方面的技术与应用
2021-03-01 12:17徐国庆
橡塑技术与装备 2021年4期
徐国庆
(江苏圣泰防腐设备有限公司,江苏 东台 224200)
近年来借助于滚塑成型工艺在我国的成熟发展,钢衬塑储罐等化工防腐设备的生产技术、生产能力也得到同步发展。钢衬塑储罐等化工防腐设备由于结构和材质的特殊性,从而达到储存、运输腐蚀介质的目的,广泛应用于化工、石油、环保、电力、食品、酿造、制药、水处理等行业。我国现有数百家这类产品的生产企业,但总的来看,目前我国的钢衬塑储罐建设,无论是衬塑储罐的容积、生产能力、数量还是国产化水平,大部分都处于发展阶段,为此对钢衬塑储罐产品技术的研究与应用,具有强力的市场需求。从图1产品实物可以看出,国内一些大的生产企业,在多年的技术研究发展中,已从单一衬塑储罐产品演变成现在的钢衬塑汽运罐,船运罐、火车运输罐、搅拌罐、真空罐、压力罐、反应釜、电解槽、离子交换柱、化工塔、管道、管件以及全塑储罐等200多种系列产品,在这一过程中由于不断改造、创新和发展,所有产品无论在外观、性能、质量还是造价等方面都得到一定的改善,且能够更大限度满足广大用户的需求。

图1 产品实物图
1 钢衬塑储罐工艺结构
钢衬塑储罐亦称龟甲衬里储罐(钢、网、塑合为一体)(如图2所示)是钢衬塑系列产品的关键,它是将钢网(龟甲)均布点焊于钢罐体内表面,以高分子聚乙烯粉末(线性低密度聚乙烯LLDPE、高密度聚乙烯HDPE)为主要原料,采用滚塑成型工艺将钢罐体左右摇摆并同时360°旋转加热,在一定温度条件下,聚乙烯粉末逐步均匀包熔与钢板、钢网之间,最终使聚乙烯牢固黏合在钢罐体内表面,使产品既具有钢的强度、又具有塑料的耐腐蚀性能,如图3所示。

图2 钢、网、塑结构示意

图3 250 m3储罐衬塑一次成型生产现场
2 衬塑储罐钢特点
(1)采用滚塑成型工艺生产的钢衬塑储罐系列产品,不受形状和尺寸限制,可使产品做到运输路况允许的最大极限尺寸。
(2)产品整体一次成型无焊接缝,不渗漏、抗老化、抗冲击、耐腐蚀、无毒性,符合GB 9687—1988食品包装用聚乙烯成型卫生标准,弥补了全塑储罐刚性强度差,不耐压、耐温差的缺陷。
(3)产品内衬表面平整光滑,壁厚均匀,与传统钢衬塑板、钢衬玻璃钢、钢衬橡胶储罐相比,具有更良好的耐腐蚀、耐磨损、不脱落、不渗漏,同时可耐一定压力和较高温度(-65~90 ℃),使用寿面更长等优点。
(4)其价格低于同规格传统工艺储罐,是储存腐蚀液体的理想容器,是一种即为优异的耐腐蚀储罐。
(5)钢衬塑储罐符合有关危险品储运管理条例,是安全高效的耐腐蚀储运设备。
3 钢衬塑树脂原料
3.1 树脂品种
钢衬塑储罐树脂原料主要有聚乙烯、聚丙烯、尼龙等,其中用量最大的是聚乙烯。聚乙烯之所以能作为钢衬塑化工设备的主要原料,是应为它价格低廉、热稳定性高、流动性好。但无论是低密度聚乙烯LDPE、中密度聚乙烯(MDPE)和高密度聚乙烯(HDPE)都难以成型综合性能优良的滚塑产品。唯有线性低密度聚乙烯(LLDPE)为滚塑成型提供了较为理想的原料。我们从聚乙烯分子链结构图(图4)可以看出。
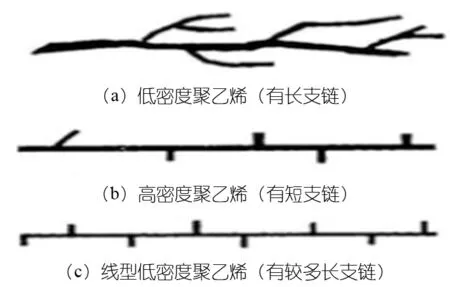
图4 聚乙烯分子链结构图
用高压法生产的低密度聚乙烯(LDPE)从图4(a)可以看出:分子链中含有较多的长短支链,所以结晶度较低(55%~65%)密度较小(0.910~0.925),质轻、柔性。用低密度聚乙烯成型滚塑制品的缺点是硬度低并且对洗涤剂、溶剂等的抗腐蚀性差,使得在化学工业中的应用及有较高性能要求的场合下是不理想的。用低压法生产的高密度(HDPE)从图4(b)可以看出:分子支链少,结晶度高(85%~95%)、密度高(0.941~0.965),具有较高的使用温度,硬度、力学强度和耐化学药品性较好。但用高密度聚乙烯作原料时,由于在冷却过程中会产生较高的结晶度,制品易发生翘曲变形且产品的抗冲击性能差。线性低密度聚乙烯(LLDPE)是近年来迅速发展的一种新类型聚乙烯,它是乙烯和丁烯、已烯的共聚物,其分子结构呈直链状,从图4(c)可以看出:主链为直链并带有短支链,且支链数目较多,与LDPE相比,却没有LDPE所特有的长支链。LLDPE其分子结构规整性介于LDPE和HDPE之间,密度和结晶度也介于LDPE和HDPE之间,而更接近于LDPE。因此,线性低密度聚乙烯与传统的低密度和高密度聚乙烯相比综合性能凸显在以下方面:
(1)流动性好。聚乙烯是一种易流动的树脂,其熔体流动指数(MFI)可以超过100 g/10 min,但是滚塑成型用聚乙烯的MFI通常根据产品结构、性能的不同要求在2~10 g/10 min之间。线性低密度聚乙烯的MFI不同于传统的聚乙烯,对剪切力的可依赖性较小,即使在低剪切力的条件下,它仍然具有较高的流动性,在滚塑过程中不仅容易填充到罐腔或模具的狭小结构中,而且有利于使熔体中夹带的气体迅速排出,这不但缩短了成型周期也提高了产品质量。
(2)热稳定性好。LLDPE具有较高的热稳定性,成型温度范围较宽,在205~371 ℃ 范围内滚塑成型。所以在成型壁厚制品如:大型钢衬塑及全塑储罐时,不易出现外层过热而内壁熔融不充分的弊病。即缩短生产周期,又提高了生产效率。
(3)耐环境应力开裂性好。由于LLDPE的分子链是具有短支链结构,分子结构比较规整,其耐环境应力开裂性能不仅优于传统聚乙烯,而且能超过橡胶改性聚乙烯。这使得LLDPE滚塑制品在化工容器领域得到广泛的应用。
(4)抗冲击性能好。LLDPE的耐冲击性能,特别是低温冲击性能,远优于传统聚乙烯,即使采用高溶体流动指数(MFI)的LLDPE,同样可以制得具有高冲击性能的滚塑产品。
(5)刚性好。LLDPE与传统聚乙烯相比,在密度相同情况下,具有更大的弹性模量。这样就显得LLDPE滚塑制品具有较大的刚性。
正因为LLDPE有如此优越的综合性能,所以在滚塑领域中得到广泛应用。目前我国滚塑原料中LLDPE已占到95%左右。
3.2 树脂形状与大小
在滚塑过程中,要取得良好热传导效果,原料颗粒之间必须有尽可能大的接触面积,因此这对原料颗粒的形状与大小就有一定的要求。我们从理论与实践中得知:原料颗粒中球型颗粒越多,传热面积越小,所需加热时间越长。虽然球型颗粒传热效果不好,但其流动性很好,适合在罐腔、模具内翻滚和流动。因此,带圆角的立方体颗粒是最理想的滚塑原料颗粒形状,如图5所示。

图5 带圆角的立方体颗粒
原料粉末颗粒中要尽量避免出现纤丝状、蝌蚪状等粉末。(如图6)这些粉末无论对流动、热传导还是制品性能都有不良影响,将阻碍粉末的自由流动,导致在制品中出现“架桥”的缺陷。缠绕的丝尾阻挡其他粒子滚动,使它们难以流入罐腔或模具里的狭窄凹陷处,尾丝熔化并与其他不能通过的粒子黏在一起形成了“架桥”。因而,导致制品的抗冲击性能、拉伸强度和其他物理性能下降。
理想的滚塑原料是具有一定粒径分布的粉末原料,通常要求在30~80目之间,大型钢衬塑和全塑化工容器30~35目为最佳。
图6 带有纤丝、蝌蚪状粉末
3.3 钢衬塑树脂材
钢衬塑树脂材料性能指标应符合表1要求。
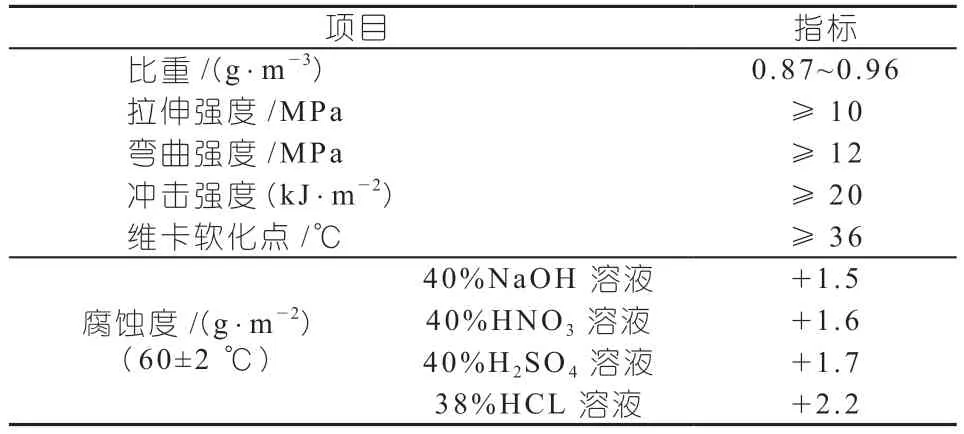
表1 性能指标
4 钢衬塑成型设备
4.1 明火摇摆机
国内大型钢衬塑及全塑储罐制品生产企业所用设备,大多数是采用明火摇摆设备,是钢衬塑成型操作的一种经济方式,尤其适用于大体积、重吨位、形状简单的制品。其结构如图7所示。

图7 明火摇摆机结构
在主轴做左右45°摇摆的同时,副轴做360°旋转带动储罐(模具)一起旋转(滚动)并加热,以便树脂粉末在罐腔(模具)中滚动并均匀受热逐步熔融后形成所需要的形状贴附在罐腔表面。操作时可根据制品形状、尺寸的不同,调整主轴与副轴间的速比,以便获得最佳衬塑效果,正常情况下主轴摇摆速度比副轴旋转速度慢。
4.2 加热室摇摆机
加热室摇摆机,如图8所示(图片来至互联网)其原理与明火摇摆机相同,模具绕副360°旋转并同时绕主轴左右45°摇摆。加热室摇摆机的复杂性在于它使用循环热空气系统以减少热能损失并增加空气对模具的热传递。适用于生产全塑储罐、划艇、灯柱以及其他工业制品。
明火摇摆机与加热室摇摆机相比:具有设备造价低,能经济地生产大型制品的优点,不利因素在于系统自动化程度不高,生产效率低、劳动强度大,在这方面与国外设备相比可有一定差距。

图8 国外 加热室摇摆滚塑设备
5 衬塑方案
(1)按照《立式圆筒形钢制焊接油罐设计规范》GB50341、《石油化工立式圆筒形钢制焊接油罐设计规范》SH3046、《立式圆筒形钢制焊接油罐施工及验收规范》GBJ128,及图纸设计的相关技术要求制作钢制焊接储罐。
(2)在衬塑前钢罐体内进行表面处理,清除杂物后铺焊钢网,钢网规格一般用100×50×3.2菱形钢板网,采用气保焊牢固点焊于钢罐内表面,焊点每平方米不少于196个点,每个焊点必须牢固,不得有漏焊和虚焊。
(3)钢网铺焊后需清除局部焊渣及杂质,并通过敲击震动罐体使点焊飞溅点及杂物、灰尘脱落后,用吸尘器吸清。
(4)根据钢罐体的重心位置分别安装滚圈,确保两滚圈间尺寸一致并相互平行。
(5)按图纸设计要求计算出罐体内表面积、投料重量,如图9所示。

式中:S=罐体内表面积;
πR2=底面积;
πDh=罐筒面积;
πL(R+r)=锥顶面积。
投料重量:(M=S×m×T)称量粉料重量,S=罐体内表面积,m=粉料比重一般取0.925~0.93 g/cm3,T=衬塑厚度所需聚乙烯粉料重量并进行投料。公式中M=投料重量。

图9 罐体尺寸图
(6)在加热点火前,先检查煤气及管道是否完好、有无泄漏,确保储罐在滚塑设备上试运转正常。
(7)点火加热,使温度控制在设定值范围(±不超过5 ℃),使用红外线测温仪检测温度,及时控制衬里制品的表面温度,直至钢罐内衬塑成型后停止加热。
(8)停止加热并同时停止设备摇摆后,继续旋转进行风冷及自然冷却至室温温度后即衬塑最终成型。
(9)去除滚圈,按要求修整人孔、开接管法兰口。
(10)罐体外表打磨,清理干净后进入下道工序油漆。
6 常见问题及解决办法
钢衬塑储罐等化工防腐设备质量的好坏,与设备的结构设计、原料和工艺条件等因素密切相关。
6.1 衬塑面出现气泡、孔眼
(1)原料粉末湿度大,促使气泡增多可适当提高加热温度或延长加热时间。
(2)溶树脂体黏度大,内部气泡不易排出:采用MFI较高或密度较低的原料。
(3)熔化不充分,树脂没有足够动力和时间排除其中的气泡:对原料粉末、罐腔内壁进行干燥、向罐腔内通入气体增加储罐内压。
(4)通气不畅,内部气体无法逸出:保持储罐通气口畅通,在通气管口适当增加玻璃纤维丝。
6.2 衬塑内壁粗糙不光滑
(1)树脂受热不充分,未充分熔化和流平:提高加热温度或延长加热时间。
(2)树脂溶体黏度大,流动困难:采用MFI较高或密度较低的原料。
(3)原料颗粒粗大或形状不规则,夹杂了长丝尾状、蝌蚪状、卷曲状粒料:提高原料研磨质量,并减小粉末粒径。
6.3 衬塑表面发黄褐色
加热温度过高、或加热时间过长引起树脂表面氧化降解:降低加热温度或 减少加热时间、原料粉末中添加抗氧剂、向罐腔内通入惰性气体。
6.4 管口法兰翻边、凹陷处未填满
(1)管口法兰衬塑翻边厚度尺寸设计不当,管口进料处不畅:适当调整管口法兰衬塑翻边厚度尺寸,最佳尺寸=衬塑壁厚的1.5倍、管口与罐壁焊接处增大圆弧角并避免尖角,确保料流通畅。
(2)树脂受热不充分,未充分熔化:选用MFI较高的或密度较低粒料。
(3)树脂熔体黏度大,流动性差:提高加热温度或延长加热时间。
(4)原料中夹带了长尾丝状、卷曲状粉末颗粒形成孔洞、“架桥”阻碍物料流动:原料中避免出现长尾丝、适当提高加热温度或增加加热时间。
6.5 衬塑壁厚不均匀
罐体本身壁厚不均匀,各部分间导热性能不一:调整储罐转速、增加临时火之或在受热、较快部位安装当热板。
6.6 衬塑层刚性差
原料树脂本身刚性差:适当增加衬塑壁厚、采用密度高模量大的物料。
7 结语
钢衬塑储罐工程是石油、化工、冶金、稀土、电力、电镀、电子、粮油、食品、酿造、农药、染料、染印、制药、环保、储运、国防等行业必不可少的重要的基础设施,钢衬塑储罐在国民经济发展中所起的重要作用是无可替代的。钢衬塑储罐是储存各种液(或气体)原料及成品的专用设备,对许多企业来讲没有钢衬塑储罐就无法正常生产,特别是国家战略物资储备均离不开各种容量和类型的储罐。所以对大型和超大型的钢衬塑储罐等化工防腐设备具有强烈的市场需求。
猜你喜欢
水电站机电技术(2022年4期)2023-01-12
化工管理(2022年14期)2022-12-02
煤气与热力(2022年4期)2022-05-23
科技创新与应用(2021年29期)2021-10-18
建材发展导向(2021年14期)2021-08-23
中国设备工程(2021年16期)2021-04-03
纤维复合材料(2018年4期)2018-04-28
—— 储罐
党员干部之友(2016年6期)2016-08-01
中国塑料(2015年9期)2015-10-14
中国塑料(2014年1期)2014-10-17
