铂钯精矿酸浸工序优化生产实践
2021-01-25 02:33房孟钊赵浩然
硫酸工业 2020年11期
房孟钊,方 准,赵浩然
(大冶有色金属有限责任公司/有色金属冶金与循环利用湖北省重点实验室,湖北黄石435002)
大冶有色金属有限责任公司冶炼厂稀贵车间以铜阳极泥为主要原料,综合回收其中的铜(Cu)、金(Au)、银(Ag)、铂(Pt)、钯(Pd)、硒(Se)、碲(Te)等有价金属,尤其是对碲的回收,一直以来受到冶炼厂的重点关注[1-3]。铂钯精矿是回收碲的主要原料,也是铜阳极泥处理过程的中间产物。铂钯精矿主要富集铂、钯、碲,同时还有少量的金。目前,碲的回收存在碲与贵金属铂、钯、金的分离不彻底、生产工艺过程较为复杂、直收率低、生产成本居高不下等问题,造成有价金属分散严重,损失较多。为此,冶炼厂加大科研攻关力度,集中技术人员针对碲的生产问题集思广益,经过长时间的探索与试验,通过对铂钯精矿酸浸工序优化,高效地从铂钯精矿中分离出碲与贵金属,提高了碲的直收率,同时降低了生产成本,取得了一定的成果。
1 碲回收工艺流程
稀贵车间采用硫酸浸取和三次还原工艺从铂钯精矿中回收碲,其工艺流程见图1。

图1 碲回收酸浸与还原工艺流程
硫酸浸取工序与一次还原工序完成碲与贵金属的分离,即贵金属富集到酸浸渣和一次还原渣中,送到精炼工序进行贵金属的分离与提纯;二次还原工序与三次还原工序得到富集碲的二次还原渣和三次还原渣,送至回收碲的精炼工序。整个工艺流程中,因为酸浸渣和一次还原渣中含有一部分碲很难回收,碲的损失较大且贵金属较为分散,还原剂亚硫酸钠消耗量大。
2 铂钯精矿酸浸工序优化试验
2.1 试验原料
铂钯精矿来自稀贵车间铜阳极泥处理过程生成的中间产物,其有价金属成分分析数据见表1。

表1 铂钯精矿有价金属成分分析数据
2.2 试验原理
硫酸浸取工艺以除去杂质为目的,将铂钯精矿在硫酸体系中加入工业盐进行氯化,将铋、钙等元素形成不溶性硫酸盐除去,贵金属一部分进入酸浸渣,一部分进入溶液后被亚硫酸钠还原富集。
盐酸浸取工艺以富集贵金属为目的,不需要再加入工业盐提供氯离子,将铂钯精矿在盐酸体系中浸出可溶物,使大部分单质态贵金属留在酸浸渣内,再分步富集其他元素。
铂钯精矿中碲以单质(Te)、TeO2、TeO3的形态存在。酸浸与还原过程中主要化学反应方程式为:
1)酸浸工序:


2.3 试验方法
按图1 所示的碲回收工艺流程,其他工艺条件不变,分别采用盐酸和硫酸浸取铂钯精矿,通过对铂钯精矿处理量、工艺与生产稳定性、外排液指标、有价金属分散情况、碲的直收率和生产成本等方面进行考察,确定酸浸的最佳工艺条件。
3 结果与讨论
3.1 硫酸与盐酸工艺的对比
通过生产试验从铂钯精矿处理量、生产稳定性、外排液的指标等三方面进行对比,确定最适合生产需求的工业酸种类。
3.1.1 铂钯精矿处理量
经过生产实践得出:铂钯精矿采用硫酸浸取工艺平均处理量为每批2 t,采用盐酸浸取工艺平均处理量为每批4 t,批次平均处理量翻倍。
3.1.2 生产稳定性
采用硫酸浸取工艺,铂钯精矿溶解率低,单次投料量少,溶液中贵金属含量相对低,一次还原工序操作难度大;同时为增加溶液中的氯离子浓度需加入大量工业盐,易形成结晶导致管道堵塞影响生产。
采用盐酸浸取工艺,单次投料量增加,非贵金属杂质和非金属杂质全部进入溶液,出渣率大幅降低,后续还原工序操作简单。该工艺反应时间短,盐酸的危害性较硫酸低,生产安全性高。
3.1.3 外排液指标
分别对硫酸浸取工艺和盐酸浸取工艺的外排液进行金、钯、铂和碲的含量分析,数据见表2。
由表2 见:上述2 种工艺外排液指标相差不大,金和钯的指标都比较理想,但铂和碲的波动较为明显,盐酸浸取工艺铂的指标要较优于硫酸浸取工艺。由此分析,外排液中铂和碲的含量波动应与原料有很大关系。

表2 不同浸取工艺外排液成分分析数据
3.1.4 有价金属的分散情况
在硫酸和盐酸酸浸体系里,分散情况变化较大的有价金属主要是铂和碲,其分散情况数据见表3~4。因为酸浸渣与一次还原渣是提取贵金属的主要原料,其中铂占铂钯精矿中含铂总质量的比例越高,越有利于后续的提纯;二次还原渣与三次还原渣是提取碲的主要原料,其中碲占铂钯精矿中含碲总质量的比例越高,越有利于后续工序碲的提纯。

表3 不同浸取工艺铂分散情况数据对比

表4 不同浸取工艺碲分散情况数据对比
由表3 与表4 计算可知:硫酸浸取工艺和盐酸浸取工艺酸浸渣与一次还原渣中铂的质量占比分别为62.89%和91.37%,说明盐酸浸取工艺铂的富集效果更好;硫酸浸取工艺和盐酸浸取工艺二次还原渣与三次还原渣中碲的质量占比分别为87.31%和88.32%,说明盐酸浸取工艺碲的富集效果更好。综合考虑,采用盐酸代替硫酸酸浸铂钯精矿的效果更好。
3.2 盐酸浸取工艺的改进
盐酸代替硫酸酸浸铂钯精矿,虽然贵金属得到了富集,但是需要酸浸工序与一次还原工序两步才能达到贵金属与碲的彻底分离,因此,继续对盐酸浸取工艺改进,实现酸浸工序一步分离贵金属与碲。3.2.1 盐酸浸出试验
称取136 g 干燥的铂钯精矿,液固质量比为4 ∶1(与生产工艺相同),加入440 g/L 的工业盐酸溶液浸取3.5 h。经测定,浸出液的电位为615 mV。测定浸出液中金、钯、铂和碲的质量浓度,结果见表5。
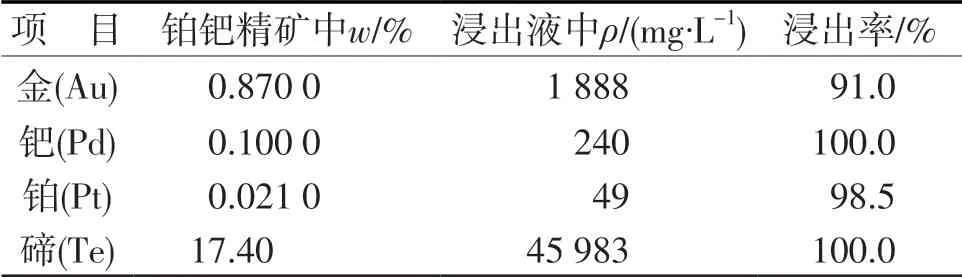
表5 酸浸试验分析结果
由表5 可见:金、钯、铂和碲的浸出率都大于90%。
因为贵金属金、钯和铂在铂钯精矿中大部分以单质形态存在,然而90%以上却在酸浸工序与碲一起进入溶液,不利于贵金属与碲的有效分离。单质金、钯和铂在酸浸过程中被氧化成离子形态进入溶液中,由此说明铂钯精矿具有一定的氧化性。为了降低酸浸工序溶液的氧化性,硫酸浸取工艺采用加入亚硫酸钠还原的方法,降低溶液的电位,将进入溶液的贵金属金、钯和铂还原沉淀到渣中,达到贵金属与碲分离的目的。但也有一部分进入溶液的碲同时被还原进入渣中,不利于碲的回收。因此,盐酸浸取工艺中采用碲生产过程中产生的碱浸渣、净化渣代替亚硫酸钠,降低酸浸工序的电位,一步达到贵金属金、钯、铂与碲的有效分离。
3.2.2 生产跟踪与试验
实际生产中,酸浸工序的原料不仅仅是铂钯精矿,生产流程中产生的碱浸渣、净化渣(具有还原性)等中间物料,也随铂钯精矿一同进入酸浸工序。碱浸渣、净化渣的主要成分为单质碲,能够还原酸浸出液中的贵金属。
对5 批次不同投料情况的盐酸浸取过程进行跟踪,投料情况见表6,相应投料批次的浸出液和一次还原液分析结果见表7。
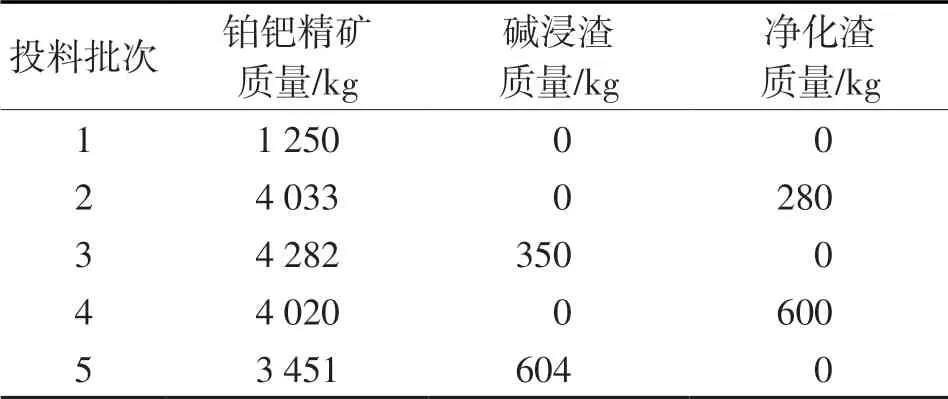
表6 盐酸浸取工艺投料情况
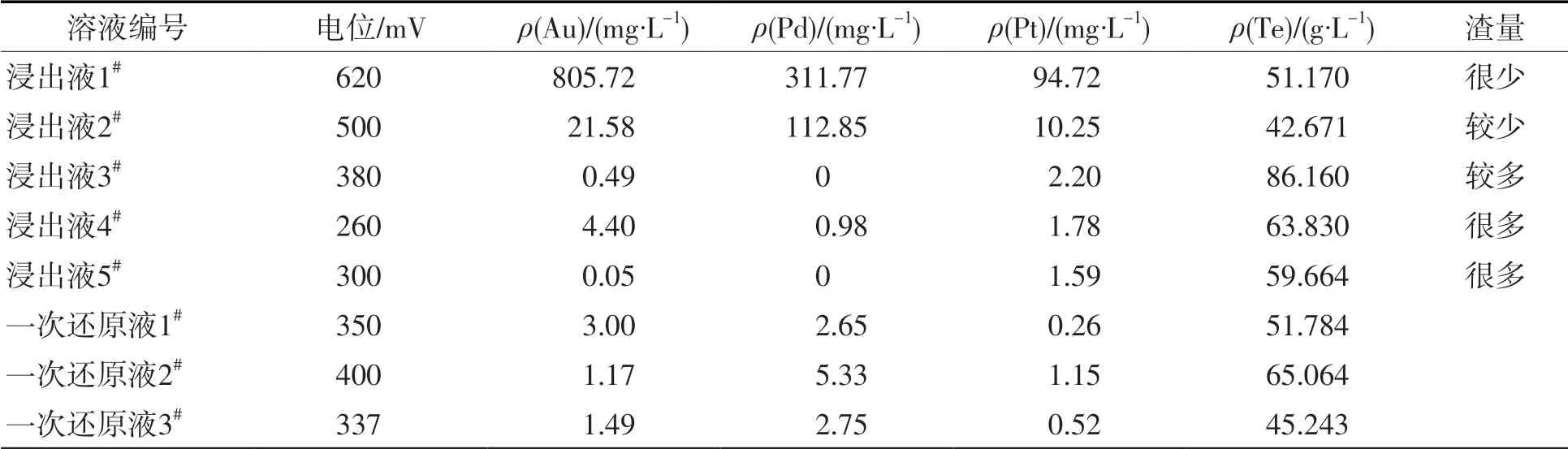
表7 浸出液和一次还原液分析结果
由表6 和表7 可见:随着碱浸渣或净化渣添加量的增多,盐酸浸出液的电位明显降低,金、钯和铂的质量浓度也明显降低;当碱浸渣添加量为350 kg 时,酸浸液的电位值380 mV,金、钯、铂含量与实际生产上的一次还原液接近,甚至更低,说明在实际生产过程中不必再添加亚硫酸钠进行一次还原;继续增大碱浸渣或净化渣添加量,盐酸浸出液的电位值进一步降低,但渣量明显增大。
测定第1 批次和第3 批次的酸浸渣中金、钯、铂和碲的质量分数,结果见表8。

表8 酸浸渣成分分析数据
由表8 可见:向铂钯精矿中添加350 kg 碱浸渣,用盐酸浸取后,酸浸渣中的碲含量明显增加,达到甚至超过一次还原渣的碲含量。酸浸渣中碲越多,说明被还原沉淀的碲越多,不利于后续碲的富集。由此推断,若继续增加碱浸渣的添加量,再加入亚硫酸钠做一次还原,碲的损失将继续增大,直收率将进一步降低。
为了验证一次还原工序投加亚硫酸钠回收贵金属时是否会导致大量的碲被同时还原进入还原渣,按照实际生产要求,对第1 批次投料的一次还原工序添加375 kg 亚硫酸钠回收贵金属,测定一次还原前后溶液中金、钯、铂和碲的质量浓度,分析结果见表9。

表9 一次还原前后溶液中金、钯、铂和碲的质量浓度
由表9 可见:虽然酸浸液中的金、钯和铂被还原得较彻底,但是也有17.5%的碲被还原进入还原渣,溶液中的碲浓度由48.5 g/L 降至40.0 g/L,导致碲直收率显著降低,不利于后续碲的富集。
由表6~9 可知:用盐酸代替硫酸酸浸投料时,1.25 t 铂钯精矿附带添加一部分碱浸渣(或净化渣),控制电位380 mV 以下,贵金属将完全进入酸浸渣中,可以省去一次还原工序,减少亚硫酸钠用量375 kg,碲的直收率可提高17.5%。
3.2.3 优化后的工艺流程
通过生产实践证明:采用盐酸代替硫酸浸取铂钯精矿,利用电位控制可一步完成贵金属与碲的高效分离。优化后的碲回收酸浸与还原工艺流程见图2。
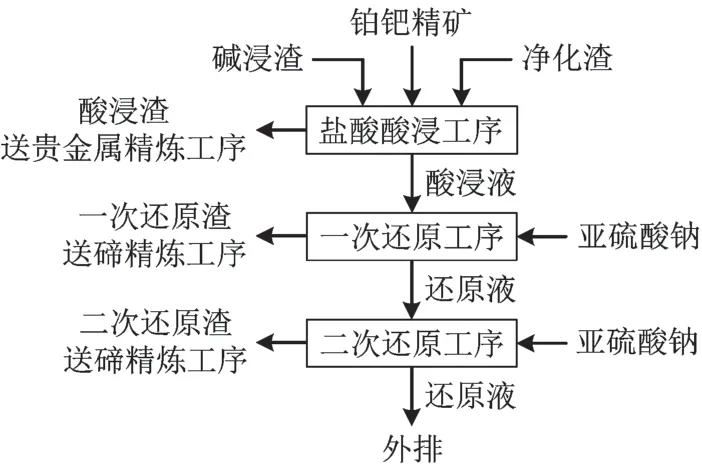
图2 优化后碲回收酸浸与还原工艺流程
3.3 生产成本与经济效益估算
3.3.1 生产成本
2018 年1—7 月采用硫酸浸取工艺,铂钯精矿处理成本为4 985 元/t;2018 年10 月采用盐酸浸取工艺,铂钯精矿处理成本为7 312 元/t。盐酸浸取铂钯精矿相较于硫酸,成本增加了2 327 元/t。
3.3.2 经济效益估算
铂钯精矿处理量按400 t/a,w(Pt) 按0.02%,w(Te) 按15%,酸浸渣与一次还原渣总质量占铂钯精矿的比例按50%,二次还原渣与三次还原渣占铂钯精矿的比例按50%,铂的单价按25.6 万元/kg,碲的单价按68 万元/t 计,假设两种酸浸方式的后续工艺相同,铂回收率按80%计,碲回收率按85%计,硫酸浸取和盐酸浸取工艺的生产成本和利润计算如下:
1)硫酸浸取工艺:
含铂总质量:400 × 50% × 200 × 62.89% ÷1 000=25.16 kg。
回收铂利润:25.16×80%×25.6=515.28 万元。
二次还原渣+ 三次还原渣含碲总质量:400×50%×15%×87.31%=26.19 t。
回收碲利润:26.19×85%×68=1 513.78 万元。
生产成本:400×4 985=199.40 万元。
2)盐酸浸取工艺:
酸浸渣+一次还原渣含铂总质量:400×50%×200×91.37%÷1 000=36.55 kg。
回收铂利润:36.55×80%×25.6=748.54 万元。
二次还原渣+三次还原渣含碲总质量:400×50%×15%×88.32%=26.50 t。
回收碲利润:26.50×85%×68=1 531.70 万元。
生产成本:400×7 312=292.50 万元。
将上述数据统计汇总于表10。

表10 不同浸取工艺利润对比
由表10 计算可知:采用盐酸代替硫酸浸取铂钯精矿,其余工序完全相同的条件下,每年可增加利润158.08 万元。
4 结语
通过生产试验,采用硫酸和盐酸浸取分别从铂钯精矿处理量、生产稳定性、外排液的指标等三方面进行对比,确定盐酸相较于硫酸更加适合实际生产需求。采用盐酸浸取工艺,单次投料量增加,出渣率大幅降低,且铂的富集效果更好,对碲的富集效果略好于硫酸浸取。酸浸工序铂钯精矿投料时,添加少量碱浸渣或净化渣,控制电位380 mV 以下,贵金属将完全进入酸浸渣中,可以省去一次还原工序,1.25 t 铂钯精矿处理可减少亚硫酸钠用量375 kg,碲的直收率可提高17.5%。盐酸浸取铂钯精矿相较于硫酸,成本增加了2 327 元/t,但由于铂和碲回收率的提高,每年可增加利润158.08 万元,经济效益明显。
猜你喜欢
氯碱工业(2022年8期)2022-11-10
钻采工艺(2022年4期)2022-10-21
中国新技术新产品(2022年13期)2022-10-09
玻璃(2022年1期)2022-02-23
能源与环境(2021年3期)2021-07-19
水泵技术(2021年4期)2021-01-22
化工管理(2020年14期)2020-06-15
新课程(下)(2018年4期)2018-03-26
科技创新与应用(2017年25期)2017-09-09
计算机系统应用(2017年5期)2017-06-07