减速机齿轮开裂原因分析
2021-03-01 07:52吴雪敏张辰
金属加工(热加工) 2021年2期
吴雪敏,张辰
1.大连大重检测技术服务有限公司 辽宁大连 116000
2.大连华锐重工集团股份有限公司通用减速机厂 辽宁大连 116000
某厂走行减速机用齿轮磨齿后,多件在齿轮内孔键槽孔壁圆周方向及齿轮端面发现裂纹,齿轮材质为18CrNiMo7-6,生产流程:粗加工→渗碳淬火+回火→精加工(开键槽等)。为确定齿轮裂纹产生原因,进行了一系列检验与分析。
1 试验过程与结果
1.1 宏观检查
齿轮外圆周、内孔键槽孔壁圆周方向及端面均发现较长裂纹,部分端面裂纹两侧呈翘起状,如图1所示。沿裂纹打开后,观察断口形貌,大部分呈细瓷状银色金属光泽,未见陈旧性断口,裂纹源在键槽根部拐角处。从裂纹源向四周可见明显放射状花纹及撕裂棱,为高应力脆性开裂断口形貌,如图2、图3所示。键槽加工粗糙,线切割加工痕迹清晰。
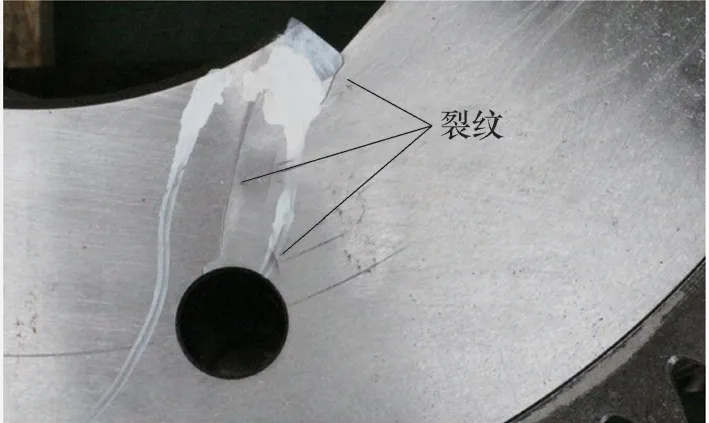
图1 齿轮裂纹部位及形貌

图2 齿轮断口宏观形貌
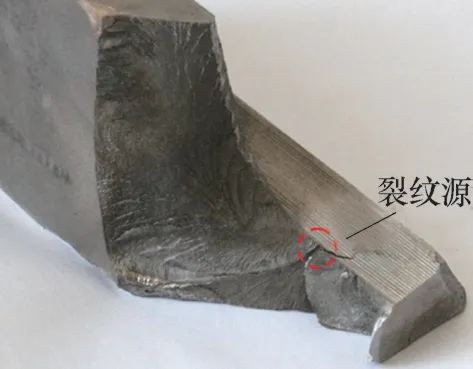
图3 齿轮裂纹源位置
1.2 化学成分检验
用ICP电感耦合等离子体发射光谱仪对齿轮化学成分进行检验,结果符合EN 10084—2008《渗碳钢交货技术条件》要求。检测结果见表1。

表1 齿轮化学成分(质量分数) (%)
1.3 硬度及金相检验
齿轮渗碳层深度约为1.58mm,齿面平均硬度为725HV1,心部硬度为43.0HRC,均符合图样技术要求。
按照GB/T 10561—2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》中B法检验评定,各类非金属夹杂物均优于0.5级;按G B/T 6394—2017《金属平均晶粒度测定方法》检验评定,晶粒度为6.5级。
齿轮渗碳层组织为极少量细颗粒状碳化物+粗针状马氏体+较多的残留奥氏体,按GB/T 25744—2010《钢中渗碳淬火回火金相检验》评定为碳化物1级、马氏体5级、残留奥氏体6级,不满足GB/T 3480.5—2008《直齿轮和斜齿轮承载能力计算第5部分:材料的强度和质量》中对渗碳钢表层组织及残留奥氏体含量的要求,如图4所示。
在裂纹源处切取试样,打磨抛光后经4%硝酸酒精腐蚀液腐蚀,用显微镜观察,键槽表面存在一层白亮层,键槽表面加工粗糙,根部呈不规则形态,并有显微裂纹存在,显微裂纹两侧无增碳、脱碳现象,如图5所示。
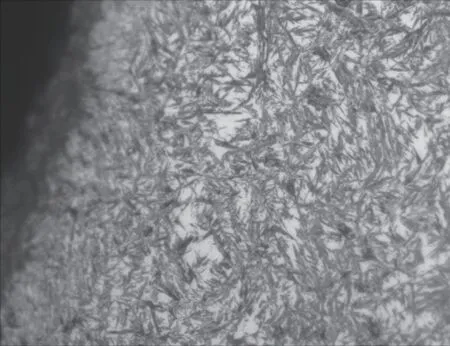
图4 渗碳层组织(500×)
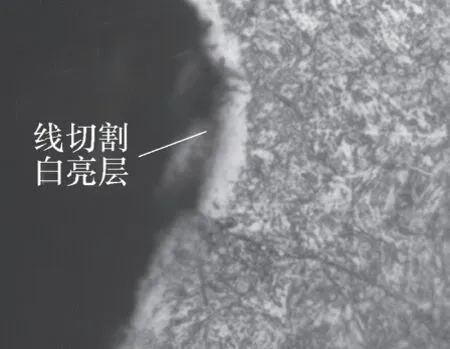
图5 线切割白亮层(500×)
2 分析与讨论
对减速机齿轮进行检测,结果表明其材料成分、夹杂物、晶粒度、硬度、渗层深度均符合要求。导致齿轮开裂的主要原因如下。
1)由于线切割走丝速度过快,使齿轮键槽部位加工粗糙、加工痕迹清晰、过渡圆角形状不规则,加剧了键槽部位的应力集中情况,故在此处形成了裂纹源,裂纹在磨削应力等作用下逐渐扩展至齿轮开裂。另外,过快的走丝速度使键槽表面产生白亮层,且白亮层中存在较多的显微裂纹,致使在后续工序中扩展开裂。存在尖锐凹角、凸边或缺口的零件在制造和使用过程中,将在尖锐的凹角、缺口或凸边过渡处产生很大的应力集中并可能形成裂纹[1]。另外,零件在加工过程中,因操作、刀具刃口形态、机床精度等导致加工表面粗糙的刀痕等,均会引起应力集中,恶化性能[2]。该齿轮经检查发现键槽表面加工较粗糙,表面清晰可见加工刀痕,键槽根部过渡圆角部位形状不规则,应力集中较大。键槽表面存在一层线切割加工产生的白亮层,其为含有大量残留奥氏体的淬火层。残留奥氏体为不稳定组织,可继续转变成马氏体,产生较大的应力,当应力集中在过渡圆角时,会加剧过渡圆角的应力集中现象,从而产生显微裂纹[3]。
2)渗碳层中马氏体针较粗大,残留奥氏体含量过多,使齿轮强度降低、脆性增大[4]。另外,大量残留奥氏体在常温下继续转变成淬火马氏体,会产生较大的残余内应力,加速了裂纹的扩展。
3 结论及建议
由于齿轮线切割加工走速过快,导致键槽表面加工粗糙,过渡圆角形状不规则,以及加工表面产生了线切割白亮层,因此加剧了键槽部位的应力集中情况,在键槽部位形成裂纹源。裂纹在磨削应力及工件残余应力的作用下,逐渐扩展至开裂。
建议在渗碳前铣键槽,若渗碳后使用线切割加工方式开键槽,应控制好线切割加工走丝速度,保证键槽根部过渡圆角形状,提高键槽加工质量;若无法避免线切割产生的白亮层,应在线切割后人工将其打磨去除。
猜你喜欢
青少年科技博览(中学版)(2021年6期)2021-08-30
装备制造技术(2020年12期)2020-05-22
科技风(2019年23期)2019-10-21
民间故事选刊·下(2018年5期)2018-05-18
精密制造与自动化(2018年1期)2018-04-12
东坡赤壁诗词(2017年5期)2018-01-29
科技与创新(2017年23期)2017-11-30
故事大王(2017年4期)2017-05-08
中南大学学报(自然科学版)(2016年2期)2017-01-19
表面工程与再制造(2016年5期)2016-12-15