热铆球头失效分析研究
2021-01-22 02:05:34叶青亮朱玲斌
传动技术 2020年4期
朱 浩 叶青亮 朱玲斌
(上海汽车集团股份有限公司乘用车公司,上海 201804)
0 引言
汽车尾门或后备箱开启时,尾门气弹簧支座需要承受纵向力和侧向力的冲击,这就要求气弹簧支座具有较高的强度的同时也要有很好的韧性[1-2]。尾门气弹簧支座由球头和安装支座通过热铆接连接,对可靠性要求极高,目前此类零件失效的案例较为少见[3]。尾门气弹簧安装支座采用比较常见的汽车结构钢QStE420TM冲压而成,球头采用45号钢,整个零件的生产工艺流程为安装支座与球头通过热铆接固定在一起,随后零件酸洗、镀锌,最后电泳。本次失效主要是尾门气弹簧支座在装车过程中,热铆接球头在受到侧向力冲击时,在球头根部发生断裂,严重影响了装车的进度。因此,找到球头失效的原因,防止此类事件再次发生,保证装车进度及车辆和人员的安全,具有极其重要的意义[4-6]。
本文针对失效球头的外观及断口进行宏微观观察,并对材料的金相组织,硬度、化学成分及热铆区的金相组织、硬度进行检查和分析,确定球头开裂的失效性质[7],对其失效原因进行分析,还原整个失效过程,并提出建议,为避免此类失效的再次发生提供借鉴作用。
1 零件检测与分析
1.1 宏观观察
图1为尾门气弹簧支座断裂失效零件的外观形貌,热铆接球头在球头根部发生了完全断裂,断口无明显的塑性变形,断口较粗糙,断口边缘区域已产生明显的锈迹,可初步判定整个断口出现了二次开裂,首先开裂区域为红色虚线部位,且保留了一段时间,所以出现明显锈迹,随后发生二次开裂,为白色明亮区域,宏观形貌类似脆性断裂,形成具有金属光泽的小刻面,如图2所示。

图1 尾门气弹簧支座失效件外观形貌
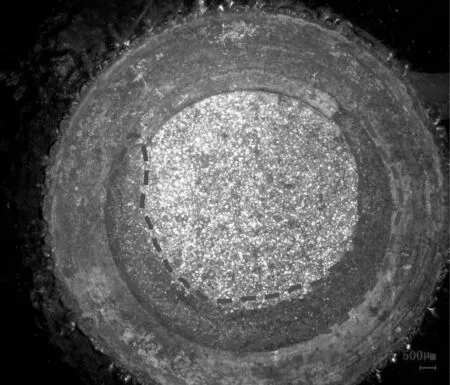
图2 断口整体形貌
1.2 断口观察
用酒精超声波仔细清洗断口后,在扫描电镜下仔细观察断口的微观形貌,观察结果如图3a所示,断口源区形貌特征为沿晶+穿晶(图3b和图3c),白色明亮区域形貌特征为沿晶(图3d),且在断裂面上未发现明显的杂质。正常批产件在铆接区域的过载断口形貌特征主要为:准解理(图3e)。
1.3 金相组织及硬度检测
对失效件球头和正常件球头横截面进行金相组织检查和硬度检查。宏观形貌及检查位置见图4,菱形黑色标记点(A、B)为金相检查位置,圆形黑色标记点(1~5)为硬度测试位置。
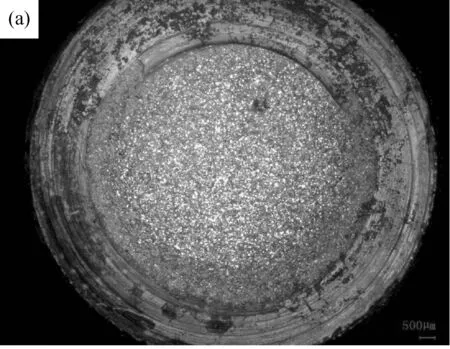
图3 断口及正常件微观形貌特征

图4 失效件和正常件横截面金相试样
图5为失效件和正常件横截面金相组织形貌。失效件A区为板条状马氏体组织(图5a),B区为铁素体+片层状珠光体(图5b);正常件A区为回火索氏体(图5c),B区为铁素体+片层状珠光体(图5d)。可见失效位置由于热处理工艺异常,组织发生了明显的变化,疑似失效件整体水淬所造成的。
对失效件和正常件进行显微维氏硬度对比分析,结果见表1,可见失效件断裂区域的硬度值远远高于正常件,而两者基体区域的硬度值较为相近。
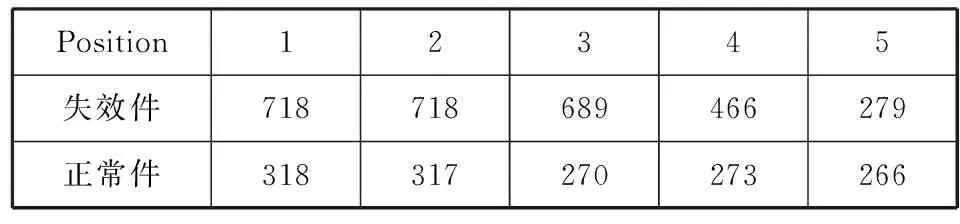
表1 硬度测试结果(HV1)
1.4 化学成分分析
对失效的球头取样进行化学成分检测,检测结果见表2,各元素含量均符合标准GB/T 699-2015对45号钢的要求。

表2 化学成分分析结果(质量分数/%)
2 分析与讨论
2.1 铆接工艺的影响
在球头热铆接过程中铆接温度的控制及热铆后的冷却方式是非常重要的,可以认为是一种锻造的热加工。热铆接过程中可分成三个重要阶段:球头加热阶段、保温阶段、冷却阶段。铆接温度及冷却速率直接影响到铆接后球头铆接区域的抗侧向力,提高加热温度,降低冷却速率相对提高抗侧向力的能力。由于球头材料的限制,加热后球头的组织性能会发生较大的变化,加热温度不能过高,否则金属组织会产生粗大晶粒,甚至发生过热、过烧现象,空冷后出现粗大的魏氏体组织。温度也不能过低,否则会产生大量残余应力,破坏钢的机械性能,最终在球头热铆挤压过程中发生破裂。冷却速率不宜过快,否则会出现大量的马氏体组织,导致热铆后球头无法承受较大的侧向力。
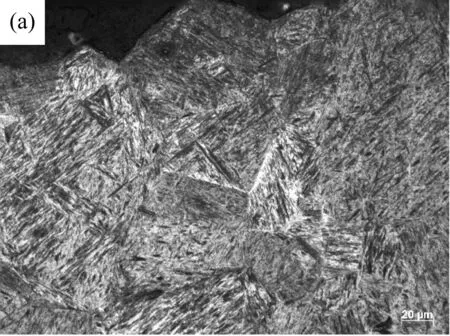
图5 失效件和正常件横截面金相组织
2.2 失效模拟分析
球头热铆接工艺涉及很多工艺特点,气弹簧球座装车断裂失效需要通过理论分析和试验来验证球头铆接部位是否合格。在铆接温度和保温时间不变的情况下,控制冷却速率来验证是否会由于异常原因快冷而导致热铆区出现硬脆相,从而降低抗侧向力的能力。将刚热铆后的球头快速置入水中,再对水淬后的球头侧向敲击,球头在热铆区发生断裂,用扫描电镜观察断口边缘的形貌特征,发现与失效件比较接近,断裂形貌为沿晶+穿晶(图6a),热铆区的横截面金相组织为板条状马氏体(图6b),硬度值(HV1)为711。
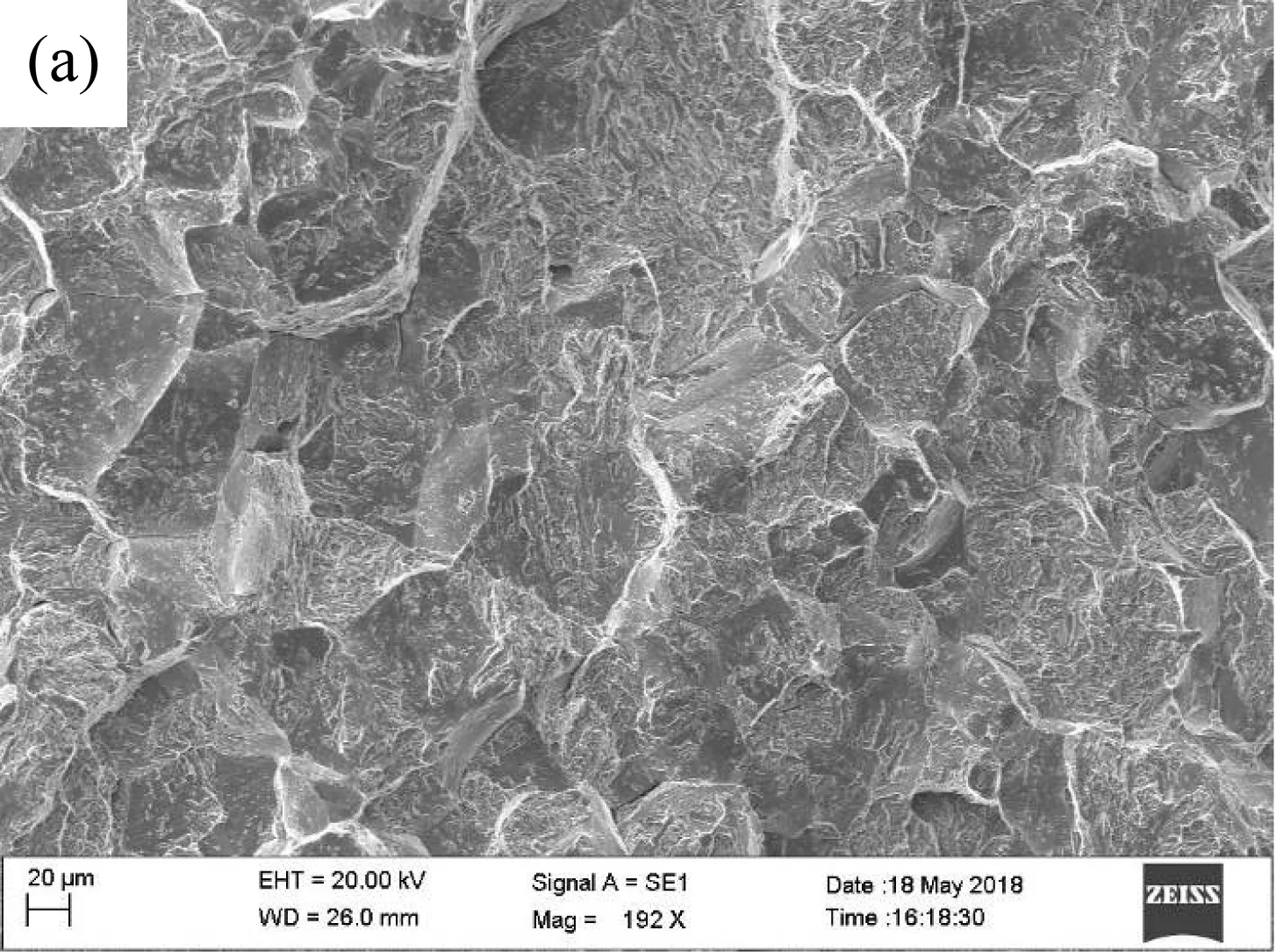
图6 水淬件的断口形貌及热铆区金相组织
2.3 断裂原因分析
失效件的热铆球头断裂模式为脆性断裂,造成脆性断裂的原因可从材质与受力两方面相结合分析[8-9]。检测结果表明,球头材料化学成分合格。球头热铆后空冷,热铆区组织为回火索氏体,但失效件热铆区金相组织为板条状马氏体,马氏体组织具有高强度和高硬度的特点,但同时缺乏韧性。当零件受到较大的侧向力冲击载荷时,硬脆相马氏体成为应力集中点,在变形过程中马氏体发生破碎,所以断口形貌呈现脆性解理特征,而导致出现马氏体的原因主要是由于热铆后异常的快速冷却。建议对球头热铆接工艺过程进行加强管理,确保严格按照工艺标准执行,特别是热铆后零件需妥善放置,避免接触可引起零件快速冷却的介质,例如水或油等。
3 总结
1) 失效球头热铆接后,异常原因快冷淬火导致热铆区硬度过高而发生脆性断裂;
2) 失效件热铆球头断貌特征为沿晶+穿晶,热铆区组织为板条状马氏体,硬度值最高为718;
3) 建议对球头热铆接工艺过程进行检查,确保严格按照工艺标准执行,避免出现热铆后零件快速冷却的现象发生。
猜你喜欢
汽车维护与修理(2022年3期)2022-08-02 07:40:34
汽车实用技术(2022年10期)2022-06-09 11:16:26
工程技术与管理(2021年13期)2021-08-23 01:17:10
科学与信息化(2021年20期)2021-08-05 02:59:40
计量学报(2020年7期)2020-08-07 02:55:36
汽车实用技术(2019年7期)2019-04-18 07:55:52
凿岩机械气动工具(2017年3期)2017-11-22 07:21:43
电气化铁道(2016年2期)2016-05-17 03:42:34
专用汽车(2015年4期)2015-03-01 04:10:08
汽车科技(2015年1期)2015-02-28 12:14:51