双金属复合管液压成型的有限元模拟及残余接触压力计算*
2016-12-18 05:21:37晁利宁鲜林云张晓峰
焊管 2016年7期
晁利宁, 鲜林云, 余 晗, 张晓峰
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司 钢管研究院,陕西 宝鸡721008)
双金属复合管液压成型的有限元模拟及残余接触压力计算*
晁利宁1,2, 鲜林云1,2, 余 晗1,2, 张晓峰1,2
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008;2.宝鸡石油钢管有限责任公司 钢管研究院,陕西 宝鸡721008)
应用有限元通用软件ABAQUS,对双金属复合管塑性成型过程中的力学行为进行弹塑性分析,建立了不同材料复合管胀管压力与残余接触压力之间的对应关系。通过有限元模拟,得出不同材料在间隙消除阶段的最小成型胀管压力,外管弹性极限胀管压力及接触压力、外管刚发生屈服时的胀管压力和接触压力以及外管完全发生塑性变形的极限胀管压力和接触压力,卸载后的残余接触压力。结果表明,当外管材料为X65C时,内外管卸载后残余接触压力为0,当外管材料为L360QS时,卸载后内外管残余接触压力为3.495 MPa,并且胀管压力处于弹性极限胀管压力49.78 MPa和塑性极限胀管压力54.6 MPa时,外管将出现塑性变形,在胀接时,必须控制胀管压力小于塑性极限胀管压力,否则,外管将出现塑性流动,这是不允许的。
双金属复合管;成型过程;有限元;最小胀管压力;残余接触压力
随着高含量硫化氢、二氧化碳等油气田的相继开发,使得石油管在开采过程中内表面直接与具有强腐蚀性介质的油气接触[1]。通过添加缓蚀剂、采用塑料内涂层、采用耐蚀合金等传统单一的防腐蚀技术及材料,很难在经济性和耐蚀可靠性上达到平衡,直接影响到油气田开发的经济效益[2]。双金属复合管采用两种金属材料复合而成,因而具备两种材料的特性,兼具了基层和复层材料各自的优势[3]。在输送流体介质中,能够适应复杂应力、腐蚀和摩擦等特殊工况和环境要求[4-6]。与单一材质的金属管相比,可以节省材料,降低贵金属的使用成本,而且利用液压成型技术的复合工艺与其他方法相比,具有工艺质量良好、生产效率高的优点,目前只有少数国家拥有此项技术[7-9]。因此,复合管在石油化工、机械、管道领域应用前景广阔[10-12],对其进行力学行为研究具有重要的意义。
本研究主要针对同一规格,不同材料的双金属复合管的塑性成型过程进行了有限元模拟,得出了最小成型压力和成型后内外管之间的接触压力,分析了双金属复合管在塑性成型过程中内外管的接触压力等力学特性,为复合管的液压成型技术提供理论依据。
1 复合管塑性成型力学行为分析
1.1 理论分析
对复合管塑性成型的力学行为进行了理论分析[13-15]。将内层管套入外层管,则内外管间存在原始间隙δ。首先,在液压胀合压力的作用下,内层管会产生径向的变形,如果间隙消除,必须使压力增加到T点时,内层管的外表面与外层管的内表面刚好接触;继续增加胀管压力,外管阻止内管自由变形,最后在内管外壁与外管内壁间产生接触压力pc,而外管内壁发生弹性变形,甚至可能产生部分塑性变形;当胀接压力达到pi值时(外管内壁刚发生屈服时的胀接压力为Pimax)泄压,内管与外管均发生弹性回复。内外管胀接的应变与胀合压力的关系曲线如图1所示。
当外管内径大于内管外径,且外管内壁的自由弹性回复量O′B″大于内管外壁的自由弹性回复量O′B″时,外管的弹性回复受阻,最终外管内径等于内管外径,点A是外管内壁的应力状态,点B是内管外壁的应力状态,从而p*c为残留在外管内壁上有接触应力,相反接触应力-p*c则残留在内管外壁上。
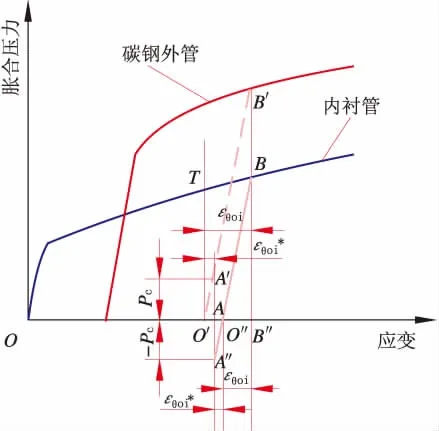
图1 双金属复合管内外管应变与胀接压力的关系
1.2 基本假设
为了便于分析,假设复合管内外管均是无缺陷的理想圆筒。双金属复合管在胀接过程中,内管将发生较大的塑性变形,考虑材料的强化,假设内管为线性强化模型;而外管在成型的时候控制在即将发生塑性变形时,因此忽略材料的强化,将外管视为理想弹性材料模型。实际生产中,复合管成型长度较长,且两端固定,因此在胀压过程中认为管体无轴向位移分量,应视为平面应变问题来处理。
2 建立有限元模型
2.1 分析对象
本研究对不同材料、规格为内管Ф196 mm×2.5 mm,外管Ф219 mm×10 mm,间隙为1.5 mm,泊松比均为0.3的复合管塑性胀接过程进行模拟,其材料参数见表1和表2。
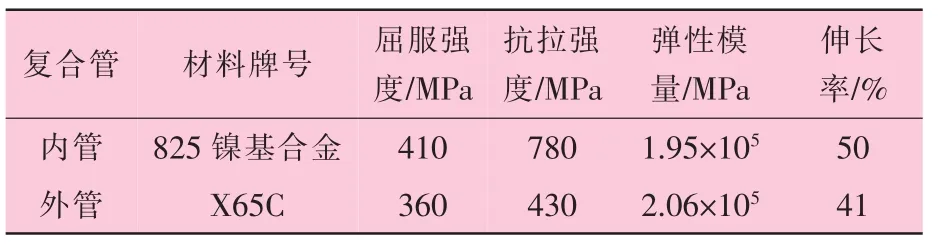
表1 外管为X65C的复合管性能参数

表2 外管为L360QS的复合管性能参数
2.2 网格划分
有限元分析采用ABAQUS软件,采用2D轴对称模型进行分析。内外管长度均为1 000 mm。
内外管的有限元网格划分如图2所示。内外管均选用轴对称单元,内管总单元数为522个,节点数655个。外管总单元个数630,节点数729个。内外管底部和顶部均施加y方向的对称约束。外层管外壁为自由端,内层管内壁施加均匀的胀管压力。

图2 有限元模型
2.3 载荷的施加
根据卸载后内外管之间弹性回复量的不同,对复合管胀接过程的数值模拟分为三个阶段:第一阶段为间隙消除阶段,即内外管之间的接触间隙为0时,此时的加载压力即为最小成型压力;第二阶段为加载阶段,给内管不断增压至给定的胀管压力;第三阶段为卸载阶段,减小内管压力直至为0。
针对复合管塑性成型过程中存在的几何非线性、材料非线性、状态非线性这几种状态,想要获得准确的计算结果并且收敛,采用RAMP的方法施加载荷,即通过多个子载荷步将施加的加载压力减小到0。
3 计算结果及分析
为了消除内外管之间的间隙,胀管后内外管之间的残余接触压力只要大于0就可满足要求,较高的残余接触压力使得内外管胀后具有一定的密封性能和抗拉脱能力,跟复合质量有关。
图3~图6为内管为镍基合金,外管为X65C材料的复合管胀接过程中间隙消除阶段的等效应力分布和残余接触压力分布云图。
在间隙消除阶段,当残余接触压力为0时,即内外管刚好处于贴胀状态,此时的胀管压力为最小胀管压力。在本算例中,在模拟最小胀管压力时,不断改变加载压力后再卸载,发现内外管壁不能贴合,其残余接触压力不为0,此时内管已屈服,而外管未产生屈服应力,如图3(a)所示。刚开始接触时的最小接触压力为0.314 MPa,如图3(b)所示,此时的胀管压力14.06 MPa,即为最小胀管压力。
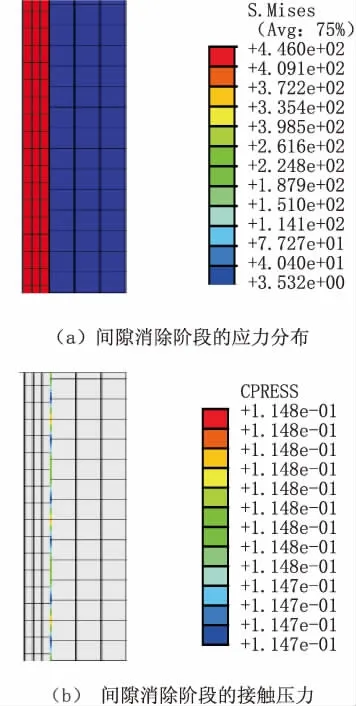
图3 外管为X65C材料的间隙消除阶段
内外管接触后,内管处于完全塑性屈服状态而外管处于弹性状态,如图4(a)所示。此时极限胀管压力为40.38 MPa。
接触压力随胀管压力的增加而增加,当接触压力达到某一数值时,外层管内壁在接触压力的作用下从弹性状态进入屈服状态,此时的接触压力为弹性极限接触压力,为29.53 MPa,如图4(b)所示。
外管在接触压力作用下继续加压,内壁将进入屈服状态,内壁的屈服应力随着胀管压力的增加而不断增加;外管将出现部分塑性变形,如图5(a)所示。当胀管压力到达一定的值时,外管处于塑性变形状态,此时最大胀管压力为44 MPa。由于外管屈服,此时最大的接触压力为30.27 MPa,如图 5(b)所示。
内外管在卸载过程中,内管外壁和外管内壁存在着残余接触压力,内管受到外压残余接触压力作用,内管外壁处于压应力状态。外管受到外压残余接触压力作用,外管内壁处于拉应力状态,由于接触力的存在,外管内壁处等效应力比外壁要小。如图6(a)所示。
卸载过程中,接触压力也在不断减小。内外管发生弹性回复,要想实现塑性胀接复合,必须满足外管内壁的弹性回复大于内管外壁的弹性回复。然而在本次算例中,由于内外管的弹性模量比值小于其屈服强度比值,导致内管的弹性回复大于外管的弹性回复,因此在完全卸载后,内外管没有接触上,接触压力为0,如图6(c)所示。内管和外管之间还存在一定的间隙,如图6(b)所示。
图7~图9为内管为镍基合金,外管为L360QS材料的复合管胀接过程各阶段的等效应力分布和残余接触压力分布云图。
在胀管压力卸载后内管外壁和外管内壁之间存在接触压力,卸载后内外管的等效应力分布云图如图7(a)所示。此时,内外管均处于弹性状态,内管的最大等效应力为58.8 MPa,外管处等效应力为15.1 MPa。在残余接触压力作用下二者处于贴合状态。在不断进行加压卸载之后,内外管间隙为0。
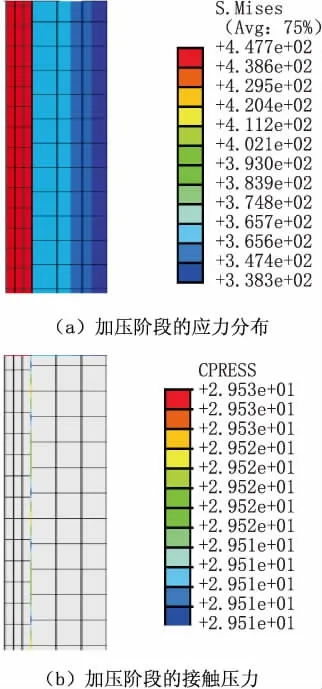
图4 外管为X65C材料的加载阶段同步膨胀应力云图
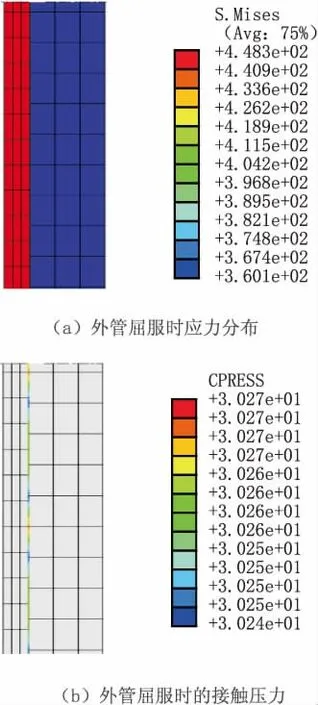
图5 外管为X65C材料加载阶段同步膨胀应力云图
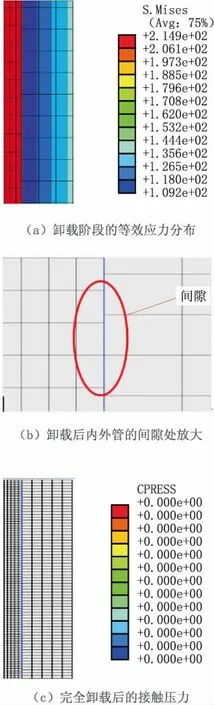
图6 卸载阶段的应力分布云图
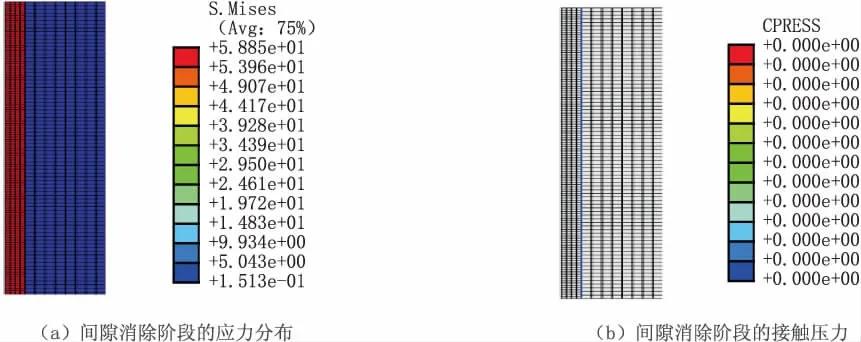
图7 外管为L360QS材料的间隙消除阶段

图8 外管为L360QS材料仅发生弹性变形阶段
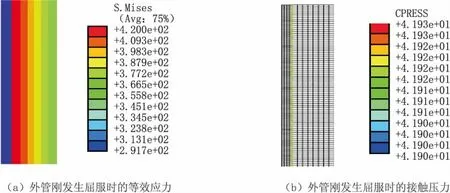
图9 外管为L360QS材料发生弹塑性变形阶段
当加载压力为38.4 MPa时,计算可得内外管间隙及内外管结合面的接触压力为0。如图7(b),因此可以认为最小成型压力为38.4 MPa。
内外管接触后,内管处于完全塑性屈服状态,而外管处于弹性状态,此时弹性极限胀管压力为49.78 MPa。外管与内管的接触部位压力为414.6 MPa,还未达到屈服,而内管已经全部达到其屈服极限290 MPa,如图8(a)所示。为外管处于弹性状态,而内管已经完全屈服状态时的等效应力分布云图。
接触压力随胀管压力的增加而增加,当接触应力达到某一数值时,外层管内壁在接触压力作用下从弹性状态进入屈服状态,此时的接触压力为弹性极限接触压力,为41.38 MPa。如图8(b)所示。
如果胀管压力继续增大,内外管间的接触压力将大于外管的弹性极限压力,这时由于接触压力超过外管的弹性极限,至使外管发生部分屈服或完全塑性变形。外管由于接触应力的增大刚发生屈服时的胀管压力为50.33 MPa。此时外管内壁和内管外壁接触部位刚达到外管的屈服强度420 MPa,而内管已达到其屈服强度290 MPa,发生完全塑性变形。内管处于完全屈服状态下的塑性流动状态,外管刚发生屈服。
胀管压力继续增大,外管将会继续发生变形,外管由于接触压力的增大而全部进入塑性状态时的塑性极限胀管压力为54.6 MPa,此时外管全部达到屈服强度420 MPa,内管达到屈服强度290 MPa,如图10(a)所示。而此时的接触压力,称为塑性极限接触压力,为45.21 MPa。如图10(b)所示。此时内管均处于完全屈服状态下的塑性流动状态,外管完全发生塑性变形。
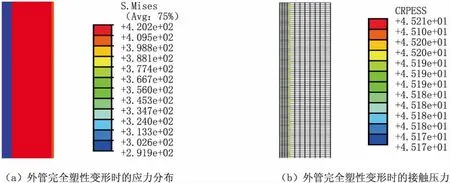
图10 外管为L360QS材料弹塑性变形阶段
当胀管压力处于弹性极限胀管压力49.78 MPa和塑性极限胀管压力54.6 MPa时,外管将出现塑性变形,在胀接时,必须控制胀管压力小于塑性极限胀管压力,否则,外管将出现塑性流动,这是不允许的。
内管外壁与外管内壁之间存在着残余接触压力;卸载后,由于内外管在卸载过程中,内管外壁和外管内壁存在着残余接触压力,内管受到外压残余接触压力作用,内管外壁处于压应力状态。外管受到外压残余接触压力作用,外管内壁处于拉应力状态,由于接触力的存在,外管内壁处等效应力比外壁要小。
卸载过程中,接触压力也在不断减小,在完全卸载后,内外管发生弹性回复,两者之间的残余接触压力为3.495 MPa。
4 结 论
(1)确立了双金属复合管所需要的材料、成型过程中各个阶段所需要的极限胀管压力,如最小成型胀管压力,外管弹性极限胀管压力及接触压力、外管刚发生屈服时的胀管压力和接触压力以及外管完全发生塑性变形的极限胀管压力和接触压力,卸载后的残余接触压力。
(2)获得不同材料残余接触压力值,必须使内外管的弹性模量比值大于内外管的屈服强度比值。
(3)当外管材料为X65C时,内外管卸载后残余接触压力为0,当外管材料为L360QS时,卸载后内外管残余接触压力为3.495 MPa,并且胀管压力处于弹性极限胀管压力49.78 MPa和塑性极限胀管压力54.6 MPa时,外管将出现塑性变形,在胀接时,必须控制胀管压力小于塑性极限胀管压力,否则,外管将出现塑性流动,这是不允许的。
[1]孙育禄,白真权,张国超,等.油气田防腐用双金属复合管研究现状[J].全面腐蚀控制,2011,25(5):9-13.
[2]段辉平,殷声,柳牧.一种制备不锈钢内衬复合钢管的新工艺[J].北京科技大学学报,1996,18(4):334-337.
[3]田忠,赵渊,李恒欣,等.钢骨架塑料复合管的研究进展及对策[J].化工机械,2008,36(5):310-313.
[4]李发根,魏斌,邵晓东,等.高腐蚀性油气田用双金属复合管[J].油气储运,2010,29(5):359-362.
[5]曾德智,杜清松,谷坛,等.双金属复合管防腐技术研究进展[J].油气田地面工程,2008,27(12):64-65.
[6]郭崇晓,张燕飞,吴泽.双金属复合管在强腐蚀油气田环境下的应用分析及其在国内的发展[J].全面腐蚀控制,2010,24(2):13-17.
[7]SPENCE M A,ROSCOE C V.Bi-metal CRA-lined pipe employed for North Sea Field development[J].Oil&Gas Journal, 1999, 97( 18) :80-88.
[8]RUSSELLDK,WILHELMSM.Analysisof bimetallicpipe for sour service.SPE Production Eng ineering[J].1991,6(3):291-296.
[9]CHEN W C,PETERSEN C W.Corrosion performance of welded CRA-lined pipes for flow lines[J].SPE Production Engineering, 1992, 7(4):375-378.
[10]王永芳,王戈,张燕飞,等.铜钛双金属复合管的氩弧焊接工艺研究[J].热加工工艺,2011,40(21):147-153.
[11]张智,施黛艳,施太和.高产气井油管腐蚀模拟研究[J].天然气工业,2005,25(1):103-105.
[12]徐鸿.胀接接头弹塑性分析和在换热器上的应用[J].压力容器, 1986, 3(5):39-45.
[13]王学生,李培宁,郭茶秀.不锈钢复合管液压胀接装置[J].机械工程师, 2001(2):10-11.
[14]王学生,王亚辉,李培宁,等.液压胀合复合管的应力应变分析[J].郑州工业大学学报,2001,22(1):33-35.
[15]KRIPS H,PODHORSKY M.一种新型的胀管法—液压胀管[J].石油化工设备, 1985,14(8):51-56.
Finite Element Simulation and Residual Contact Pressure Calculation for Bimetal Composite Pipe Hydraulic Forming
CHAO Lining1,2,XIAN Linyun1,2,YU Han1,2,ZHANG Xiaofeng1,2
(1.Chinese National Engineering Research Center for Petroleum and Natual Gas Tubular Goods,Baoji 721008,Shaanxi,China;2.Steel Pipe Research Institute,Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
In the process of bimetal composite tube plastic hydraulic forming,it adopted the finite element common software ABAQUS to carry out elastic-plastic analysis on mechanical behavior,established the corresponding relation between different material composite pipe expanding tube pressure and the residual contact pressure.Through finite element simulation,it obtained the smallest forming tube expanding pressure in clearance elimination phase,the elastic limit expansion pressure and contact pressure,the tube expansion pressure and contact pressure of outside pipe when the yield occurred,the limit tube expanding pressure and contact pressure when the fully plastic deformation occurred in outside pipe,and the residual contact pressure after unloading.The results showed when the outside tube material is X65C,the residual contact pressure is 0 after inside and outside pipe unloading;when the outer tube material is L360QS,after unloading the residual contact pressure is 3.495 MPa,and tube expanding pressure 49.78 MPa in the elastic limit and plastic limit expansion pipe pressure is 54.6 MPa,the outer tube will appear plastic deformation.When expanding,it must control the expansion pipe pressure is less than the plastic limit pressure,otherwise,the outer tube will happen plastic flow,it is not allowed.
bimetal composite pipe;forming process;finite element;the smallest tube expanding pressure;residual contact pressure
TG404
A
10.19291/j.cnki.1001-3938.2016.07.001
国家高技术研究发展863计划(项目编号2013AA031303)
晁利宁(1986—),女,工学硕士。主要从事焊接成型过程的力学行为以及焊接结构断裂失效的研究。
2016-03-21
罗 刚
猜你喜欢
化肥设计(2022年2期)2022-04-28 09:23:52
云南化工(2020年11期)2021-01-14 00:50:40
中国外汇(2019年10期)2019-08-27 01:58:02
石油化工建设(2018年2期)2018-07-11 01:25:06
化工设计(2017年2期)2017-03-05 10:04:30
焊接(2016年2期)2016-02-27 13:01:07
石油化工(2015年9期)2015-08-15 00:43:05
焊接(2015年9期)2015-07-18 11:03:53
现代企业(2015年8期)2015-02-28 18:55:45
现代企业(2015年6期)2015-02-28 18:51:34