
某型航空发动机低压涡轮盘前封严挡板碰磨故障分析和排除措施
2021-02-03 12:15李寿华薛长旺宋丙新曾令嫄贾钦荃
航空维修与工程 2021年12期
李寿华 薛长旺 宋丙新 曾令嫄 贾钦荃
摘要:本文针对某型航空发动机的三起低压涡轮盘前封严挡板故障,结合低压涡轮结构和现场产品分析故障产生的原因,制定防碰磨控制措施,给出磨损件可行修复标准,填补了该项维修技术空白。
关键词:航空发动机;封严;挡板;涡轮
Keywords:aero-engine;sealing;baffle;turbine
1 故障现象
某型航空发动机自使用以来发生三起低压涡轮盘前封严挡板碰磨故障。
该碰磨故障属于首批发现,现行维修工艺和制度未对此故障的产生原因和技术预防措施进行描述,为此有必要对此类故障进行介绍和分析并提供解决方案。
2 机理分析
2.1 故障和检查情况
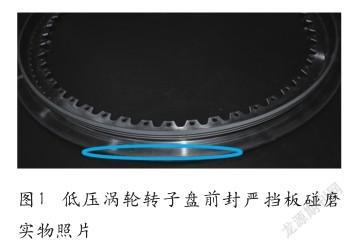
三起发动机碰磨现象基本相同,均为转子挡板圆周线性碰磨痕迹,静子安装边端面颜色发白、有碰磨后的黏接物(见图1)。
三起碰磨现象的差异仅在于碰磨位置深度,差别在0.05mm以内。
三台发动机为大寿命发动机,其中一台因“加力起飞过程中有8次间歇性喘振信号”返厂大修,其余两台为正常飞行到寿后维修。
由于三台发动机的磨痕较浅,磨痕深度小于0.10mm,磨痕未对机件造成严重损伤。
检查三台发动机转子及静子轴向尺寸和传动装配数据,特别是检查与碰磨有关联的轴向尺寸等数据,未发现异常。
三台发动机的试车和飞行参数检查正常,振动值未见异常波动。
分解发动机后检查蜂窝、封严石墨跑道、轴承钢套与滚棒磨痕,并与同类发动机的磨痕进行比较,无异常情况。
2.2 故障分析
三台发动机为2008~2009年制造,总寿命较大,为二次翻修以上的发动机,零件使用后偏离设计尺寸的程度比小寿命发动机高。
现场检查三台发动机蜂窝磨痕、石墨跑道磨痕、轴承磨痕的轴向位置,以及传装配合尺寸和修理班组测量数据,也无异常情况。
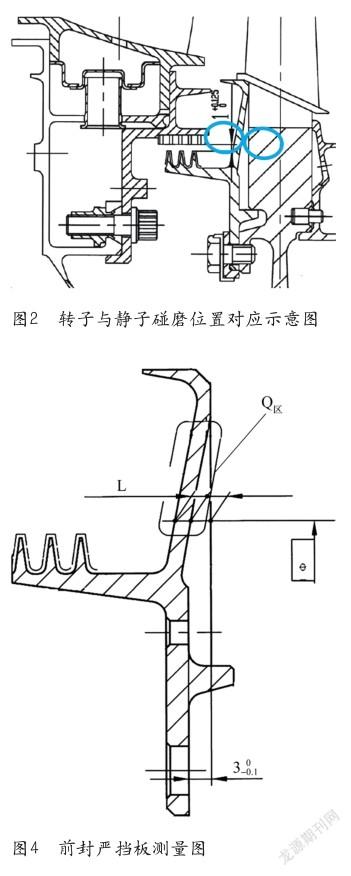
据此分析,该故障产生的原因为:受低压涡轮热负荷和气动负荷影响,发动机在大状态工作时,低涡一导内环焊接组件(后半)蜂窝安装边与低压涡轮转子盘前封严挡板间隙减小而产生轻微碰磨(见图2、图3)。
3 预防和排除措施
该故障发动机为首批发现故障。发动机维修指导手册对此类故障无规定和处理方法。因此,根据设计图样等要求,制定了预防再次碰磨的措施和碰磨件修复措施。
3.1 预防措施
首先需防止变形严重的静子组件装机,因此需控制静子轴向尺寸,使静子组件尽量远离转子。
基于现场实测统计数据,控制低涡一导机匣内环后半蜂窝安装边端面至低涡一导机匣安装边距离应不小于36.7mm;控制蜂窝与基体安装边台阶差应不大于0.5mm。
3.2 排除措施
对低涡转子前封严挡板的碰磨部位,需制定均匀打磨和去除磨痕的工艺参数,并确定碰磨相邻区域的过渡方式和尺寸要求。经过反复测量,按图样厚度要求,制定厚度尺寸标准控制要求。
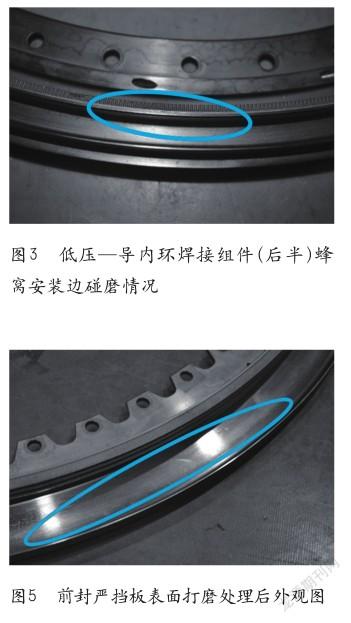
具体为:挡板Q区直径Ф553mm、Ф554mm、Ф555mm处进行截面壁厚值L测量并记录,截面壁厚值L应不小于2.10mm;加工后的表面探伤检查保证无缺陷,且控制打磨区域圆周厚度差不大于0.08mm(见图4)。挡板表面打磨后外观如图5所示。
4 结论
该型发动机低压涡轮前挡板碰磨故障仅出现在寿命较大发动机上;发动机碰磨故障较轻微,碰磨深度小于0.1mm;通过控制转静子间隙,可以针对性预防碰磨故障的发生;通过打磨和拋光的方式控制壁厚尺寸可以保证发动机设计厚度,满足设计要求。本文提出的控制标准填补了该项故障的维修技术空白。
参考文献
[1]陈光明.航空装备中常用机构与零部件应用分析[Z].2011.
作者简介
李寿华,高级工程师,主要从事发动机维修技术开发。
猜你喜欢
科学与财富(2021年35期)2021-05-10
发明与创新·大科技(2017年1期)2017-01-14
中国科技纵横(2016年20期)2016-12-28
新教育时代·教师版(2016年26期)2016-12-06
汽车杂志(2016年9期)2016-09-22
世界汽车(2016年6期)2016-06-22
科技视界(2016年14期)2016-06-08
科技资讯(2016年7期)2016-05-14
汽车杂志(2016年9期)2016-05-14
初中生世界·七年级(2014年2期)2014-03-24
