陶瓷砂轮自动加工线的设计与研究
2021-02-17 07:15:46耿红生张国权陈远方
成组技术与生产现代化 2021年4期
耿红生,张国权,陈远方
(机械工业第六设计研究院有限公司 工业与智能中心,河南 郑州450007)
我国是磨料磨具生产大国,陶瓷结合剂金刚石砂轮有强度高,耐热性好,切削锋利,磨削效率高,磨削过程中不易发热和堵塞,热膨胀量小,加工精度易控制等特点[1]。但近年来国内磨料磨具行业面临的形势逐渐严峻,问题主要来自两方面:一方面国家正在转变“高投入、高消耗、高排放、不协调、难循环、低效率”的经济增长方式,对能源和资源消耗型且有污染排放的磨料行业,限制政策越来越多;另一方面能源、原料、运输的成本越来越高,磨料磨具行业的发展面临转型。
目前,国内磨料磨具行业与国外先进技术水平还有一定差距,陶瓷磨具产品需要进行产品创新,改进生产工艺,提高产品质量,降低能耗和环境污染,以缩小与国际先进水平的差距[2]。本文对陶瓷砂轮的加工工艺进行研究,并对能够实现陶瓷砂轮自动加工的生产设备进行设计。
1 国内外研究现状
国外普通磨具制品生产装备制造的总体趋势是单一设备的智能化和高效化。这在砂轮成形设备中得到了充分体现,例如砂轮内外圆加工设备上主要表现为自动装卡、自动尺寸测量、自动刀具磨损补偿。目前国外磨料磨具行业已能用计算机数字化控制(Computer Numerical Control,CNC)加工中心来一次性完成单片砂轮的加工,普通陶瓷砂轮的加工设备大都具有单机智能化加工的功能,但多机智能化加工线尚不多见。这是由于国外这类企业多采用订单式生产产品,并且批量不大,因而自动化的流水线加工模式很少采用。根据市场调研,除极个别企业研制的直径小于250 mm薄片砂轮自动加工线外,国外其他厂家目前均无陶瓷砂轮的自动加工线。
国内在砂轮加工方面,砂轮平面、内外圆加工设备齐全,目前的整体制造水平也比前几年有了较大的提升,但在设备加工精度、自动化程度、基础元件性能、环保安全性等方面与国外存在一定差距。国内典型的陶瓷砂轮加工线工艺流程如图1所示。国内生产的砂轮内外圆加工设备,虽然可以一次装卡数片,完成内孔、外圆加工,但均为手工装卡,基本上都是单机使用,且无自动检测功能,无法完全满足用户的使用要求。
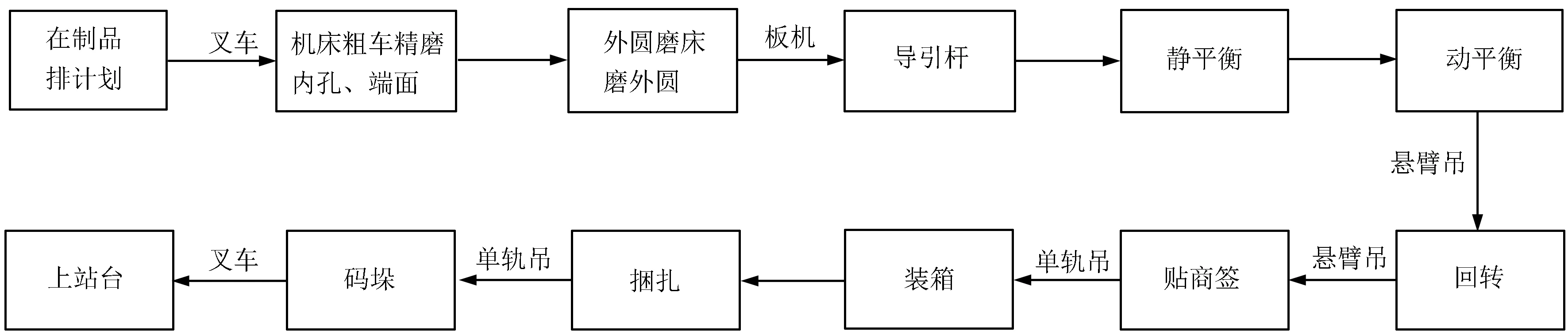
图1 国内典型的陶瓷砂轮加工线工艺流程
近几年,由于人力成本不断上升,用户对产品质量稳定性和一致性要求也越来越高,行业内要求整合各种设备形成自动加工线的要求越来越迫切。
2 砂轮自动加工线的工艺布局
陶瓷砂轮自动加工线应能自动完成陶瓷砂轮的整个加工过程(包括砂轮上下端面加工、内圆加工、外圆加工、静平衡检测、动平衡检测、打标、装箱、打带、码垛),实现砂轮在不同工位之间的转运,以及砂轮在不同加工情况下的监测和纠偏。全自动陶瓷砂轮加工线主要包含3个功能模块,即输送模块、加工模块、装箱打带模块。输送模块让砂轮在不同的工位之间输送;加工模块完成砂轮的加工检测;装箱打带模块对合格的砂轮进行捆扎、打标、装箱、打带后,在指定区域将装有砂轮的箱子摆放整齐。砂轮自动加工线的工艺布置如图2所示。
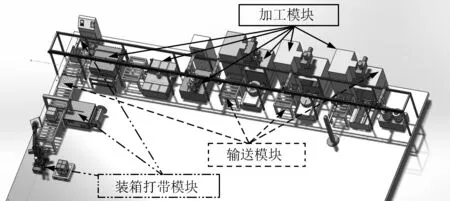
图2 砂轮自动加工线的工艺布置
本文对陶瓷砂轮的自动加工技术进行研究,主要涉及以下关键技术:①砂轮的自动装夹机构设计;②砂轮加工精度的在线监测与修正系统设计;③砂轮装箱后自动打带工艺的设计;④砂轮加工时的无尘化工艺设计;⑤加工系统的集成和控制功能设计。
与现有的陶瓷砂轮加工线相比,本文的技术创新点在于:①采用连杆机构实现砂轮的夹持,加持力大且具有防脱落功能;②采用齿轮齿条的传动方式,配合编码器技术,定位精度较高;③通过设计打带工位的自动转盘,提高打带效率;④砂轮装箱后采用辊道输送机输送,运行安全平稳;⑤机床加工采取全防护措施,能够改善车间的劳动环境;⑥采用统一的通信协议,并预留与数字化车间的通信接口,降低了维护成本。
3 砂轮自动加工线的输送模块设计
采用夹持机构固定砂轮后,在齿轮齿条机构上实现砂轮在不同机床之间的输送。在完成打标后,用辊道输送机实现产品的输送。为节约所需土建投资,自动加工线采用U形布置方式,因而在输送过程中需要自动转盘来实现换向功能。根据砂轮输送的工艺要求,输送模块的设计应包括以下内容:夹持机构设计、齿轮齿条机构设计、辊道输送机选择和自动转盘设计。
3.1 夹持机构设计
夹持机构如图3所示。当气缸不发生动作时,顶紧杆端头的橡胶头与砂轮内圆紧贴,完成砂轮的夹持。需将砂轮松开时,气缸带动驱动杆向上运动,通过短连杆使两边的顶紧杆向中间收缩,从而将砂轮放下。该机构的优点在于设计时考虑了压缩空气突然断气或者气压不足的紧急情况,在气缸不通气时能保持夹紧,通气时才让砂轮松开。这样,一方面能缩短气缸处于工作状态的时间,延长气缸的使用寿命;另一方面,在发生意外时,砂轮不会从夹持机构上脱落,能避免对设备和产品造成的伤害。
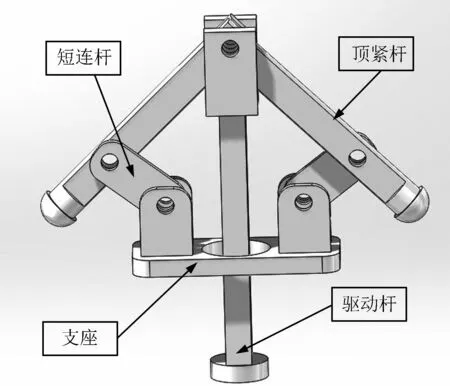
图3 夹持机构
3.2 齿轮齿条机构设计
电机通过联轴器能带动齿轮在齿条上进行直线运动。抓取砂轮的机械手整体安装在滑轨滑块上方的安装板上。当电机工作时,该机械手能在不同的加工工位间移动,完成砂轮的直线输送。砂轮自动加工线的输送模块以图4所示的齿轮齿条机构作驱动,定位精度高、设备故障率低。齿轮齿条机构采用直线滑轨滑块作为导向和承载机构,具有承载能力大、导向性能好和行走阻力小的优点。
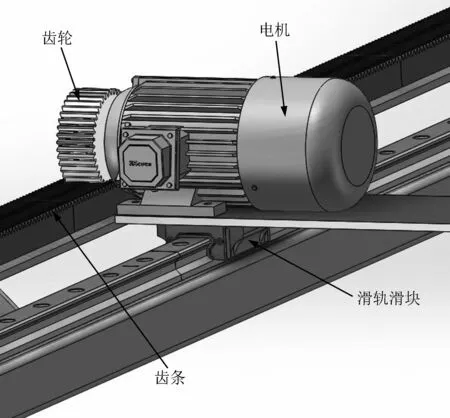
图4 齿轮齿条机构
3.3 辊道输送机选择
图5所示的辊道输送机有长短之分。短辊道输送机可布置在加工区域,用于将检测结果为不合格的产品输送到指定区域,以便让这些产品重新进入砂轮自动加工线,进行二次修正。检测结果为合格的产品在打标装箱后进入长辊道输送机,进行自动捆扎和码垛。辊道输送机是市场上成熟的产品,可以直接选购。采用辊道输送机进行砂轮输送的优点在于:运行安全,过程平稳,且在系统发现故障时便于人工干预。
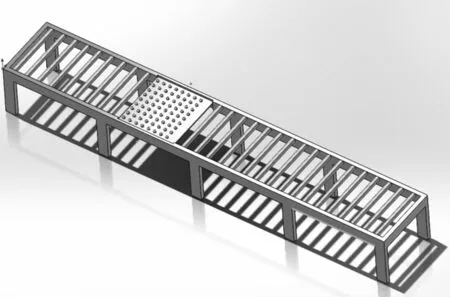
图5 辊道输送机
3.4 自动转盘设计
自动捆扎机只能完成一个方向的捆扎动作,而砂轮装箱后为了保证捆扎的牢固性,至少需要进行“十字形”的两道捆扎。为了解决这个问题,一种方案是在装箱砂轮的运送线路上加设一台自动捆扎机,另外一种方案是在捆扎工位上设置自动转盘。第一种方案需要另外购置设备,会延长工艺环节、占用生产空间,因此设计时不予考虑。
本文所设计的自动转盘如图6所示。它通过电机带动减速机,再通过联轴器带动主轴旋转而实现驱动。转盘下方设有4个钢轮。在自动转盘工作时,4个钢轮完全着地,一方面可分担主轴承受的轴向载荷,另一方面可以避免转盘的晃动。自动转盘的顶面可拆卸,以便于其安装和检修。
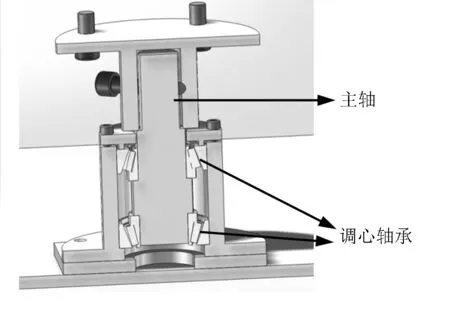
图6 自动转盘
4 砂轮自动加工线的加工模块设计
自动加工线的加工模块需要完成砂轮上下端面加工、内圆加工、外圆加工、静平衡检测和动平衡检测工作。它涉及的设备包括:2台车床、1台内圆磨床、1台外圆磨床、1台静平衡检测仪和1台动平衡检测仪。为了提高生产效率,上述设备采用直线形布置方式。加工模块应实现上述加工功能。此外,设计时还需要针对陶瓷砂轮加工的特点进行其粉尘防护功能设计、在线自动检测和修正功能设计。
4.1 粉尘防护功能
本文对砂轮自动加工线除尘设计的整体方案是:对加工设备的机加部位进行封闭处理,并通过负压将加工时产生的粉尘抽走。
本文以图7所示的封闭方式,对机床加工区域进行封闭,使机床工作台能沿滑轨进出封闭空间。需要加工时,气缸自动打开密封板,工作台滑出封闭空间,抓取砂轮的机械手将砂轮放在工作台上,工作台载着砂轮返回加工位置,密封板关闭,进行砂轮的加工。在加工完成后,密封板打开,工作台载着砂轮从封闭空间出来,机械手将砂轮夹持牢固并带到下一个工位,而另一个抓取砂轮的机械手将新的待加工砂轮放在工作台上,重复上述加工动作。
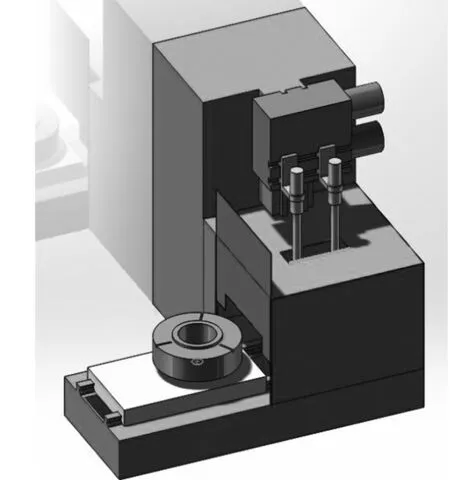
图7 机床封闭方式
砂轮平衡是磨削加工需要的专门技术,对于高速磨削而言,砂轮不平衡不仅会破坏工件的加工精度还会危及主轴系统的精度甚至损坏机床结构。在线自动平衡装置一般由拾振传感器、测控单元和平衡头组成。传感器拾取砂轮不平衡所产生的振动信号,测控单元根据所拾取振动信号对砂轮的不平衡状态进行判断,同时让平衡头中的驱动器拖动平衡块运动,直至砂轮的振动值达到预期值为止[3]。
做静平衡检测时砂轮不运动,因而不需要对其进行除尘设计。但在动平衡检测时,砂轮要做高速的旋转运动,如果不进行除尘处理,机加工时的粉尘就会对车间造成很大的污染。动平衡检测仪的封闭方式如图8所示。这种壳体封闭方式是由气缸带动两块密封板实现的。在动平衡检测时,两个气缸带动密封板打开封闭区,抓取砂轮的机械手将砂轮放在检测工位,气缸复位,砂轮在封闭区进行动平衡检测。一旦检测完毕,气缸即动作,带动密封板,将封闭区打开,机械手将砂轮取走并送到下一个工位。
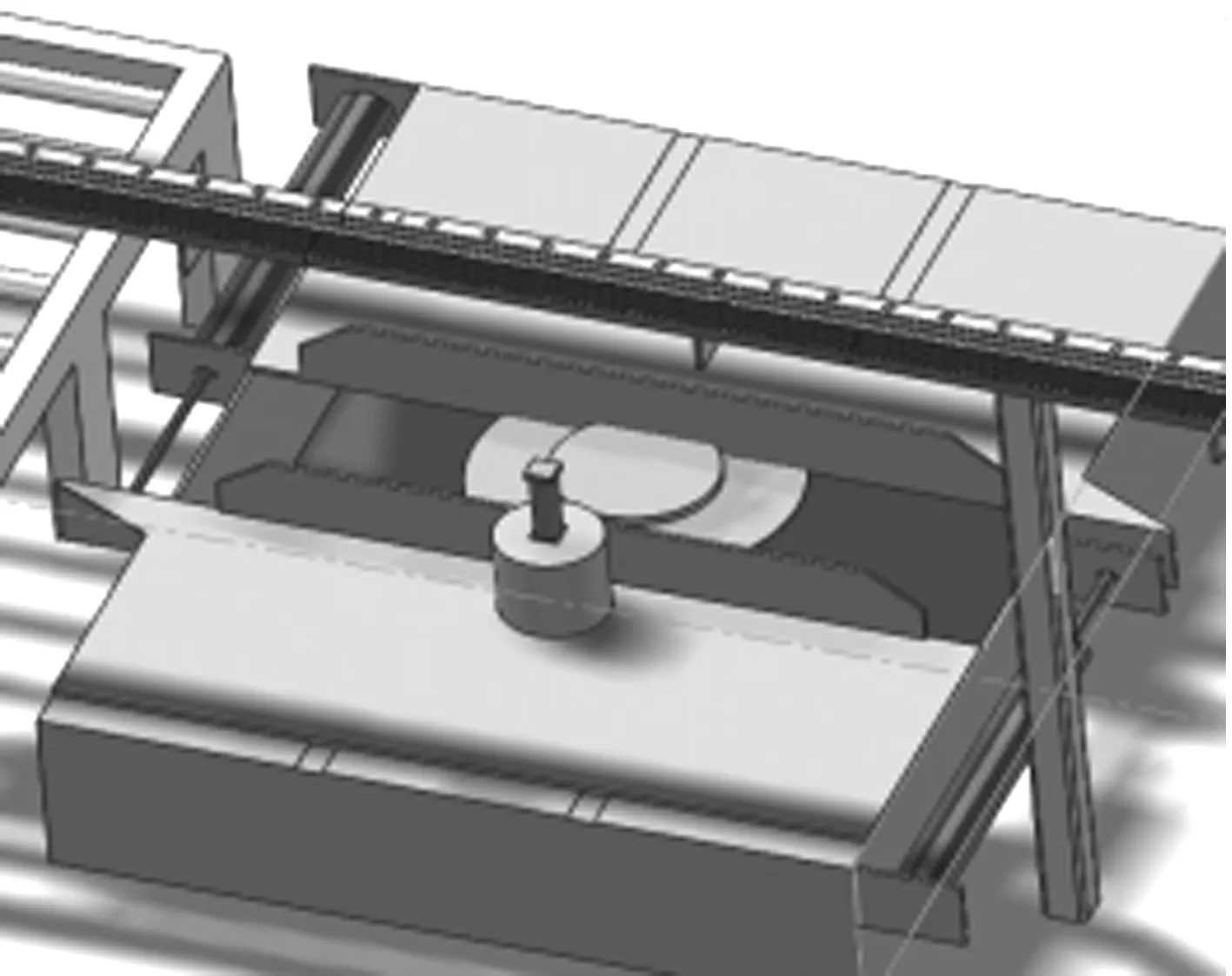
图8 动平衡检测仪的封闭方式
为了将砂轮上的残渣清理干净,可让砂轮在动平衡检测后进入清吹工位。清吹装置采用气缸带动密封板方式,在清吹时保持装置的密封,以避免粉尘污染车间。
4.2 在线自动检测和修正功能
一直以来,砂轮产品的质量检测主要采用人工抽查方法。该方法漏检率高、效率低,有时会造成一定的产品损伤,不利于企业的发展和技术进步[4]。砂轮在线自动检测技术是实现砂轮自动加工的关键因素。目前常用的砂轮在线自动检测技术有激光功率谱技术、电机功率检测技术、光学投影技术、振动检测技术、CCD(Charge Coupled Device)图像检测技术、声发射检测技术、多传感器检测技术、基于网络的专家系统等[5]。
本文采用“在线式”砂轮加工线,将砂轮的平面加工、孔加工与在线自动检测有机地结合在一起,大大提升了整个加工线的自动化和数字化水平。加工线上设有静平衡设备,能在线完成自动平衡及增重;设有立式回转设备,可通过自动装卡完成回转检测。
设备的自身精度是保证砂轮加工质量的前提。砂轮的在线自动检测和修正,需要在设备层面选用高精度的机床和动、静平衡检测仪。在设备采购时,需要注意通信接口的统一性,并采用统一的数据传输协议,以便在数据处理中心对实时采集的各设备的加工信息进行整合,根据订单要求、产品精度对指定信息进行快速比对,将纠偏信息及时反馈到设备加工层面。
5 砂轮自动加工线的装箱打带模块设计
装箱打带模块主要包括产品的打标、装箱、自动打带和自动码垛等功能。
(1) 砂轮自动加工线上设置的喷码设备能自动喷涂砂轮标识和防伪码。企业资源计划(Enterprise Resource Planning,ERP)系统根据装箱打带加工需要,向控制中心发送订单信息。控制中心在线进行单据制作,并在打标后进行自动记录、存储,以备产品质量追溯之用。
(2) 砂轮自动加工线上设置的自动打带机,能在砂轮装箱后,通过自动转盘实现两个方向的自动打带。打带机属于市场上的成熟设备,可以根据砂轮自动加工线的具体尺寸和打带能力要求,直接从市场上选购。
(3) 目前市场上有很多类型的自动码垛机。本文选用的自动码垛机至少具有4个自由度,载重能力为200 kg以上。同时,造型时要根据箱子的大小,考虑自动码垛机抓手的结构形式和具体尺寸[6]。
6 结束语
本文介绍了一种全自动陶瓷砂轮加工线的设备配置方案,其中输送模块采用桁架与辊道配合的方式,并配置了自动转盘装置;加工模块采用砂轮在线自动检测与修正技术,并进行了清洁化设计;装箱打带模块采用在线喷码技术和自动打带技术,配合自动码垛机抓手,实现了工艺过程的自动化和智能化。所述方案为陶瓷砂轮加工过程中降低工人劳动强度、提高产品质量提供了一种新的思路。
猜你喜欢
装备制造技术(2021年1期)2021-05-21 07:55:14
失效分析与预防(2020年1期)2020-06-17 04:17:14
模具制造(2019年4期)2019-06-24 03:36:42
制造技术与机床(2019年3期)2019-02-27 07:14:22
制造技术与机床(2017年7期)2018-01-19 02:29:59
上海大中型电机(2017年3期)2017-11-13 03:39:06
科技创新导报(2016年9期)2016-05-14 09:12:16
铁道科学与工程学报(2015年5期)2015-12-24 12:12:14
河南科技(2015年2期)2015-02-27 14:20:23
制造技术与机床(2015年12期)2015-01-28 06:46:21