
响应面法优化浑浊IPA酿造工艺
2021-02-01 05:22:40张薇翟乃明邓鸿钰谭兆顺董小雷
食品工业 2021年1期
张薇,翟乃明,邓鸿钰,谭兆顺,董小雷
齐鲁工业大学生物工程学院,山东省微生物重点试验室(济南 250353)
India Pale Ale(IPA)全称为印度淡色艾尔,琥珀色,啤酒花香气浓郁,酒精度高,因其有浑浊无过滤感的“IPA风格”而风靡美国东海岸[1]。对于浑浊啤酒最早的研究是美国大名鼎鼎的酿酒师Greg Noonan,最早量产的浑浊IPA的成功不在于浑浊,而是啤酒花所带出的热带水果味令人震撼,且更低的苦度和更顺滑的口感,在传统的IPA酿造中尽量避免酒体浑浊,但是浑浊IPA却需要通过各种手段增加浑浊效果。
目前,浑浊IPA的浑浊度与哪些因素密切相关仍是一个值得研究的话题,在酿造过程中,酒花中的多酚含量,麦芽中的蛋白质含量,酵母的絮凝能力以及产酯能力都会对IPA的浑浊度产生影响,浑浊IPA的酒花香气浓郁热烈,燕麦又赋予了啤酒柔软、奶油般的酒体,开创了浑浊IPA的时代[2]。
现阶段,我国浑浊IPA的研究并不是很多,研究通过改变发酵温度,酒花添加量以及燕麦添加比例,结合单因素试验与响应面法,使得酿造工艺条件达到最优,确保浑浊IPA在未来大规模生产中的可行性和科学性。
1 材料与方法
1.1 材料与试剂
麦芽(加麦、结晶麦芽、小麦芽和燕麦片),永顺泰(昌乐)麦芽有限公司;90型彗星酒花颗粒、摩西酒花颗粒、西姆科酒花颗粒,美国雅基玛联合酒花有限公司;上面发酵啤酒酵母Londonale,弗曼迪斯酵母有限公司;硫酸钙、无水氯化钙、乳酸、无水乙醇,石家庄宁诺盖德商贸有限公司;邻苯二胺(分析纯),德州润昕实验仪器有限公司。
1.2 仪器与设备
UV2350分光光度计,上海鼎科科学仪器有限公司;BSA124S电子天平,济南鑫贝西生物技术有限公司;SD9012BEBC色度计,上海昕瑞仪器设备有限公司;WGZ-2PJ浊度计,上海昕瑞仪器设备有限公司;糖化设备及发酵罐,青岛德曼啤酒技术装备。
1.3 方法
1.3.1 浑浊IPA的工艺流程及操作要点
麦芽粉碎→糖化→麦汁过滤→麦汁煮沸→回旋沉淀→麦汁冷却充氧→发酵→酒花干投→降温冷贮→成品酒
1.3.2 操作要点
1.3.2.1 麦芽粉碎
根据成品酒色度及原麦汁浓度,计算得原料配比:加麦70%,燕麦15%,小麦10%,结晶麦芽5%,使用增湿粉碎法进行粉碎,使用对辊粉碎机,转速为160~ 180 r/min[3]。要求麦芽的皮壳破而不碎,粉碎效果粗细得当,既不影响原料浸出率,也不影响过滤速度。
1.3.2.2 糖化
料水比控制为1∶3.5(kg/L)左右,进行1.5 t的试验,采用单醪浸出糖化法,投料过程控制温度,开启搅拌使得水料混合均匀,投料结束时,测定pH,加人糖化助剂氯化钙300 g,生石膏150 g,使得pH在5.4~ 5.6范围内[4]。醪液温度在50 ℃,恒温保持15 min;升温至63 ℃,恒温保持60 min;升温至68 ℃,恒温保持30 min,此阶段结束后取麦汁进行碘试;升温至78 ℃,保温10 min,糖化结束。
1.3.2.3 麦汁过滤
麦汁转移至过滤槽前,先进行铺底,从过滤槽底部泵入78 ℃的热水至没过篦子板以排出滤板和槽底质检的空气,承托醪液。麦汁泵入过滤槽后,静置13 min形成过滤层,之后进行回流,直至麦汁开始澄清即进行过滤第一麦汁。过滤阀开始时开启较小,逐步开大,开启耕糟机耕糟,耕刀转速要慢,疏松滤层。第一麦汁过滤完后,进行洗糟,在洗糟过程中添加氯化钙200 g,生石膏100 g,洗糟两次,洗糟水温控制在76~78 ℃之间。
1.3.2.4 麦汁煮沸
将过滤完成的麦汁进行煮沸,分3次添加酒花,麦汁初沸时,添加哥伦布500 g;煮沸结束前15 min,添加彗星2 000 g;煮沸终了,添加彗星2 000 g,西姆科2 200 g。煮沸60 min,煮沸强度(麦汁蒸发量)控制在9%左右。
1.3.2.5 回旋沉淀及麦汁冷却
麦汁煮沸结束后,泵入回旋沉淀槽,静置20 min,将热凝固物与麦汁进行分离;将麦汁转移至发酵罐,冷却过程中对麦汁进行充氧,充氧量控制在8~10 mg/L,冷麦汁温度为18±0.5 ℃。
1.3.2.6 发酵
在酵母添加罐中使用无菌水将Londonale Ⅲ酵母进行活化,将活化好的酵母液与麦汁混匀打至发酵罐[5]。发酵罐满罐自然升温至19 ℃发酵,糖度降至4.5 °P时干投彗星和西姆科酒花并封罐,压力为0.1~0.12 MPa,封罐后控制温度在20 ℃,进行双乙酰还原。
1.3.2.7 酒花干投
在封罐时进行干投,即当糖度降到4.5~4 °P时,将彗星、摩西和西姆科按照比例进行干投,酒花总干投量为6 g/L。
1.3.2.8 降温冷贮
当测定的残余糖度连续3 d相同时。测定双乙酰含量,达到要求的含量即可将啤酒降温至0~1 ℃,压力保持在0.1~0.14 MPa,当压力较低时,从CIP中充入二氧化碳,啤酒冷贮至少7 d,即可进行灌装。
1.3.3 单因素优化试验
在单因素试验的基础上,以感官评分为主要评价指标,对比燕麦比例(5%,10%,15%,20%和25%)、酒花干投量(4.5,5.0,5.5,6.0和6.5 g/L)、发酵温度(16,18,20和22 ℃)对浑浊IPA啤酒品质和口味的影响[6]。
1.3.4 酿造工艺条件的响应面试验
在单因素试验的基础上,以感官评分(Y)为响应值,选取燕麦比例(A)、发酵温度(B)、酒花干投量(C)为自变量,设计三因素三水平的响应面试验[7],确定最佳的工艺条件。试验因素与水平见表1。
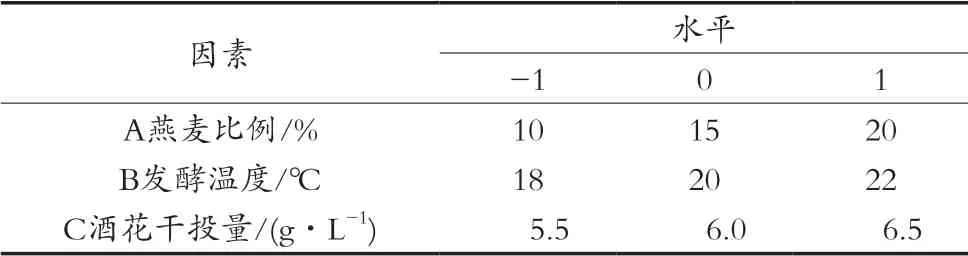
表1 利用Box-Behnken试验优化浑浊IPA啤酒发酵工艺的因素与水平
1.3.5 感官评价及理化检测方法
1.3.5.1 感官评价标准
在啤酒成熟以后,组成品评小组,分别从外观、泡沫、香气和口味3个方面进行品评打分,满分100分,取平均分。具体评分标准根据感官品评小组判定。
1.3.5.2 理化指标
双乙酰、色度、浊度、泡持性以及苦味值和总酸的测定参考GB/T 4927—2008《啤酒》中的方法[8];二氧化碳含量的测定使用二氧化碳测定仪检测;pH使用pH计直接测量。
2 结果分析
2.1 响应面试验结果
使用Design-Expert 8.0软件对结果进行处理,选取燕麦比例(A)、发酵温度(B)以及酒花干投量(C)3个因素,以感官评分(Y)为响应值,对酿造过程进行优化。试验的设计方案见表2。响应面试验结果方差分析见表3[9]。将所得试验数据利用Design- Expert 8.0软件对各因素进行多元回归拟合,得到二次多项回归方程:
Y=91.60+1.25A-0.50B+1.25C+1.50AB+2.00AC-1.50BC-4.80A2-1.80B2-3.80C2
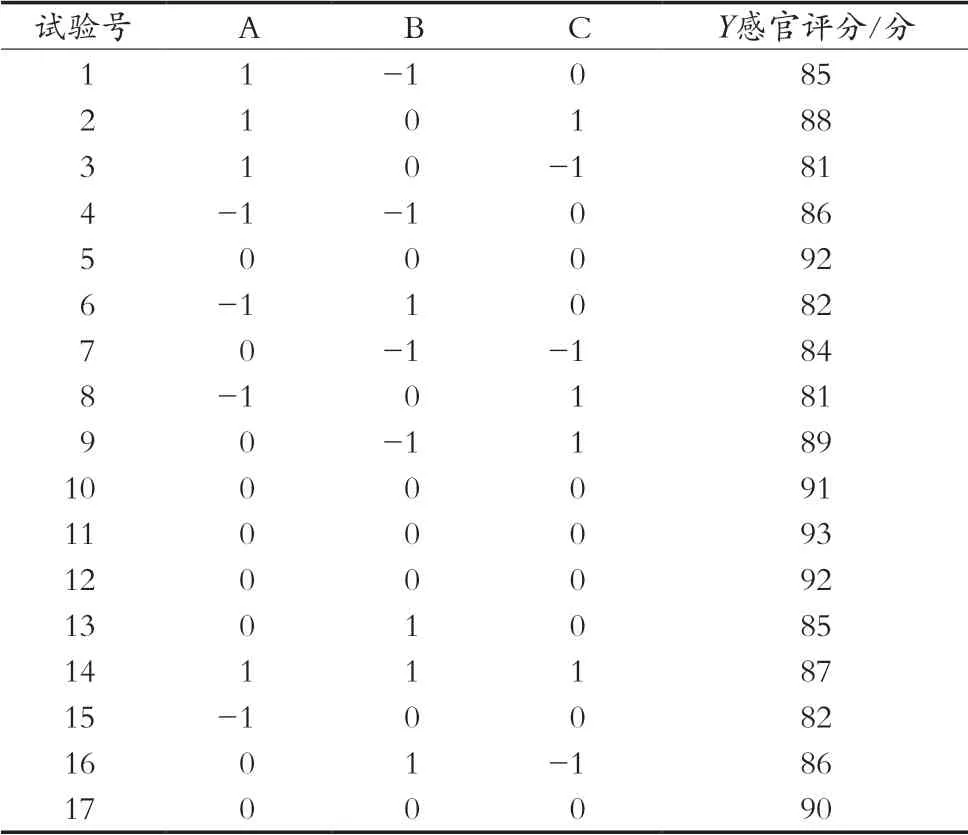
表2 利用Box-Behnken试验优化浑浊IPA酿造工艺的设计与结果
由表3可知,该回归线模型的p<0.000 1,说明回归模型的影响达到显著水平(p<0.01);失拟项p=0.853 7>0.05,表明失拟项不显著;3个因素的影响大小为C(酒花干投量)>A(燕麦比例)>B(发酵温度)[10];模型p<0.01,说明该模型极显著,失拟项p=0.853 7>0.05,表明模型失拟不显著。

表3 响应面试验结果方差分析
相关系数R2=0.975 7,接近于1,表明二次多项式方程能充分拟合试验数据,方程拟合度很好。响应值Y的变异系数CV=1.09%<5%,说明试验的精确度和重复性较高。校正相关系数R2Adj=0.94和预测相关系数R2pred=0.905很接近,表明所建立的模型可用于优化浑浊IPA啤酒发酵工艺条件的分析[11]。
采用Design-Expert 8.0软件根据回归方程绘制等高线和响应面图,如图1所示。由图1可知,发酵温度与酒花干投量交互作用及酒花干投量与麦芽比例交互作用显著,与表4中的交互项p值的分析结果一致[12]。
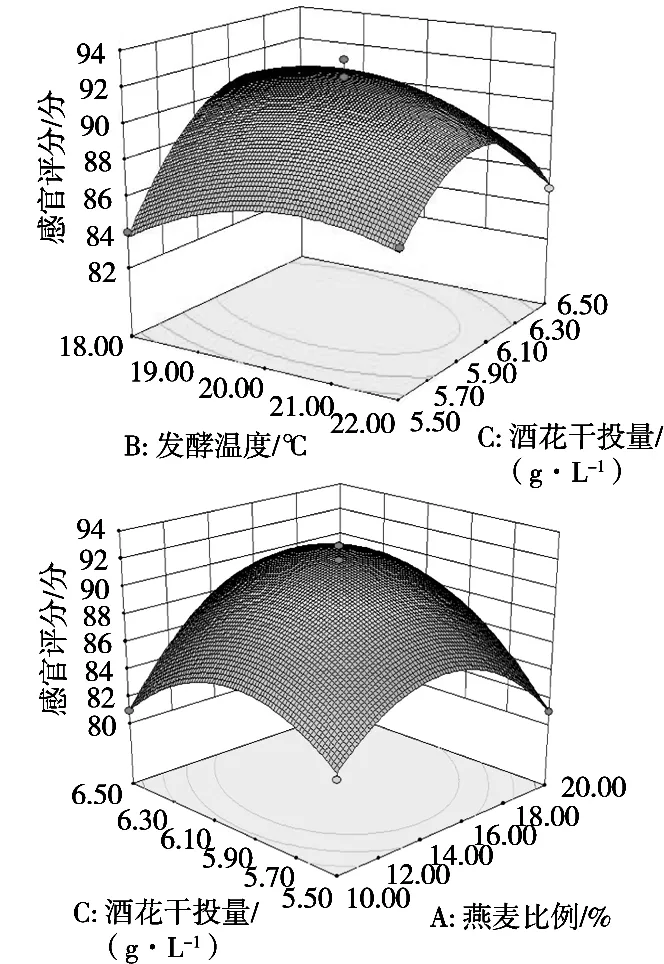
图1 发酵温度、燕麦比例、酒花干投量对浑浊IPA啤酒感官评分的影响的响应面及等高线
由此响应面的分析可知,浑浊IPA啤酒最佳酿造工艺条件为燕麦比例15.76%,发酵温度19.65 ℃,酒花干投量6.12 g/L,在此最优条件下,浑浊IPA啤酒的感官评分为91.888 7分。为了便于实际操作的可行性,将酿造工艺条件调整为发酵温度20 ℃,燕麦比例15.8%,酒花干投量为6.1 g/L,得到的啤酒感官评分均值为91.5分,与预测值接近,响应面法优化浑浊IPA啤酒酿造工艺条件所得结果是可行的[13]。
2.2 浑浊IPA啤酒检测分析结果
对优化后的浑浊IPA啤酒进行理化指标和卫生指标的检测分析[14]。结果表明,均符合国家相关标准,具体数值见表4。
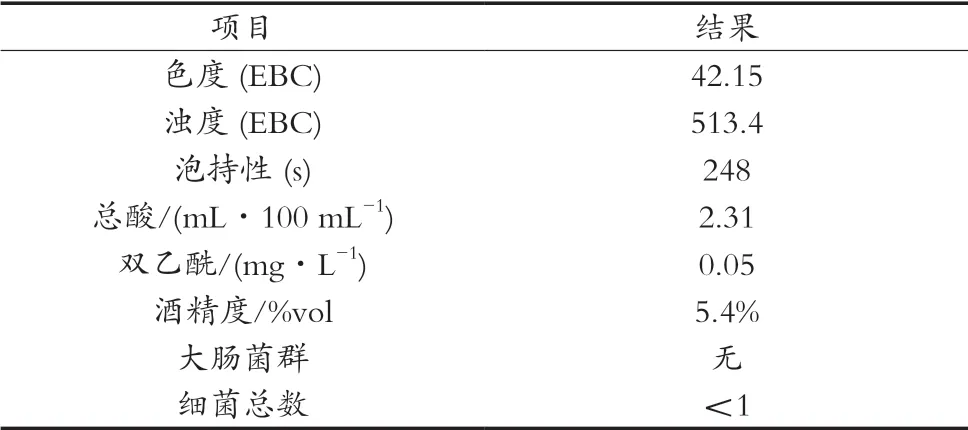
表4 浑浊IPA啤酒理化指标、卫生指标检测结果
所酿造的浑浊IPA颜色较浅,酒体浑浊,伴有柔和的麦芽特征,主宰风格的是水果酒花香气,以及新鲜度和浓郁度。带有许多热带水果风味,苦味值为中低度,酒体醇厚,泡沫细腻,挂杯持久,杀口力强。
3 结论
研究以加麦麦芽、燕麦片、小麦及酒花为主要原料,选用Londonale酵母,在发酵过程中进行酒花干投,酿制浑浊度较高的IPA,考察了发酵温度、燕麦比例以及酒花干投量对啤酒感官评分的影响。利用响应面分析法优化啤酒酿造工艺条件,得出了最佳工艺参数为发酵温度20 ℃,燕麦比例15%,与行业标准(15.8%)接近[15],酒花干投量为6.1 g/L,得到的啤酒感官评分均值为91.5分。这款浑浊IPA通过详细的研究,深入的分析,为浑浊IPA在中国的发展奠定了坚实的理论基础,具有重要的指导意义。
猜你喜欢
食品安全导刊(2022年35期)2023-01-15 13:22:00
云南化工(2021年6期)2021-12-21 07:31:04
食品工业科技(2021年24期)2021-12-16 05:39:06
趣味(作文与阅读)(2021年12期)2021-04-19 12:16:48
酒·饮料技术装备(2021年2期)2021-04-13 05:52:14
酒·饮料技术装备(2020年4期)2020-09-05 02:25:22
中国酿造(2019年1期)2019-02-14 02:24:06
特别健康(2018年3期)2018-07-20 00:24:54
商周刊(2017年10期)2017-08-23 13:30:41
中国酿造(2016年12期)2016-03-01 03:08:24
