轴类零件的圆跳动检测装置设计
2021-01-10 12:13张琰
内燃机与配件 2021年24期
关键词:准确性
张琰

摘要:本文设计了一种轴类零件的圆跳动检测装置,其通过驱动机构带动轴类零件转动,利用激光测距传感器测量零件表面距离变化并将数据输出显示在显示模块上,从而得到该位置的圆跳动数值。通过该检测装置,避免了挠性形变产生的干扰,提高了轴类零件轴向定位的准确性;方便获取多个数据,进一步提高了圆跳动检测的准确性。
Abstract: In this paper, we design a kind of device for measuring the circular run-out of shaft parts. The device drives shaft parts to rotate by driving mechanism, measures the change of surface distance of shaft parts with laser range finder, and displays the data output on the display module, the circular runout value of the position is obtained. By using the device, the interference of flexible deformation is avoided, the accuracy of axial orientation of shaft parts is improved, and the accuracy of circular runout detection is further improved.
关键词:轴类零件;圆跳动;检测装置;准确性
Key words: shaft parts;circular runout;detection device;accuracy
中图分类号:TG8 文献标识码:A 文章编号:1674-957X(2021)24-0100-03
0 引言
轴类零件是机械制造中常见的生产零件之一,在生产成型后需要对其各种参数进行测量与检验,以判断是否满足生产要求,其中圆周表面的圆跳动公差是常规又重要的一项检测项参数。如果圆度不满足要求时,不仅装配困难,而且会造成偏心度大,在离心力作用下造成设备的振动加剧,增加磨损和噪声,降低零件的使用寿命,影响设备的整体功能,甚至出现安全事故。目前,一般检测装置在检测圆跳动公差时,测量头无法移动,导致被测量的某些部位会被遗漏;现有方式往往采用轴横置的方式,其挠性形变对圆度影响较大,导致测量数据不准确。为解决上述问题,本文提出了一种轴类零件圆跳动检测装置的设计方案。
1 轴类零件圆跳动误差测量的现状
1.1 圆跳动误差的概念
跳动误差是按测量方式规定的位置误差项目,主要用于回转表面误差控制,而圆跳动误差是指被测实际要素绕基准轴线无轴向移动地回转一周时,指示表在给定方向上测得的最大读数与最小读数之差,取各测量面上圆跳动的最大值作为被测表面的圆跳动误差。
1.2 圆跳动误差的测量仪器及测量方法
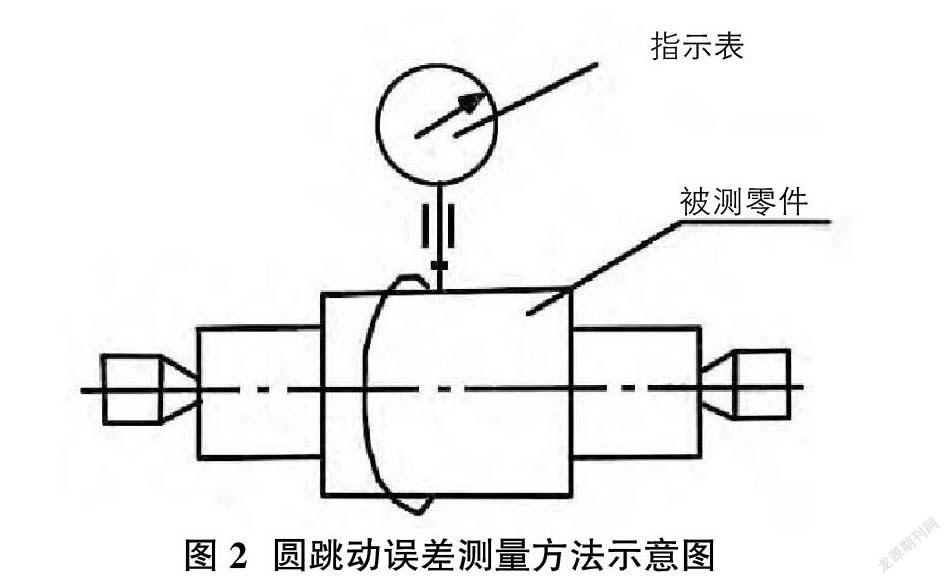
目前常用的测量仪器包括偏摆仪(百分表或千分表)、测量表架、指示表,如图1所示。
测量方法是调整偏摆仪两端顶尖同轴,以两顶尖的轴线模拟公共基准,调整被测工件对顶尖无轴向移動且能转动自如,采用跳动原则,记录指示表读数,确定跳动量。如图2所示,在检测过程中,先用偏摆仪将被测工件两端顶住,再用测量表架将指示表固定在被测圆柱面上,将指示表压缩2-3圈,将被测工件回转一周,读出指示表的最大变动量。然后测量圆柱面的其它若干个截面对应的跳动量,取各截面上测得跳动量最大值作为该工件的径向圆跳动误差。
1.3 测量时出现的问题
通过多次测量才能判断出跳动量的最大值和最小值,人工读取数值也会产生误差;要使被测轴类零件回转一周,靠人为旋转两个顶尖夹持的工件或是通过三个圆柱滚轮挤压旋转的方式进行,不仅增加了测量的工作强度,而且存在动力输入不稳定的问题,也会对最终的测量结果造成较大的人为误差;人工处理数据的过程较繁琐,测量效率也会降低。
2 轴类零件圆跳动检测装置的总体设计及其主要功用
为了克服以上现有测量技术的缺陷,现提出一种轴类零件圆跳动检测装置的设计。检测装置的总体设计主要包括:驱动机构、固定机构、夹持机构和测量装置的
设计。
①驱动机构:通过电动机、减速装置、齿轮传动等,带动被测轴类零件的旋转运动。
②固定机构:用来固定被测轴类零件,主要有螺套、环套、连杆、压板等组成。
③夹持机构:用来夹紧被测轴类零件,主要有螺套、环套、连杆、压杆、滚轮等组成。
④测量装置:通过激光测距传感器测量被测轴类零件表面的距离变化,并将数据输出显示在显示模块上,从而得到该位置的圆跳动数值。其中,激光测距传感器与控制显示装置中的显示模块相连,电机与控制显示装置中的控制模块相连。
3 轴类零件圆跳动检测装置的工作原理
首先利用固定机构和夹持机构,实现被测轴类零件的定位及夹紧;其次通过驱动机构,带动被测轴类零件转动;利用装在导向套筒的侧壁上沿径向方向固定的多个激光测距传感器进行测量,最后得到圆跳动误差数值。
4 轴类零件圆跳动检测装置的结构设计
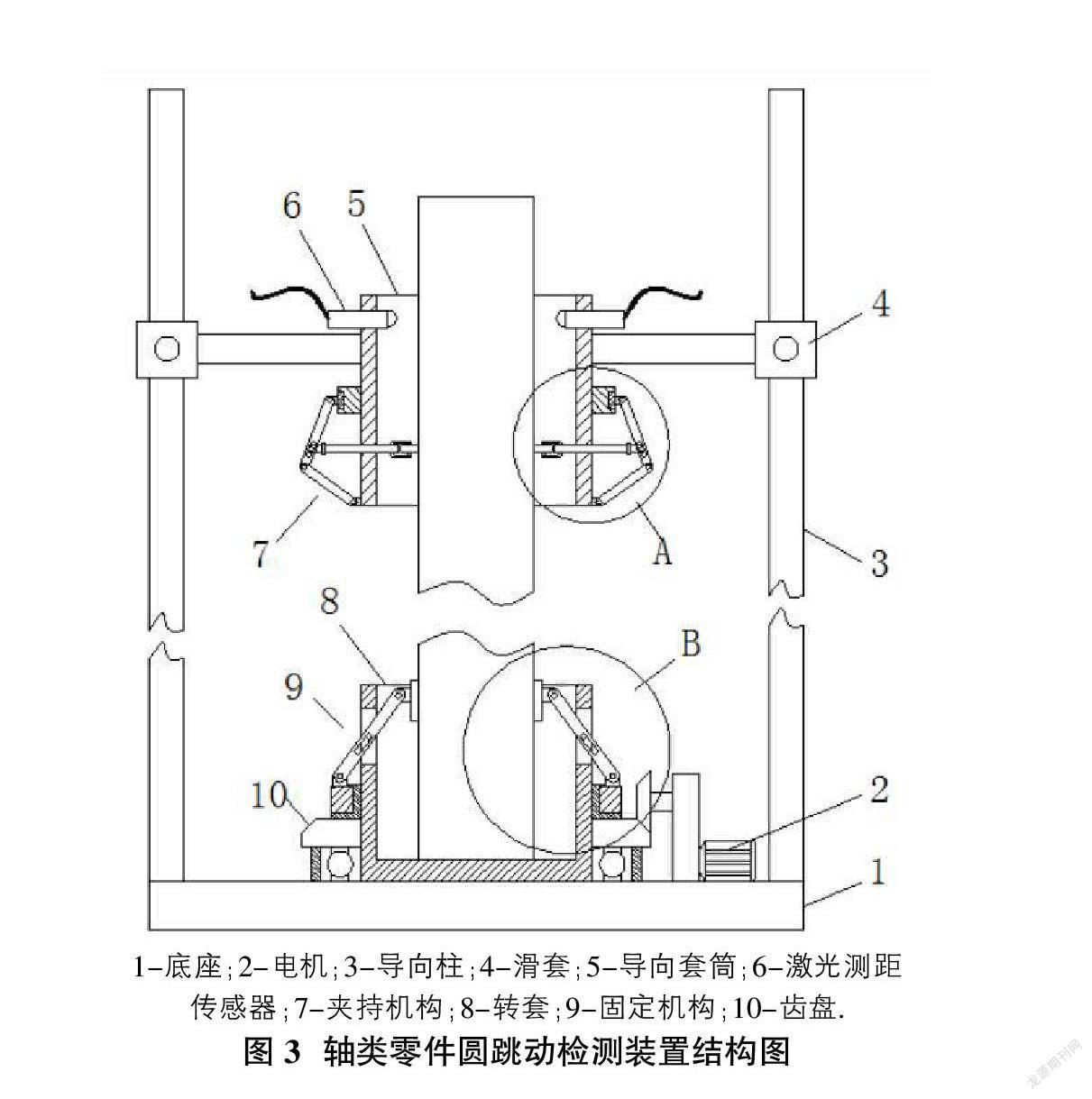
如图3所示,该轴类零件圆跳动检测装置的结构设计主要包括:底座1,底座1中部通过轴承定轴转动连接中心轴线垂直向上的转套8,转套8外侧壁中部固定有齿盘10,且齿盘10连接驱动机构,驱动机构包括电机2,且电机2的输出轴通过减速装置和齿轮啮合连接齿盘10,转套8上设置有用来固定轴类零件的固定机构9,转套8的两侧且位于底座1上固定有两个相互平行并垂直向上的导向柱3,导向柱3上滑动连接有导向套筒5,导向套筒5的外侧壁通过两个横撑杆固定有两个滑套4,并通过滑套4滑动连接在导向杆3上,滑套4上设置有用来固定在滑套4的紧固销,导向套筒5与转套8共用中心轴线,导向套筒5的侧壁上沿径向方向固定有多个激光测距传感器6,激光测距传感器6与控制显示装置中的显示模块相连,电机2与控制显示装置中的控制模块相连,导向套筒5上设置有用来夹紧轴类零件的夹持机构7。
驱动机构包括电机2,且电机2的输出轴通过减速装置和齿轮啮合连接齿盘10。
测量装置包括导向套筒5的外侧壁通过两个横撑杆固定有两个滑套4,并通过滑套4滑动连接在导向柱3上,滑套4上设置有用来固定在滑套4的紧固销。激光测距传感器6与控制显示装置中的显示模块相连,电机2与控制显示装置中的控制模块相连。
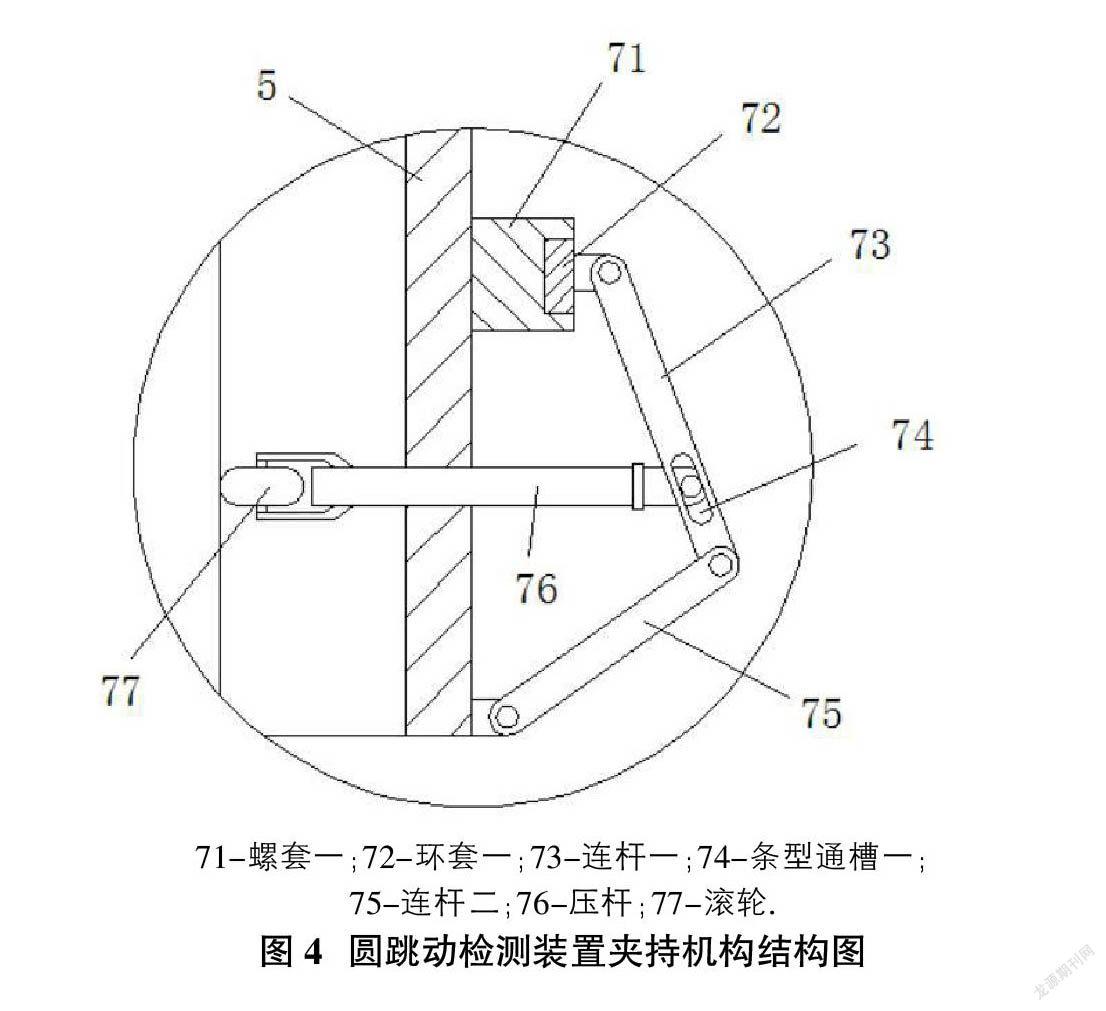
其中,图3中的A、B分别为检测装置的夹持机构、固定机构,具体结构设计如图4、图5所示。
夹持机构包括螺纹连接在导向套筒外侧壁上螺套一71,螺套一71上滑动套接有环套一72,环套一72上沿圆周走向等间隔铰接连接有多个连杆一73,连杆一73的中部通过条形通槽一74和销杆铰接连接压杆76,压杆76沿导向套筒的径向方向滑动穿过导向套筒的侧壁并且位于导向套筒内部的一端铰接连接有滚轮77,滚轮77的中轴线与导向套筒的中轴线互相平行,导向套筒的下端外侧壁上通过销轴铰接连接有与连接杆一对应的连杆二,连杆二与连杆一通过销轴铰接连接,且连杆二与连杆一呈V字形,并且开口朝向导向套筒。
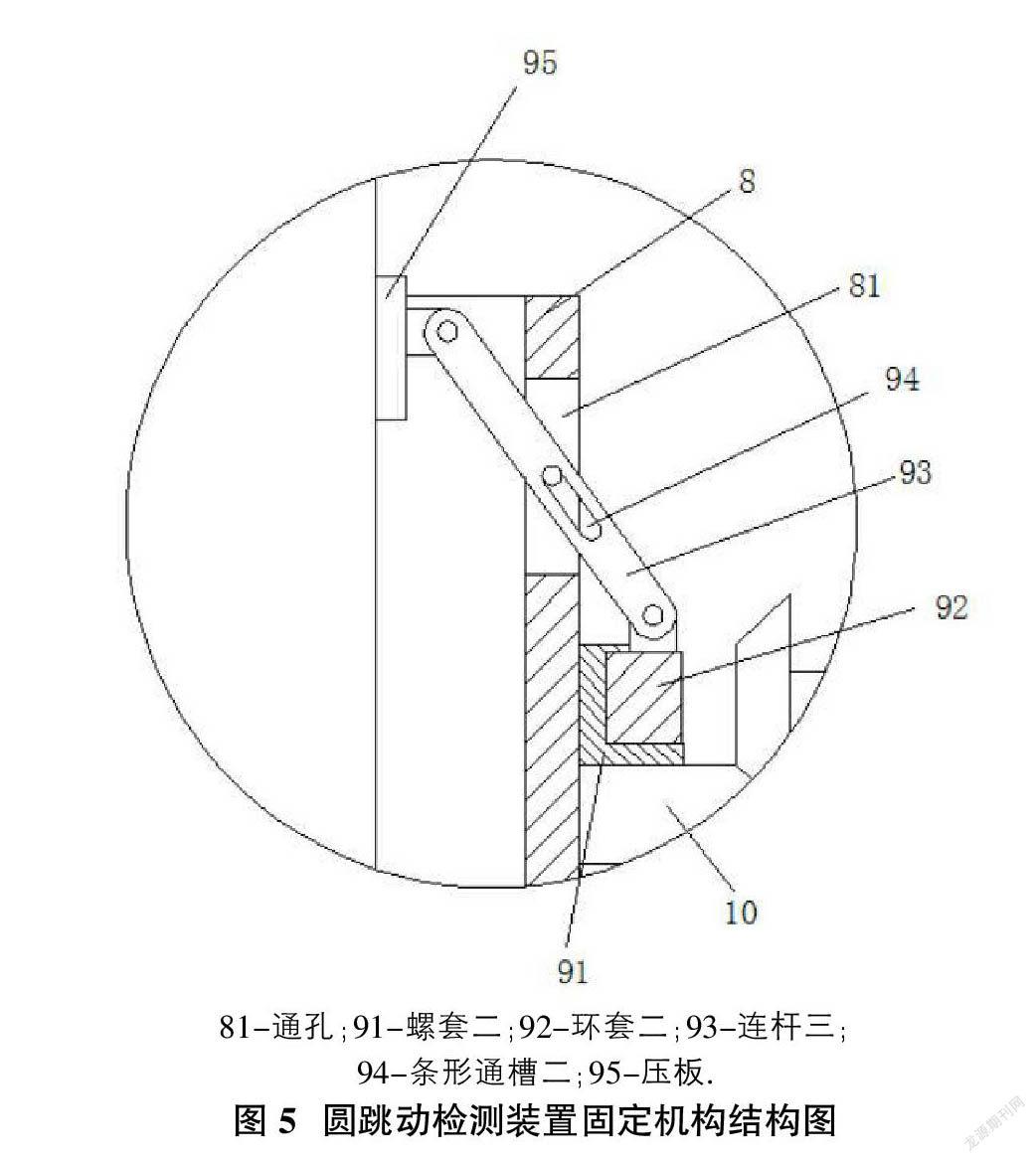
固定机构包括螺纹连接在转套外侧壁上的螺套二91,螺套二91上滑动套接有环套二92,环套二92上沿圆周走向等间隔铰接连接有多个连杆三93,连杆三93的中部通过条形通槽二94和销杆铰接连接在转套侧壁上的通孔81内,并且连杆三93指向转套内部的一端通过销轴铰接连接压板95。
5 轴类零件圆跳动检测装置的测量步骤
①将需要检测的轴类零件呈竖直状从插在导向套筒5和转套8内部。
②正向或反向转动螺套二91使得螺套二91带动环套二92沿转套8轴线方向向上移动,环套二92的上移使得连杆三93绕通孔81内部的销杆旋转,连杆三93旋转的同时沿条形通槽二94向转套8内部推动压板95挤紧轴类零件。
③旋松滑套4上的紧固销,根据检测位置调节导向套筒5在导向柱3上的高度位置,使得激光测距传感器6对准需要检测的位置高度,然后旋紧滑套4上的紧固销,使得滑套4相对导向柱3不能移动。
④正向或反向转动螺套一71使得螺套一71带动环套一72沿导向套筒5轴线方向向上移动,环套一72的上移使得连杆一73和连杆二75的夾角变大,从而推动压杆76向导向套筒5内部移动,并使得滚轮77抵扣在轴类零件的表面,并且滚轮77与轴类表面可滚动。
⑤启动电机2,电机2通过减速装置和齿轮带动齿盘10转动,同时同步带动转套8转动,转套8带动轴类零件转动,激光测距传感器6测量到轴类零件表面的距离变化,从而并将数据输出显示在显示模块上,从而得到该位置的圆跳动数值,并与标准值比对,若处于允许的误差范围内则该轴类零件的圆跳动公差合格,反之,则不合格。
⑥需要改变检测位置时,停止电机2工作,正向或反向转动螺套一71使得螺套一71带动环套一72沿导向套筒5轴线方向向下移动,环套一72的上移使得连杆一73和连杆二75的夹角变小,从而推动压杆76向导向套筒5外部移动,并使得滚轮77远离在轴类零件的表面,按照步骤三操作调节位置,并继续步骤四和步骤五,即可得到多组检测数据。
⑦检测结束后,停止电机2工作,正向或反向转动螺套一71使得螺套一71带动环套一72沿导向套筒5轴线方向向下移动,环套一72的上移使得连杆一73和连杆二75的夹角变小,从而推动压杆76向导向套筒5外部移动,并使得滚轮77远离在轴类零件的表面,然后正向或反向转动螺套二91使得螺套二91带动环套二92沿转套8轴线方向向下移动,环套二92的上移使得连杆三93绕通孔81内部的销杆反向旋转,连杆三93旋转的同时沿条形通槽二94向转套8内部推动压板95远离轴类零件,取下轴类零件即可。
6 结语
与现有技术相比,本次设计的轴类零件圆跳动检测装置达到的效果是:
①采用了竖向测量轴类零件的圆跳动公差,避免挠性形变产生的干扰,提高数据的准确性;
②导线套筒可在导向柱上移动,方便获取多个数据,对轴类零件的检测更加全面,提高检测数据的丰富性;
③转套上的固定机构对轴类零件进行固定,提高轴类零件的轴向定位准确性;
④导向套筒上的夹持机构对轴向零件进行夹持并使得轴类零件能够定轴转动,进一步提高检测数据的准确性,降低检测难度,从而提高检测效率,有利于批量化生产检测;
⑤利用激光测距传感器自动测量圆跳动数值并将数据输出,无需人工读取圆跳动最大和最小的变动量数值,减少了由于读数产生的误差。
参考文献:
[1]薛岩主编.机械加工精度测量及质量控制[M].化学工业出版社,2020.
[2]卢志珍主编.机械测量技术[M].机械工业出版社,2016.
[3]闻邦椿主编.机械设计手册[M].机械工业出版社,2018.
[4]庄佃霞主编.公差配合与测量技术[M].机械工业出版社,2020.
[5]李坤淑主编.公差配合与测量技术[M].机械工业出版社,2019.
[6]邓方贞主编.机械测量技术[M].人民邮电出版社,2017.
[7]王伯平主编.互换性与测量技术基础[M].机械工业出版社,2019.
[8]张彩霞主编.图解机械测量入门100例[M].化学工业出版社,2011.
猜你喜欢
中国现代医生(2022年17期)2022-07-18
中国典型病例大全(2022年12期)2022-05-13
中国典型病例大全(2022年7期)2022-04-22
疯狂英语·新阅版(2021年9期)2021-10-30
中华养生保健(2021年18期)2021-02-13
办公室业务(2016年12期)2017-01-09
现代经济信息(2016年8期)2016-12-26
现代商贸工业(2016年11期)2016-12-26
电脑知识与技术(2016年24期)2016-11-14
考试周刊(2016年85期)2016-11-11