
铝合金车轮锻造数字化车间产品制造过程质量管控及信息追溯关键技术研究及应用
2021-02-24 10:13:36于红波胡中潮赵慧玲
制造业自动化 2021年12期
于红波,胡中潮,张 胜,焦 健,赵慧玲
(1.中联认证(北京)有限公司,北京 100044;2.佛山职业技术学院,佛山 528137;3.机科发展科技股份有限公司,北京 100044)
0 引言
铝合金是工业中应用非常广泛的一类有色金属材料,在航空航天、汽车、机械制造、轨道交通及化学工业中大量应用。铝合金锻造技术是加工高性能铝合金制品的重要制造方式。近年来铝合金车轮锻造生产技术有了突飞猛进的发展,已形成了比较完整的铝合金锻造生产体系,基本能满足国民经济和国防建设的需求。但与国外先进国家相比,我国铝合金车轮锻造行业整体智能化水平存在一定的差距,主要存在的问题有:铝合金锻造装备数字化水平不高,生产车间“信息孤岛”问题较严重;小型企业生产较多依赖人工,部分大型企业实现了部分工艺段的数字化,但未做到全流程自动化生产、信息化管控,产品质量追溯困难;缺少对锻造设备数据的统一规定,需针对不同制造商、不同型号的装备进行一对一的解析与集成,增加许多繁琐重复性工作与成本;车间信息系统功能单一,集成的信息量少,不能满足铝合金锻造智能制造及产品质量追溯的要求。这些问题导致铝合金车轮锻造企业不适应柔性化生产需求、生产过程不可控、产品质量不稳定、运行维护成本高等问题。
1 铝合金车轮锻造工艺流程
铝合金车轮锻造过程包含加热/熔炼、成型、热处理、机加工、钝化处理及包装物流六大核心工序。此外,还包括来料检测、下料、工序间检测等辅助工序。工艺流程如图1所示。根据数字化车间产品制造工艺及产品质量要求,在原料上线前、锻造毛坯件下线后、热处理后、机加工后(预加工、机加工、精加工)均需通过自动检测设备进行制造过程质量数据检测,其中原材料检测设备有光谱分析仪、材料拉伸试验机、金相分析仪、金相显微镜、布氏硬度计等检测设备;锻造毛坯件下线后检测设备有尺寸检具、粗糙度检具等;粗加工后检测设备有三维光学扫描仪、电子拉伸机、硬度计、金相显微镜、电导率测试仪等;精加工后检测设备有坐标测量仪、动平衡测量机;成品车轮下线前检测设备有二维码在线识别机、尺寸检测机等。检测数据则通过检测设备或系统上传到构建的数字化车间制造执行系统MES,实现关键核心功能质量管理的需求。

图1 铝合金车轮锻造工艺流程图
2 质量管控过程
铝合金锻造车间质量控制从进货到售后,实现来料、制程和成品检验以及售后质量的管控,如图2所示的质量管控流程图。

图2 质量管控流程图
来料检主要是对于铝锭、辅助材料、包装材料等采购原料进行抽验检验。过程质量管控采用人工检验和设备在线检测结合的方式,通过在线检测和设备检测数据采集对关键质量参数进行监控和实现质量问题的预测和及时处理。在过程处理中结合人工抽查、稽核和不良问题的闭环处置,实现过程控制和记录。对于成品检验依靠自动图像识别设备进行外观检验,全程实现检验数据的自动采集。售后质量管理则作为产品档案的重要组成部分在系统中实现记录和闭环处置。
各工序段质量管控信息如表1所示。
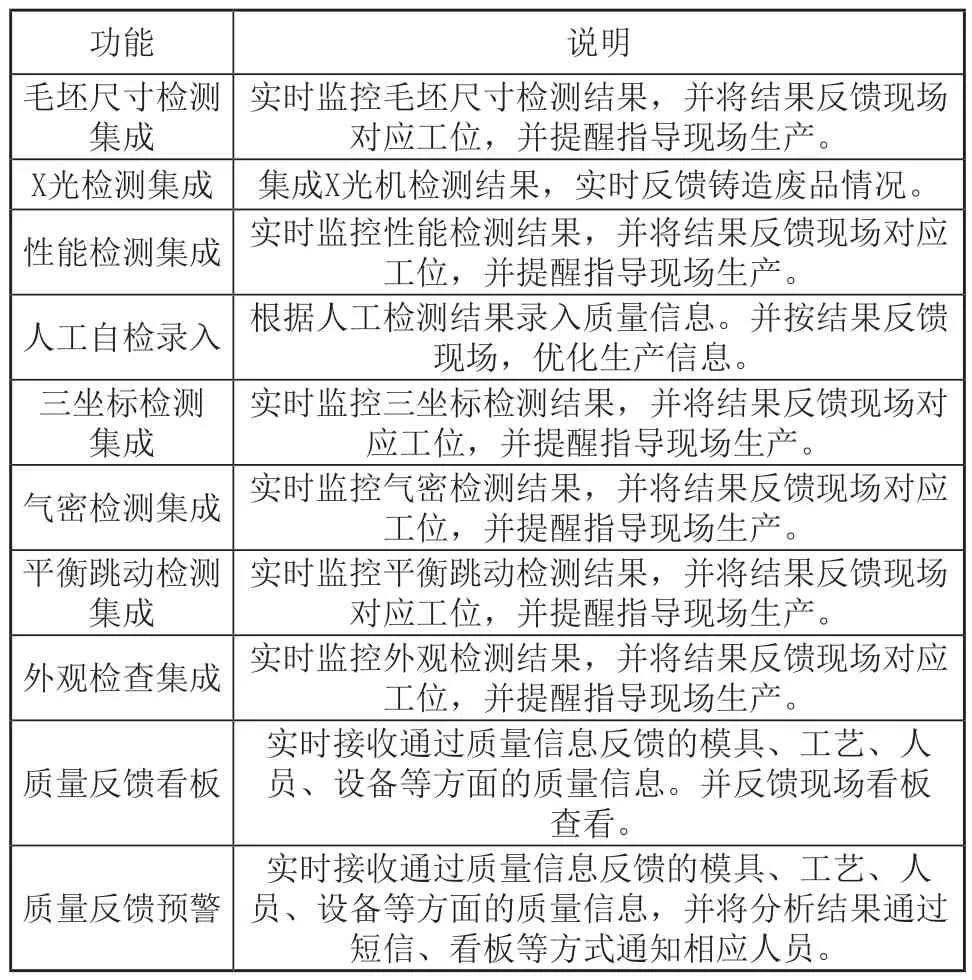
表1 各工艺段质量管控信息
3 全流程信息追溯
铝合金车轮锻造产品信息追溯包括原料追溯、工艺标准追溯及单件产成品的信息综合追溯过程,铝合金车轮毛坯的信息追溯主要涉及原材料及加工设备信息的追溯;机加工刻码前的产品信息追溯采用图像在线识别技术识别锻造产品上的明码作为唯一身份代号;机加工后刻录二维码后采用图像在线识别技术识别产品的二维码信息,作为后续产品生产过程的唯一身份代号。明码和二维码作为锻造产品的唯一身份标识,为产品全生命周期信息追溯提供基础保证。
3.1 信息追溯工序范围
铝合金车轮锻造生产各个工序段(加热、模锻、热处理、机加工、表面钝化处理、包装仓储)都涉及追溯,如图3所示。

图3 产品追溯的工序范围图
1)加热工序:主要是对铝锭投料批次、加热炉、静置炉、转运浇包、保温炉等的信息采集。
2)模锻工序追溯范围:主要是对模锻机台、模具、毛坯尺寸检测、X光检验等信息采集。
3)热处理工序追溯范围:主要是对热处理炉等信息采集。
4)机加工工序追溯范围:主要是机加工设备、称重机、产品尺寸检测、动平衡、气密检测、硬度检测等信息采集。
5)表面钝化处理工序追溯范围:主要是对表面钝化设备、外观检测等信息采集。
6)包装仓储工序追溯范围:主要对锻造产品包装、托盘信息、客户信息、库存信息等采集。
3.2 信息追溯要素
1)铝锭原材料追溯
根据铝锭投入产出信息,并结合生产自动化系统实时数据采集,系统可以实时监控现场物料的流转,实现对物料双向追溯过程。

表2 铝锭原材料追溯信息
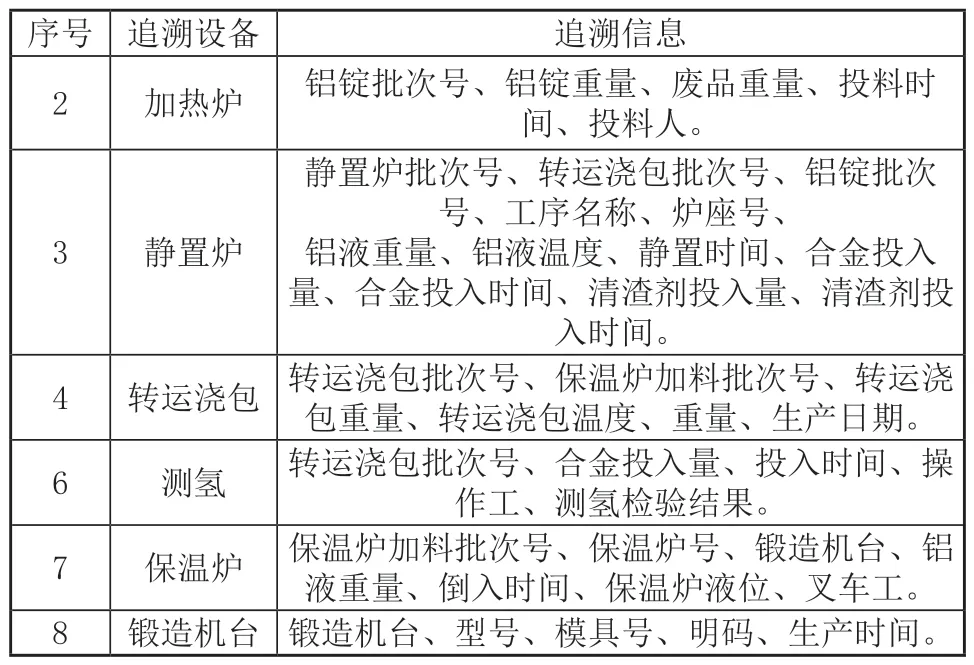
(续)
2)工艺标准追溯
工艺标准追溯代表了产品的所有生产履历信息的集合,生产制造过程中生产实绩、质检数据及其它自动采集的工艺数据、人工录入数据等追溯信息。针对不同的型号车轮产品,可以进行导入或人工维护各种型号产品的相关工艺标准、质量标准、检具校准计划等信息,追溯时可以将单件产品与对应的标准进行关联,同时将实际采集的工艺数据与对应的工艺标准进行对比显示与分析,用不同颜色进行区分显示。
同时可根据毛坯明码、成品二维码、生产时间、车间、生产线、机台、产品规格等信息查询到生产该产品对应的各个工序加工工艺参数信息、工艺标准信息、在线质量检测结果档案、检测明细信息、工艺标准信息等内容。
3)单件产品综合信息追溯
单件产品综合信息追溯可根据产品二维码、生产时间、车间、生产线、机台、产品属性等信息查询到产品在制造过程的铝锭信息,静置炉信息,转运浇包信息,保温炉信息,铸造信息,各个工序加工工艺参数信息及工艺标准信息,各个工序在线质量检测结果档案、检查明细信息、工艺标准信息。
4 质量管控和信息追溯关键技术
在铝合金车轮锻造数字化车间,质量管控和信息追溯主要依托锻造后的毛坯车轮明码针刻字识别和机加工后车轮上激光烧录的二维码的信息识别,因此毛坯明码和机加工后车轮二维码在线识别的通过率、准确率成为本论文的关键技术。
设备硬件主要包括智能工业相机(含工业镜头)、视觉专用光源、工业计算机、IO模块、辊道及其控制器等,设备硬件结构框图如图4所示,图中实线代表电信号,虚线代表光信号。

图4 在线识别系统硬件结构图
在线识别系统软件结构图如图5所示,软件功能包括进程管理、人机交互、外部通信、图像采集处理、数据库管理等功能。进程管理模块是系统的主模块,负责管理整个系统的整体运行,并适时调用内部处理和外部通信模块;人机交互模块实现设备的人机交互功能;图像采集处理模块实现对图像的采集、处理、记录、存储等功能;外部通信模块实现与IO模块、MES系统的通信功能。
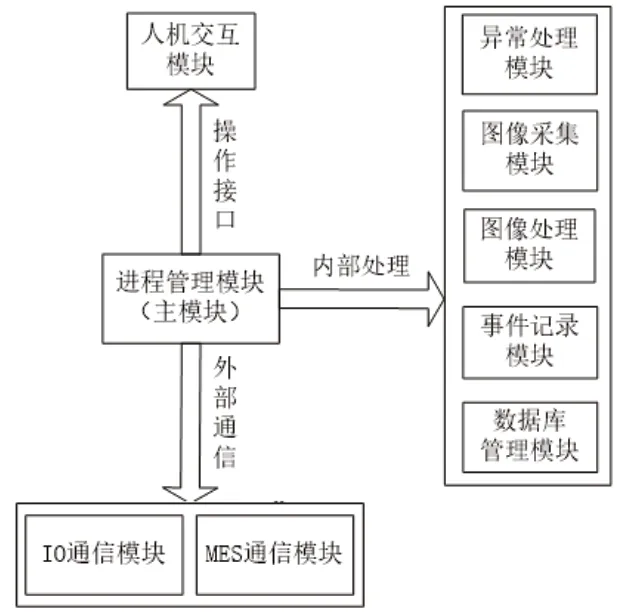
图5 在线识别系统软件实现结构图
1)毛坯针刻字符视觉在线识别技术
毛坯针刻字符位置示意图如图6所示,针对生产线车轮工件复杂光照和表面污染情况下的针刻字符视觉识别难题,通过引入基于深度学习新一代人工智能技术的自然场景视觉字符识别算法,分别应用于液锻、预加工/热旋压、热处理后等工序,实现识别通过率达98%以上,识别准确率达100%。
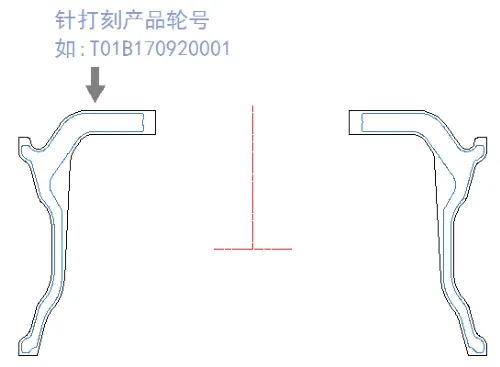
图6 毛坯针刻字符位置示意图
在线识别系统流程图如图7所示,当轮毂到达指定位置时,触发光电开关到位信号,传递给MES和工业计算机。MES收到信号后使辊道暂停运行,计算机控制工业相机对轮毂进行拍照,软件对采集到的图像进行处理,识别出字符图像的特征,确定所识别的轮毂的型号。视觉系统将检测结果(识别成功或未识别)存入本地数据库并上传MES系统。同时辊道开始运行,等待下一个轮毂。

图7 毛坯刻字字符在线视觉识别流程图
2)金属二维码视觉在线识别关键技术
为实现产品质量管控和信息追溯,在机加工完毕后需在线刻录金属二维码,金属二维码具体位置如图8所示,针对轮毂成品表面存在反光、金属二维码识别难题,应用机器视觉智能图像处理、识别算法,研制了成品车轮二维码视觉在线识别设备,实现了设备单次拍照识别时间约70ms,分别应用于精加工、前处理和全检前工序,实现识别设备通过率达99.98%,识别准确率达100%。

图8 金属二维码位置示意图
当轮毂到达指定位置后,工装使轮毂开始旋转,IO模块将信号传给计算机,同时工业相机开始检测轮毂二维码位置;当一个工业相机检测到二维码位置后,轮毂停止旋转;工业相机进行拍照、识别二维码,并将结果存入本地数据库、上传MES系统,当前轮毂下行,等待下一个轮毂,识别流程图如图9所示。
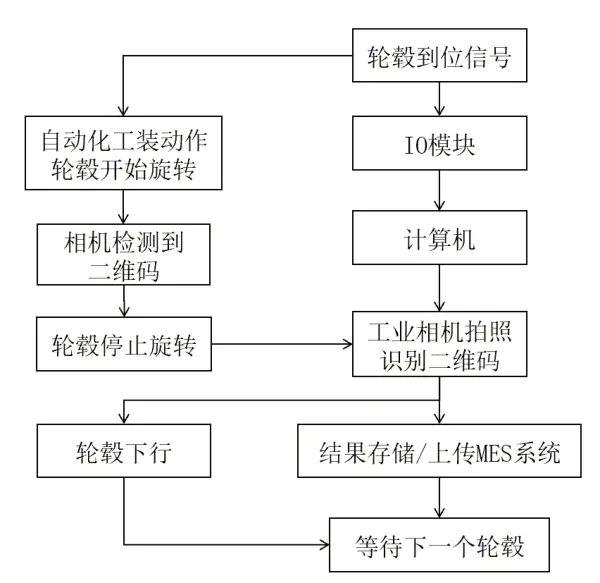
图9 金属二维码在线视觉识别流程图
5 结语
铝合金车轮锻造数字化车间属于中国《智能制造2025》十大领域的节能与新能源汽车领域,本文研究对象铝合金锻造车轮产品是符合国家轻量化汽车关键零部件发展战略,重点围绕数字化车间制造执行系统MES实现质量管控和产品追溯。质量管控从铝锭等原材料采购到成品下线入库,实现来料检验、制程在线检测和成品检验的管理,最终全程实现检验数据的自动采集;产品追溯则涉及物料追溯和工艺过程追溯,在整个铝合金锻造车轮数字化车间各主要生产工序段均涉及。
本文所提出的铝合金车轮锻造数字化车间产品制造过程质量管控和信息追溯关键技术研究用于指导该行业及相关行业进行质量管控、信息追溯及系统集成建设与实施具有重要的指导意义。
猜你喜欢
铝加工(2020年3期)2020-12-13 18:38:03
小读者(2019年24期)2020-01-19 01:51:36
制造技术与机床(2019年9期)2019-09-10 07:36:20
汽车观察(2019年2期)2019-03-15 06:00:34
制造技术与机床(2018年12期)2018-12-23 02:41:00
电子制作(2018年14期)2018-08-21 01:38:36
制造技术与机床(2017年7期)2018-01-19 02:29:47
中学生数理化·八年级物理人教版(2017年6期)2017-11-09 06:00:30
发明与创新·中学生(2016年7期)2016-05-14 04:08:26
钛工业进展(2014年5期)2014-02-28 16:42:29
