分壁式萃取精馏塔制备高纯度醋酸乙烯酯的模拟与优化
2021-01-08 04:52罗祖云张静娴李宇康
化工设计通讯 2020年12期
罗祖云,张静娴,李宇康,陈 傲
(福州大学至诚学院,福建福州 350002)
1 概述
醋酸乙烯酯又名醋酸乙烯,是一种重要的有机化工原料,可用于纸张或织物的上粘结剂、涂料等方面。目前生产醋酸乙烯酯的主要方法有乙烯法和乙炔法,工业上一般采用乙烯法及萃取精馏或共沸精馏等特殊的精馏方式。但是普通双塔型萃取精馏塔虽然可以分离得到高纯度的醋酸乙烯,但是存在能耗高的缺点。因此,开发一种集设备集成和能量集成于一体的新型分离装置尤为重要。其中隔壁塔由于投资少、能耗低等特点被广泛应用于共沸体系的分离过程中。本文采用分壁式萃取精馏塔来分离醋酸乙烯酯和水的混合物,探究萃取隔壁塔在醋酸乙烯酯分离及节能方面的优势,为工业化应用提供新的思路。
2 分壁式萃取精馏塔(E-DWC)
分壁式萃取精馏塔结构如图1所示。分壁式萃取精馏塔是在精馏塔内设置竖直隔板,把精馏塔分成5部分,其中A、B、C 三个区域相当于常规流程中的萃取精馏塔,D、E 相当于溶剂回收塔,区域E 相当于溶剂回收塔的提馏段,区域D 相当于溶剂回收塔的精馏段,这里可以称之为侧线精馏段。区域E 进入区域C 的气相V21相当于常规萃取精馏塔塔釜的气相回流,区域C 进入区域E 的液相L12相当于常规流程萃取精馏塔塔釜进入溶剂回收塔的液相进料。与常规的萃取精馏塔不同的是,分壁式萃取精馏塔中隔板的顶端和主塔是封闭的,侧线出料在隔板的顶部,并且设置1个冷凝器,冷凝液一部分作为产品采出,一部分作为侧线精馏段区域D 的回流。
分壁式萃取精馏塔热力学等效流程图如图2所示。萃取剂从塔T0101顶部进料,醋酸乙烯酯和水的混合物从塔T0101近中部进料,塔T0101顶部得到高纯度的醋酸乙烯酯产品,萃取剂经提馏段提馏后,从塔T0101塔釜出料,可供循环利用。T0101塔侧线采出部分气相物料进入副塔T0102精馏,T0102塔顶得到高纯度的水,从T0102塔釜采出的部分液相物料循环回主塔T0101进行循环。

图1 分壁式萃取精馏塔

图2 分壁式萃取精馏塔热力学等效流程图
3 E-DWC的热力学等效模拟
利用图2所示的热力学等效流程,对分壁式萃取精馏塔进行模拟和优化。从初步分离工段得到的醋酸乙烯酯产品流量为1776.65kg/h,质量分数为61.3%,温度为11.9℃,压力为1bar。利用Aspen Plus 软件对其进行初步模拟计算,确定初值参数为:主塔塔板数25块,回流比为8.45,萃取剂进料为第2块塔板,原料进料为第13块塔板,隔板底端在第17块塔板,副塔塔板数为20块,回流比0.824,进入隔板右侧的气相流量设初值为16kmol/h。在上述初值下,进一步研究了主塔原料进料位置、萃取剂进料位置、萃取剂进料量、侧线采出位置、主塔回流比、副塔回流比对产品纯度和能耗的影响,以获得最优的塔参数及操作条件。
4 E-DWC塔参数优化
4.1 原料进料位置
对萃取精馏塔中原料的进料位置进行了优化,结果如图3所示。由图3可知,当进料位置小于12块塔板时,随着进料位置下降,在一定区域内塔顶产品中醋酸乙烯酯的质量分数和冷凝器及再沸器热负荷基本保存不变。当进料位置继续下降时,分离效果下降,塔顶产品中醋酸乙烯酯含量迅速降低,同时再沸器的热负荷迅速增大。因此选取第12块塔板作为原料进料板。

图3 原料进料位置的影响
4.2 萃取剂进料位置
萃取剂进料位置对分离效果的影响如图4所示。由图4可知,随着萃取剂进料位置的下降,醋酸乙烯酯的质量分数先增加后不变。当萃取剂的进料位置大于第3块塔板之后,醋酸乙烯酯的质量分数不再改变达到最大值。萃取剂在此位置进料时,冷凝器和再沸器的热负荷都达到了最小值,因此萃取剂的最佳进料位置是第3块塔板。
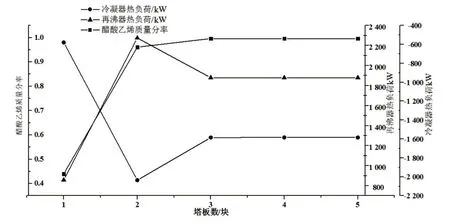
图4 萃取剂进料位置的影响
4.3 萃取剂进料量
萃取剂进料量关系到分离效果、投资费用等因素,因此萃取剂进料量的优化至关重要。对T0101塔萃取剂的进料量进行了优化,结果如图5 所示。由图5 可知,随着萃取剂进料量的增加,塔顶醋酸乙烯酯的质量分数先是逐渐增大达到一个最大值后再出现下降最后保持不变。当萃取剂进料量为128.63kmol/h 时,醋酸乙烯酯的纯度达到最大值。萃取剂以此量进料时,冷凝器和再沸器的热负荷都达到了较低的值,因此选择萃取剂进料量为128.63kmol/h。

图5 萃取剂进料量的影响
4.4 侧线采出位置
图6为侧线采出位置对醋酸乙烯酯纯度的影响分析。研究表明,随着侧线出料位置的不断下降,醋酸乙烯酯的质量分数不断增大,在第20块塔板时达到最大值。冷凝器和再沸器的热负荷也是在第20块塔板达到最小值。所以选择侧线采出位置为第20块塔板。
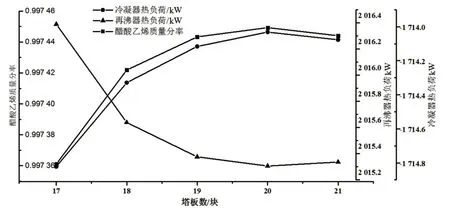
图6 侧线采出位置的影响
4.5 主塔回流比
对萃取精馏塔(T0101)的回流比进行了优化,结果如图7所示,结果表明,随着回流比的增加,醋酸乙烯酯的纯度和冷凝器和再沸器热负荷也逐渐增大,当回流比为7.5时,醋酸乙烯酯的质量分率达到99.72%。因此从产品质量和能耗两个方面进行考虑,最佳回流比为7.5。
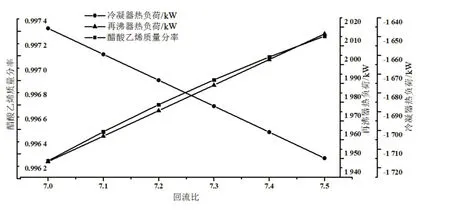
图7 主塔回流比的影响
4.6 副塔回流比
图8为副塔回流比对塔顶水纯度的影响优化结果,从图中可以看出,随着回流比的增大,分离效果明显提高,水的质量分数逐渐增加。随之水质量分数的增加,塔顶冷凝器的热负荷也随之提高。从分离要求和能耗角度出发,确定最佳回流比为0.8。

图8 副塔回流比的影响
5 E-DWC与萃取精馏工艺的比较
本文对常规萃取精馏工艺也进行了模拟和优化,并与分壁式萃取精馏塔模拟结果进行了比较。达到相同分离效果的前提下,分壁式萃取精馏塔冷凝器和再沸器热负荷分别为1650.14kW 和1701.20kW,而双塔型萃取精馏冷凝器和再沸器热负荷分别为2582.8kW 和2709.65kW,分壁式萃取精馏塔冷凝器和再沸器的能耗分别下降了36.11%和37.22%,节能效果明显。
6 结束语
采用了一种新型的分壁式萃取精馏塔工艺来制取高纯度的醋酸乙烯酯,并利用Aspen Plus 软件对该工艺进行了模拟及优化,得到了最优的操作条件和塔参数。节能方面与常规的萃取精馏塔相比,再沸器和冷凝器热负荷分别降低了37.22%和36.11%。因此,分壁式萃取精馏塔工艺制取高纯度醋酸乙烯酯不仅在技术上可行,还可以降低能耗,具有较好的应用前景。
猜你喜欢
化工设备与管道(2022年2期)2022-08-02
浙江化工(2022年3期)2022-04-01
绿色建筑(2021年4期)2022-01-20
化肥设计(2021年2期)2021-05-10
探索科学(学术版)(2020年4期)2021-01-18
当代化工(2020年11期)2020-12-17
天津化工(2020年3期)2020-06-24
日用电器(2019年6期)2019-07-17
汽车电器(2013年6期)2013-12-23
科技传播(2012年16期)2012-04-19