
钢卷穿心缠绕机张力控制策略研究
2021-02-24 10:13:20毛玉祥康运江潘登辉王红军田儒剑
制造业自动化 2021年12期
毛玉祥,康运江,潘登辉,王红军,田儒剑
(1.中国机械科学研究总院机科发展科技股份有限公司,北京 100044;2.北京信息科技大学,北京 100192)
1 缠绕包装工艺流程
在穿心缠绕包装过程中,缠绕膜张力控制直接决定了包装的密封性即包装质量,张力太大会使薄膜破裂、遭到破坏;张力太小会让薄膜无法拉紧产生包装间隙、密封性差等,这些都会降低产品质量。所以缠绕膜张力控制是整个设备的核心。
大型卷材穿心缠绕机如图1所示,在进行包装作业时,其流程为:首先运载车将需要包装的钢卷运载至滚卷机托辊上,然后穿心缠绕机在轨道上移动至滚卷机上方,随后升降横梁移动,左右“C”形轨道相对移动闭合,接着缠绕小车启动沿着轨道持续移动,从带包装钢卷的卷眼内穿过,配合地辊旋转钢卷,将缠绕膜均匀的缠裹在钢卷上,直到缠绕工作结束。
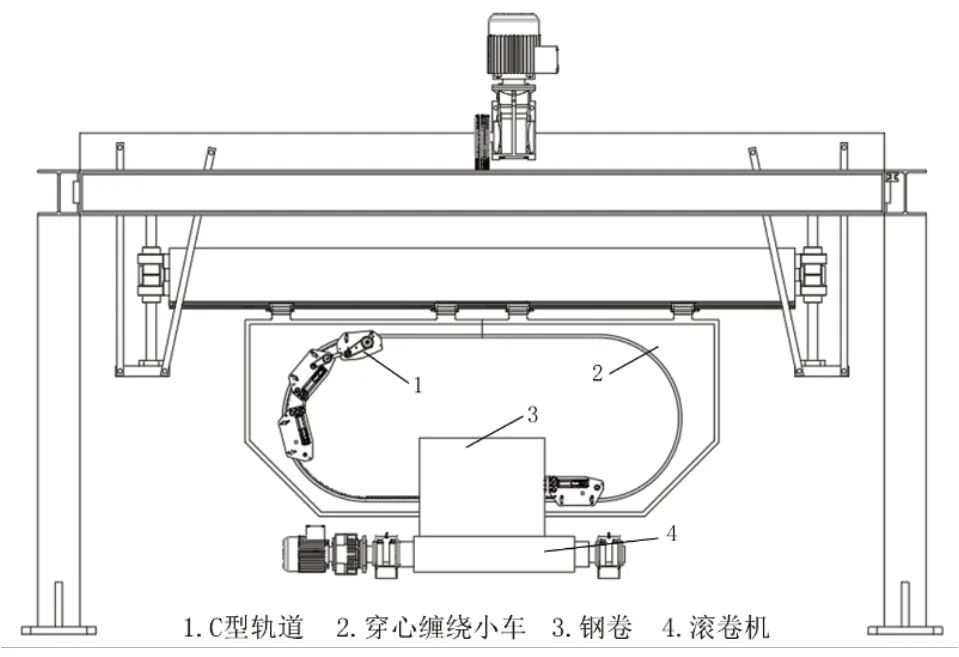
图1 大型穿心缠绕包装机
2 缠绕包装数学模型
2.1 工作原理
穿心缠绕张力控制原理是通过控制薄膜卷放卷速度与缠绕跑车缠绕速度的差值,来控制张力大小的,张力计算方程式如下:

式中,F为缠绕膜张力,h为缠绕膜厚度,w为缠绕膜宽度,E为缠绕膜的弹性模量,Δv为缠绕膜放卷速度
2.2 放卷系统数学模型
首先分析薄膜放卷过程中的受力情况,放卷部分受力分析如图2。

图2 放卷辊力矩分析
可由此得出力矩方程:

其中:

Jbm为薄膜卷转动惯量,Jz为放卷轴转动惯量,Jsf为放卷电机的转动惯量。
设缠绕膜卷实际半径为R(t),放卷轴径为R0,其介质的质量m,密度为ρ,宽度为z,可得:

代入式(1),可得:

2.3 收卷数学模型
当缠绕跑车在环形轨道内顺时针运行时,根据轨道内圆弧段、直线段以及薄膜与钢卷外圆、内圆的接触点,可将包装过程分为10个阶段,如图3所示。

图3 缠绕包装阶段
为了分析缠绕包装过程薄膜在不同阶段的缠绕长度和缠绕速度,可建立直角坐标系进行分析,如图4所示。
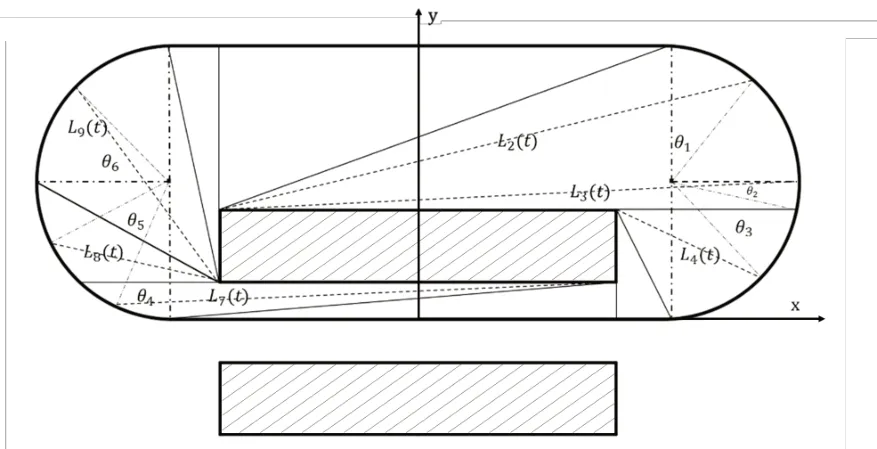
图4 缠绕包装过程分析
设钢卷外圆半径为RA,内圆半径为RB,宽度为w1;运行轨迹直线段长度为2l,圆弧半径为Rc;缠绕小车运行速度为v,时间t;钢卷中心点与环形轨迹下直线段中心点重合,并设为直接坐标系起始点,设包装过程中张力保持不变,根据几何关系求解缠绕长度L(t)。
1)第一段,即薄膜卷在环形轨道上直线段运行时:薄膜卷位置位为:

与a点距离即为缠绕长度:

2)第二段,即薄膜卷在环形轨道右圆弧段运行时,薄膜卷位置位为:

其中,根据弧长公式l=a×r

与a点距离即为缠绕长度:

其余阶段计算方法相同,故省略,结果如表1所示。
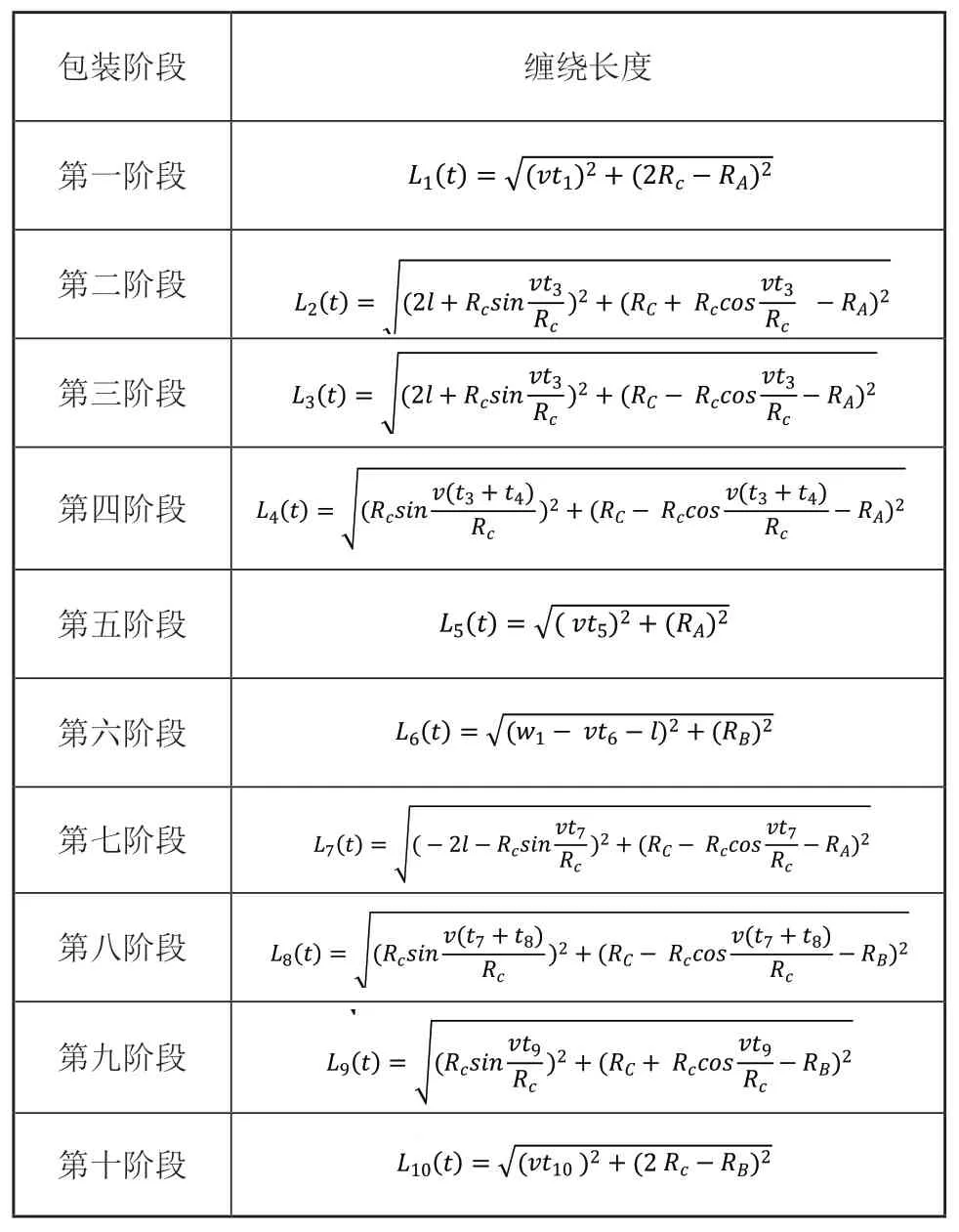
表1 缠绕长度
由上述分析可知,穿心缠绕包装中缠绕长度的变化是一个复杂多变的过程,阶段1~2,缠绕长度不断边长,放卷轴需要不断放卷;在阶段3时,缠绕长度会小幅度减小,在阶段4~5时,缠绕长度会快速变小,这时就需要放卷辊进行收卷;阶段6~9,缠绕长度重新变长,放卷轴需要不断放卷;在阶段10,缠绕长度逐渐变短,之后开始新的循环。得出单个循环内包装缠绕膜伸长量的长度变化后,就可与建立变化速率的表达式,为后续张力变化分析和仿真提供理论基础。
3 张力系统控制策略
本文设计的张力控制策略主要包括机械缓冲和电控调整两部分。
3.1 机械缓冲
在大型穿心缠绕机设备中,张力的控制主要由放卷小车来负责,其结构如图5所示,其内部缠绕膜的绕卷方向如图6所示,在张力频繁发生变化时,通过弹簧机构的收缩拉紧进行缓冲来抵消部分力的变化,从而对张力控制起到辅助控制的目的。
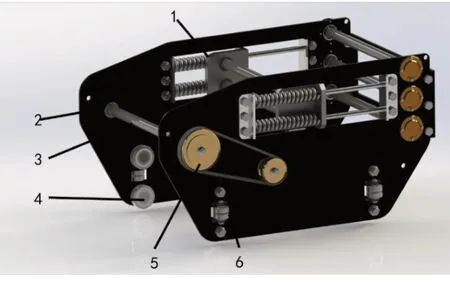
图5 放卷小车

图6 缠绕膜绕向
3.2 放卷控制策略
由前面的分析可知,可以通过控制缠绕膜放卷速度对缠绕膜膜卷张力进行控制。对于放卷辊的速度控制,如图7所示,使用速度模式和转矩限幅对放卷伺服电机进行放卷速度的控制,针对时变卷径和速度扰动的问题,对转矩限幅值通过卷径的变化进行补偿,采用积分分离模糊PID控制器对伺服电机转速进行控制,将张力实时监测值作为输入,电机速度作为输出,对张力控制系统进行闭环控制。

图7 张力控制系统原理
3.3 转矩补偿设计
因为在缠绕包装过程中,速度的迅速变化极易导致缠绕机放卷失张,所以在对伺服电机进行速度控制的同时应进行转矩限幅。由于放卷辊卷材半径不断变化,所以需要进行动态变量的补偿算法。惯量转矩补偿、摩擦转矩补偿以及弯曲力转矩补偿是放卷系统转矩补偿的主要来源,由于薄膜卷重量和尺寸较小,所以惯量补偿转矩主要是因为缠绕膜卷卷径发生变化造成的,计算如下:

式中,TQ是转矩设定值,SPt是目标张力输出值。
3.4 变速积分模糊自适应PID控制
变速积分模糊PID的控制结构如图8所示,由模糊控制和变速积分PID控制两部分组成。模糊控制器是三输出两输入的控制结构,张力偏差e和张力偏差率ec为输入,△Kp、△Ki、△Kd为输出,实时修正PID控制器中△Kp、△Ki、△Kd三个参数值。
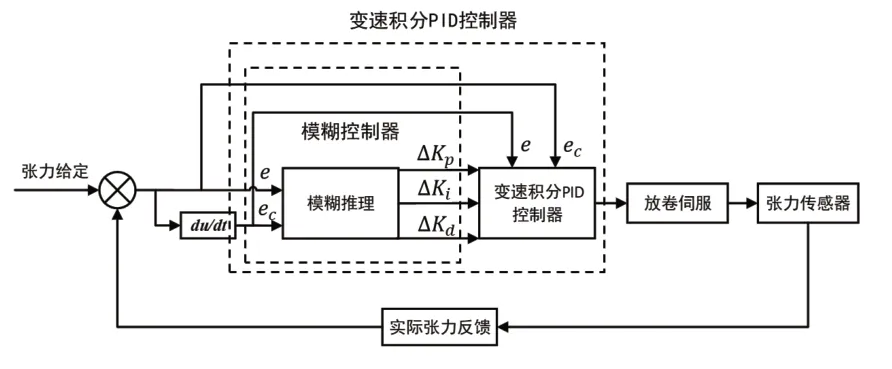
图8 变速积分模糊PID控制器
基于积分分离PID的控制能减小积分过程中无效累积,避免控制系统的被控制对象超过极限,具体是将实时张力的偏差e(k)与既定的张力偏差范围作比较。算法如下:

缠绕包装过程中,尤其是缠绕小车的放卷出口处,因为在包装过程中放卷速度是频繁发生变化的,所以会使实时监测到的张力和目标张力差距很大,如果使用积分分离PID的控制方式,其中的积分项会切换地很突兀。针对该问题,本文使用变速积分PID控制,即对实际的张力值和目标张力值的偏差设定阈值,使积分项所占比重发生变化,从而使积分项的累加速度发生变化,表达式为:

所占比重f(e(k))与当前张力的差值e(k)的关系可设为:

所以,变速PID算法如下:

积分分离模糊PID控制控制器设计步骤如下所示:
1)将缠绕膜张力偏差e和张力偏差变化率ec设为输入,ΔKp、ΔKi、ΔKd设为输出。对输入输出模糊化,设模糊集为{NB,NM,NS,ZE,PS,PM,PB}。
2)建立输入输出的隶属度函数。因为使用三角函数函数可以使每一量化的输入、输出值是定义在输入论域上的且至少一个输入模糊集合中的元素,而且可以优化在零点附近的调节作用[5],故隶属度函数采用三角函数和S函数相结合,以e为例,图9是隶属度函数的曲线。

图9 隶属度函数曲线
3)编写模糊控制规则,以ΔKp为例,控制表如表2所示。
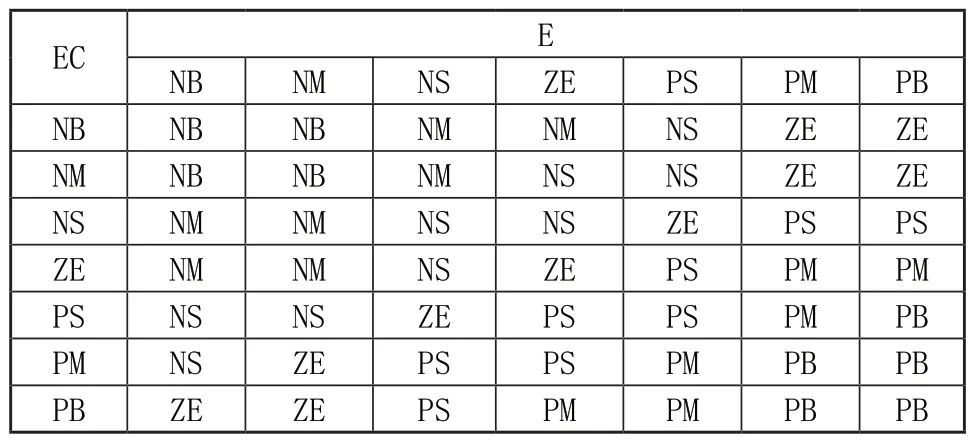
表2 ΔKp模糊控制表
4)采用Mamdani取小运算对积分分离模糊PID控制器进行模糊推理,所使用的解模糊运算方法是重心法。
4 仿真分析
设张力仿真控制采样时间为10ms,缠绕膜卷的初始卷径为70mm,宽度为200mm,每层厚度为0.02mm。控制器参数如下:
1)PID控制器

2)模糊控制器
模糊控制器输入张力偏差e和张力偏差率ec的模糊论域均为[-6,6],输入偏差与偏差变化率分别为[-30,30],[0.6,0.6],根据计算公式可得模糊因子Ke=0.2,Kec=10,
3)变速积分PID模糊控制器
变速积分PID模糊控制器所需参数如下:

图10为放卷张力的阶跃响应曲线,由图可知,相比于PID控制模糊控制,变速积分模糊PID控制张力超调量明显减小,响应速度比积分分离模糊PID控制明显提高,虽然略慢于PID,但调节时间更短,满足放卷系统张力控制要求。图11为放卷系统的给定张力值发生连续阶跃变化时的响应曲线。

图10 阶跃响应曲线
由图11可知,在张力给定值连续变化时,PID控制、模糊PID控制和变加速模糊PID控制都可以很好地跟随放卷张力变动,但是变加速模糊PID控制具有超调量较小、响应速度较快的特点,明显比其余两种控制更优秀。

图11 张力给定值变化时的响应曲线
5 结语
包装过程中,缠绕膜的张力控制是穿心缠绕包装机控制的核心和难题,本文研究了穿心缠绕包装过程,建立了放卷数学模型和包装过程数学模型,为后续张力控制分析提供理论基础。设计了包含机械结构缓冲和伺服速度控制配合转矩限幅控制放卷速度的张力控制策略,设计了以变加速积分模糊PID控制器为核心的张力控制方法,完成了仿真,并对PID和积分分离模糊PID控制进行比较。通过仿真可以发现,变加速积分模糊PID控制方式,它具有精度更高、超调量小的特点,能较好的实现张力控制。
猜你喜欢
冶金设备(2021年2期)2021-07-21 08:44:24
设备管理与维修(2021年1期)2021-03-05 04:05:56
新世纪智能(高一语文)(2020年9期)2021-01-04 00:42:52
四川冶金(2018年1期)2018-09-25 02:39:26
中华诗词(2018年4期)2018-08-17 08:04:12
宝藏(2017年6期)2017-07-20 10:01:02
宝藏(2017年6期)2017-07-20 10:01:01
设备管理与维修(2016年7期)2016-04-23 06:51:42
通信电源技术(2016年1期)2016-04-16 04:57:26
新疆钢铁(2015年3期)2015-11-08 01:59:39
