零极距电解槽阴阳极更新改造小结
2021-02-23 12:46魏昭辉
中国氯碱 2021年2期
魏昭辉,卢 鑫
(安徽华塑股份有限公司,安徽 定远233290)
安徽华塑股份有限公司(以下简称“华塑”)一期32 万t/a 烧碱(折百)项目,2011 年开始施工建设。电解装置共有12 台, 选用了当时先进的零极距电解槽, 其中1-6 号槽为日本旭化成公司生产的电解槽,7-12 号槽为蓝星(北京)化工机械有限公司(以下简称“北化机”)生产的NBZ-2.7 型膜极距电解槽。
旭化成生产的1-6 号槽,每台电解槽有162 个电解单元,其中1 号槽和2 号槽为2012 年9 月19日初次开车运行;3 号槽和4 号槽为2013 年4 月10日初次运行;5 号槽和6 号槽是2013 年6 月11 日开车运行。6 台槽均配套使用旭化成F-6801 型号离子膜,后来为提升产能,每台槽增加至166 片单元槽运行。
1 离子膜电解槽电极涂层寿命的影响因素
1.1 影响阴极涂层失活主要因素
(1)长期电解时形成氢化物或氢吸收进入晶格;
(2)反向电流导致活性成分的腐蚀溶出或氧化,抗反向电流的活性阴极中加入了贵金属钌;
(3)阴极液中的金属杂质沉积会导致阴极涂层催化活性的衰减和中毒。
1.2 影响阳极涂层寿命的主要因素
(1)阳极上的沉积物使阳极的过电压增大,从而影响阳极涂层的寿命;
(2)异常情况下,阳极侧膜表面的碱性升高,会明显降低涂层寿命;
(3)氯氢压力波动、碱浓度偏高、物理损伤及钛腐蚀引起阳极钝化,也会影响阳极涂层寿命。
2 对阴阳极电极涂层的技术要求
2.1 对阳极涂层的技术要求
(1)低的析氯电位;
(2)低的氧气发生特性;
(3)良好的耐碱性;
(4)较长的使用寿命;
(5)涂层具有较高的均匀度。
2.2 对阴极涂层的技术要求
(1)具有低析氢过电位;
(2)具有较长的使用寿命;
(3)具有良好的稳定性;
(4)涂层均匀性好。
3 华塑电解槽阴阳极运行现状和改造方案
华塑旭化成电槽已经使用两个离子膜周期,电极寿命已到后期,槽电压越来越高,在对高电耗带来的成本增加和电槽改造成本进行了核算后, 决定将6 台槽的阴阳极网全部进行更换。 为了将停车检修带来的产量影响减到最少, 根据市场情况灵活安排每台槽检修时间,每停下一台时,将其他5 台的电流适当提高弥补停车减少的产量。从2020 年3 月开始逐台进行改造, 由北化机承担维修和阴阳极更换工作, 更换后的阴极网由之前的镍带焊接改为翻边形式,在改造过程中,如发现槽框腐蚀或者泄漏现象,则按照常规修补办法进行维修,并打压确认无泄漏。1#、2# 槽分别于2020 年3 月30 日和5 月7 日开车运行并顺利通过考核验收。
4 改造和维修过程
电解槽运到北化机后,经过检查发现,部分槽框的阳极密封面有不同程度的腐蚀现象, 个别槽框外观有泄漏痕迹;牺牲电极大部分已经严重腐蚀,经过和北化机沟通, 对密封面出现腐蚀的进行修补或者更换; 对外观有泄漏痕迹的槽框进行打压和着色检验;对牺牲电极全部进行更换。对托架有损坏的进行更换。 对阴极弹性体和面网全部更换, 取消镍带焊接,改为翻边形式。
电解槽改造完运回华塑现场后, 北化机人员同步到达现场, 对电解槽进出口总管发现的泄漏部位进行修补,对发现腐蚀的牺牲电极全部进行更换,为防止管道残留的金属杂质污染系统, 组织人员对进出口总管和进口总管过滤器进行彻底清洗, 并经北化机人员检查确认。
5 电解槽开车及运行情况
1 号槽于2020 年3 月30 日送电开车,2 号槽于2020 年5 月7 日送电开车。 1 号槽改造前同样运行条件下,平均槽电压为3.12 V,改造后槽电压降低到2.96 V。 开车后两个多月槽电压表现较为稳定,运行电流为15 kA 时,一期1 号槽实测电压情况见图1。
一期1 号槽改造完后于2020 年3 月30 日送电开车,2 号槽于2020 年5 月7 日送电开车。
1 号槽和2 号槽通过近3 个月的运行数据分别见表1、表2、表3 和表4。
表中的校正电压按照如下公式进行修正。
V校正值=V实测值-KT(90-T阴极液)+KC(32-C阴极液)式中:V校正值: 校正的平均单元槽电压,V;V实测值:实测的平均单元槽电压,V;KT:温度修正系数=0.013/℃;KC:浓度修订系数=0.017/wt%。
由表1、表2、表3 和表4 可以看出,阴阳极网更新改造后的电压数据甚至优于原始开车初期,这不仅是因为更换阴阳极和采用新型离子膜,同时与操作人员水平也有不可或缺的关系。
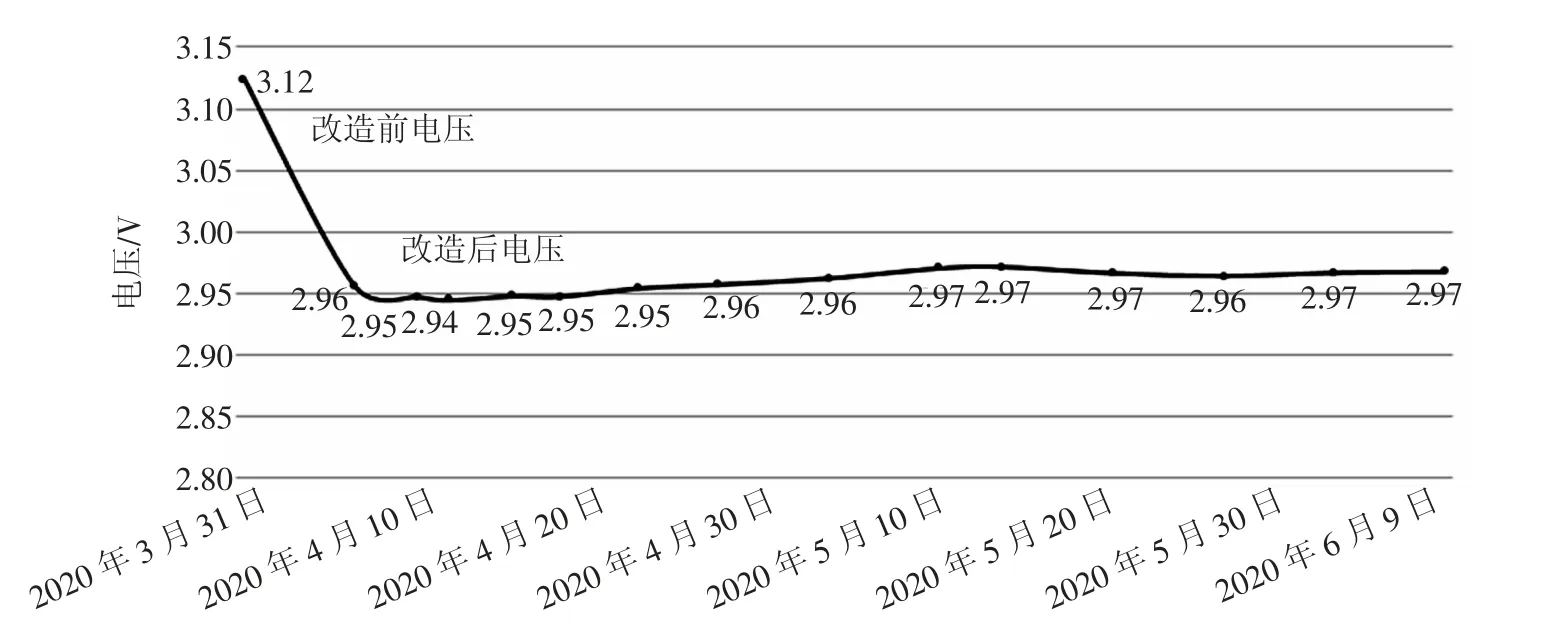
图1 一期1号槽改造前后实测电压
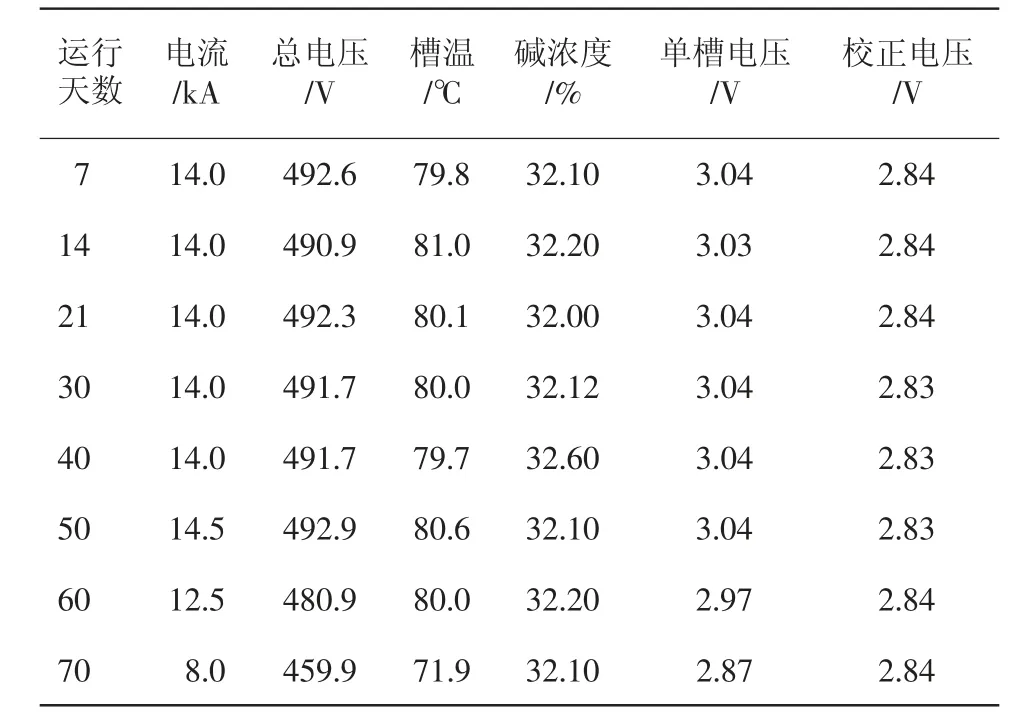
表1 一期1号槽原始开车初期电压
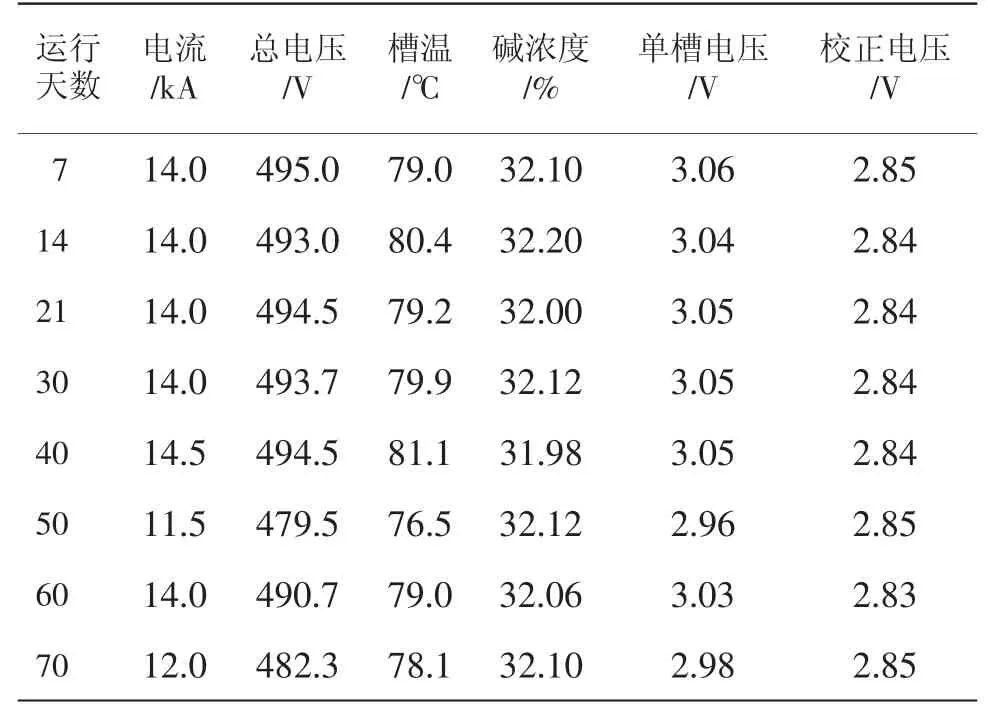
表2 一期2号槽原始开车初期电压
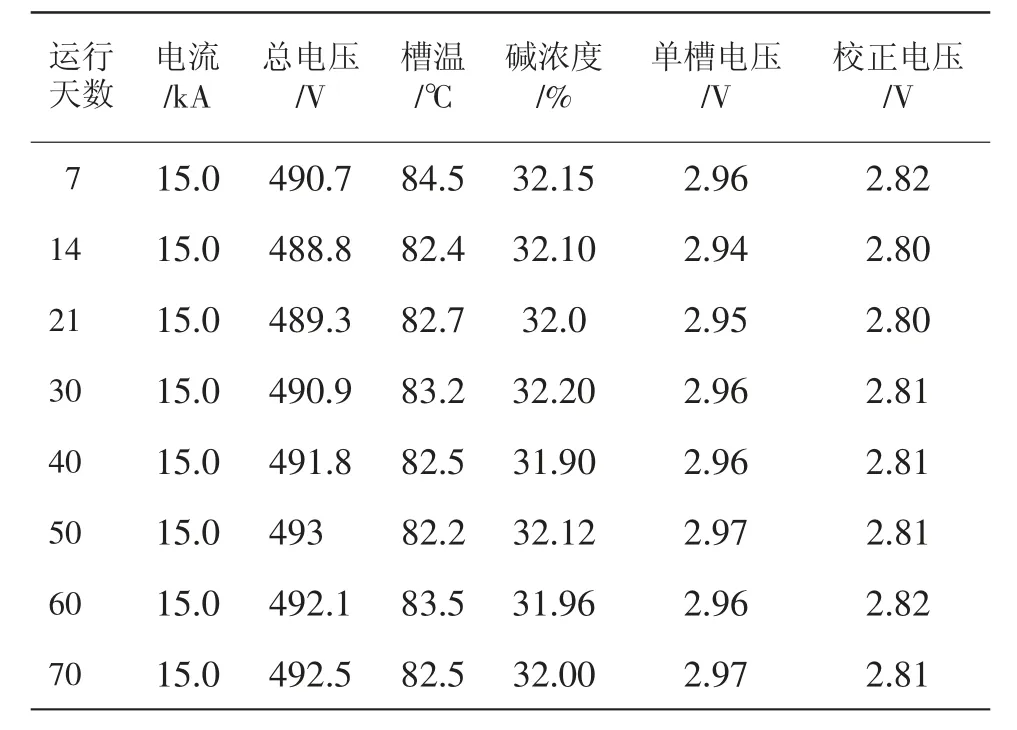
表3 1号槽阴阳极改造后电压

表4 2号槽阴阳极改造后电压
6 结语
膜极距电解槽的降耗和高产, 已经让氯碱厂家享受到了它的技术优势和成本效益, 而改造技术还在逐年提升。从文中可以看出,改造后的电解槽性能已经很接近全新电解槽的性能。 不过除了电解槽技术外,要想更好发挥膜极距槽的性能优势,盐水质量、操作人员水平、开停车次数以及管理水平等都要跟得上,只有全面加强电解槽寿命全周期管理,才能保证膜极距电解槽以最佳状态运行, 给企业带来收益,促进企业长久发展。
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06
科学技术创新(2022年15期)2022-05-18
电子制作(2018年12期)2018-08-01
江西建材(2018年1期)2018-04-04
科学与财富(2017年18期)2017-07-09
中国造纸(2015年7期)2015-12-16
电源技术(2015年9期)2015-06-05
电源技术(2015年9期)2015-06-05
中国氯碱(2014年12期)2014-02-28