纳米晶粒硬质合金平面磨削表面粗糙度研究
2020-12-28 08:24詹友基江宋然许永超左振周家骐
福建工程学院学报 2020年6期
詹友基,江宋然,许永超,左振,周家骐
(1.福建工程学院 机械与汽车工程学院,福建 福州 350118;2.福建工程学院 先进制造生产力促进中心,福建 福州 350118)
纳米晶粒硬质合金(WC晶粒度≤0.2 μm)是具有高硬度、高耐磨性的新型材料,这种材料可以广泛应用于高硬材料(HRC58以上)的精加工及不锈钢、铝合金等材料的加工。现代加工技术的发展对硬质合金的切削性能和使用寿命提出了更高要求[1-2],而表面粗糙度等加工质量是评价纳米晶粒硬质合金切削性能和使用寿命的重要指标[3]。
通常硬质合金采用磨削的方式加工[4]。宋鹏涛等人[5]研究了磨削3要素不同陶瓷结合剂金刚石砂轮磨削硬质合金YT15的表面粗糙度变化规律,对影响硬质合金表面加工质量的原因进行了分析并提出改善方法。原一高等人[6]研究分析了磨削参数对树脂结合剂金刚石磨削HIP技术烧结的超细晶粒硬质合金的表面粗糙度影响。郐吉才等人[7]采用ELID磨削加工方法磨削普通硬质合金和纳米晶粒硬质合金,实验结果表明普通硬质合金的磨削力小于纳米晶粒硬质合金,表面质量也比纳米硬质合金差。
目前对硬质合金的磨削加工研究主要集中在普通和超细晶粒硬质合金,对纳米晶粒硬质合金的磨削工艺还需进一步完善。本文以纳米晶粒硬质合金GU092为研究对象,通过单因素和正交实验,研究分析了磨削3要素即砂轮线速度vs、工件进给速度vw和磨削深度ap对表面粗糙度的影响规律,并找出最优磨削方案,以期为纳米晶粒硬质合金的磨削加工提供理论依据和实际指导。
1 磨削试验条件
试验采用WC-CO类纳米晶粒硬质合金(GU092),工件尺寸为6 mm ×9 mm ×9 mm,力学性能如表1所示。

表1 GU092的力学性能Tab.1 Mechanical properties of GU092
试验采用精密平面磨床(ORBIT25)。选用树脂结合剂金刚石砂轮(ZZSM-1022519010304001),直径ds为200 mm,金刚石磨料粒度为230/270。磨削加工方式为顺磨和逆磨,在加工过程中使用水基乳化液(嘉实多9930)作为切削液。磨削后工件用丙酮在超声波清洗机中清洗20 min。清洗后的工件采用粗糙度测量仪(Marsurf XR 20)测量水平和垂直方向表面粗糙度,每个测量实验做5次并求取平均值。对表面粗糙度的评价指标选择常用的轮廓算数平均偏差Ra。具体磨削参数见表2。

表2 磨削试验参数Tab.2 Grinding test parameters
2 实验结果与分析
2.1 磨削深度对表面粗糙度的影响
从Malkin[8]对单颗磨粒最大未变形切屑厚度的研究中可以知道,单颗磨粒最大未变形切屑厚度与磨削3要素的关系式:

(1)
式(1)中,L和de分别表示相邻两切屑点之间距离和砂轮的当量直径,可表示为:
(2)
式(2)中,“+”和“-”分别表示为逆磨和顺磨,dw为砂轮实际半径。相邻切屑点之间的距离L表示为:
(3)

在vs=20 m/s、vw=32 mm/s时,磨削深度对工件表面粗糙度的影响如图1所示。当磨削深度从5 μm增加到25 μm时,顺磨加工方式下平行方向和垂直方向的表面粗糙度增幅分别是10.35%和6.35%,逆磨加工方式下平行方向和垂直方向的表面粗糙度增幅分别是6.65%和8.07%。由公式(1)和公式(2)可知,当磨削深度增加时,单颗磨粒最大未变形切屑厚度增加,材料断裂去除的比例增大,脆性断裂形成凹坑,工件表面粗糙度增大。

图1 磨削深度对表面粗糙度的影响Fig.1 Effects of grinding depth on surface roughness
2.2 工件进给速度对表面粗糙度的影响
在ap=15 μm,vs=30 m/s时,工件进给速度对表面粗糙度的影响如图2所示。当工件进给速度从16 mm/s增加到48 mm/s时,顺磨平行方向和垂直方向的表面粗糙度的增幅分别是30.47%和19.79%,逆磨平行方向和垂直方向的表面粗糙度的增幅分别是30.65%和14.02%。由公式(1)可知,工件进给速度增加时,单颗磨粒最大未变形切屑厚度增加;由公式(2)可知,工件进给速度增加时,当量直径减小,反映到公式(1)上是单颗磨粒最大未变形切屑厚度增加。材料脆性去除比例增大,工件表面的划痕变深、变宽,所以工件表面粗糙度增大。
2.3 砂轮线速度对表面粗糙度影响
在ap=10 μm,vw=24 mm/s时,砂轮线速度对表面粗糙度的影响如图3所示。当砂轮线速度由15 m/s增加至35 m/s时,顺磨平行方向和垂直方向表面粗糙度的增幅分别是29.36%和15.77%,逆磨平行方向和垂直方向的表面粗糙度的降幅分别是24.44%和15.14%。由公式(1)可知,砂轮线速度增加,单颗磨粒最大未变形切屑厚度减小;由公式(2)可知,砂轮线速度增加,当量直径增加,反映到公式(1)上是单颗磨粒最大未变形切屑厚度减小。材料塑性去除增加而脆性去除减少,摩擦耕犁作用减弱,工件表面沟槽较浅,两侧隆起较低,故工件表面粗糙度减小。

图3 砂轮线速度对表面粗糙度的影响Fig.3 Effects of grinding wheel linear speed on surface roughness
2.4 磨削用量对表面粗糙度的影响
2.4.1 建立表面粗糙度数学模型
通常表面粗糙度经验公式表达为[9-11]:
Ra=ε·vsr1·apr2·vwr3
(4)
对公式(4)两边取对数,得:
lgRa=lgε+r1lgvs+r2lgap+r3lgvw
(5)
令lgRa=y,lgε=ε,lgvs=x1,lgvw=x2,lgap=x3,则公式(5)可转化成线性方程:y=ε+r1x1+r2x2+r3x3,满足回归分析中自变量和因变量之间存在的关系,可进行非线性回归分析,回归分析的结果如表3所示。

表3 回归分析表Tab.3 Regression analysis table
表3中,估计值为经验公式中回归常数项数值;标准误差为实际值与估计值之间相对偏离程度,主要用来衡量回归方程的代表性,标准误差越小,则估计值与实际值的近似误差越小。由表3可得顺磨加工和逆磨加工方式下平行方向和垂直方向的表面粗糙度公式为:
顺磨平行方向粗糙度
Ra=0.082ap0.020vw0.206vs-0.133
(6)
顺磨垂直方向粗糙度
Ra=0.382ap0.006vw0.183vs-0.093
(7)
逆磨水平方向粗糙度
Ra=0.102ap0.020vw0.171vs-0.124
(8)
逆磨垂直方向粗糙度
Ra=0.374ap0.021vw0.154vs-0.119
(9)
由式(6)~式(9)可知,对表面粗糙度的影响由大到小分别是工件进给速度、砂轮线速度、磨削深度。无论是顺磨加工还是逆磨加工,表面粗糙度都随着磨削深度和工件进给速度的增加而增加,随着砂轮线速度的增加而减小。因此在本试验范围内要达到表面粗糙度最小的最优方案,其参数是ap=10 μm,vw=16 mm/s,vs=30 m/s。实验得到顺磨加工条件下工件表面粗糙度平行方向和垂直方向分别为0.073 6 μm和0.390 2 μm,逆磨加工条件下工件表面粗糙度平行方向和垂直方向分别是0.093 5 μm和0.403 1 μm。
2.4.2 数学模型的验证
为了验证粗糙度模型的精度,将顺磨加工和逆磨加工方式所得实际值和模型预测的预测值进行对比,所得误差值结果如表4和表5所示。
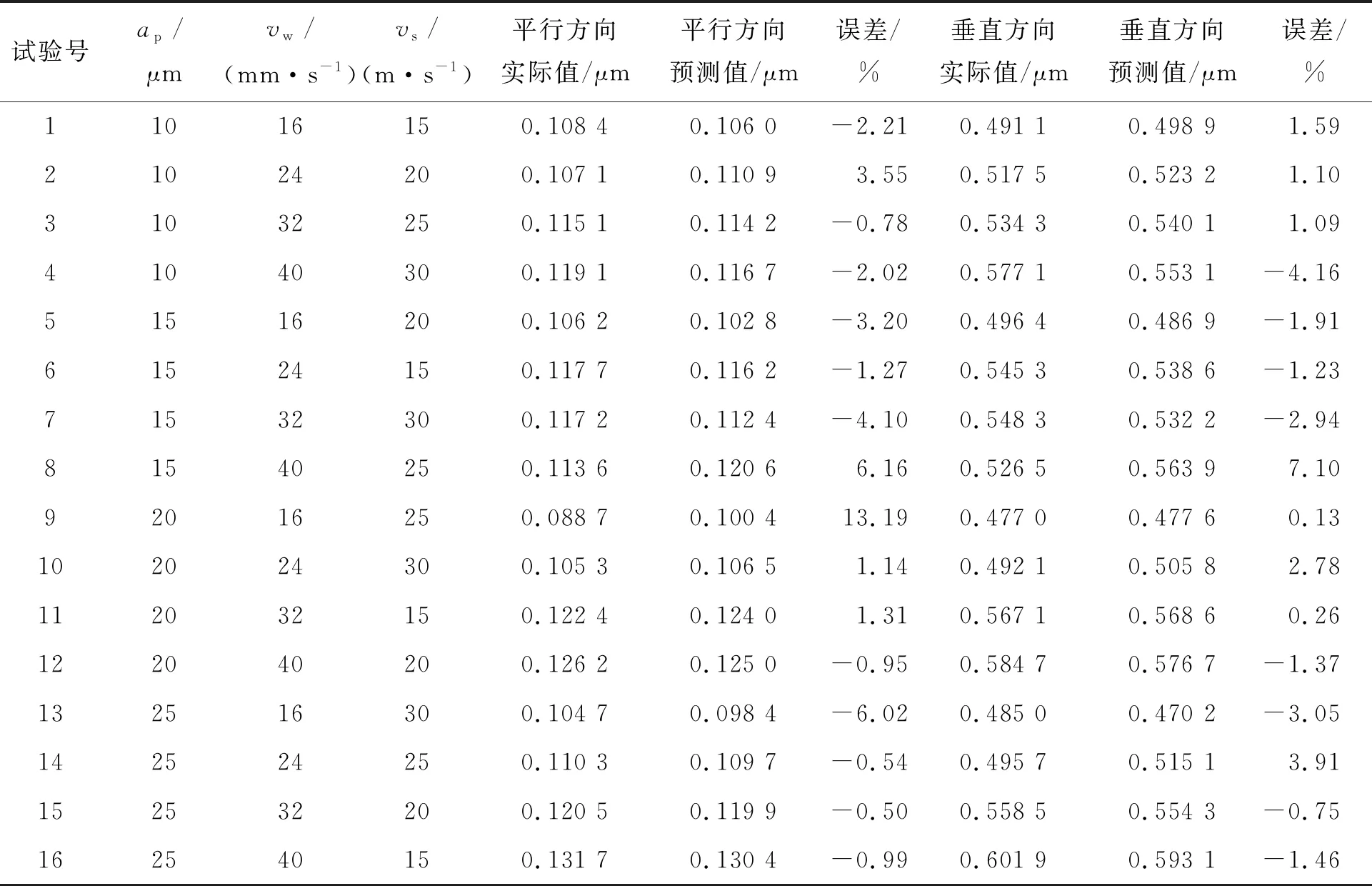
表4 顺磨加工粗糙度实际值与模型预测值对比表Tab.4 Comparison of actual values and model predictions of the roughness by down-grinding
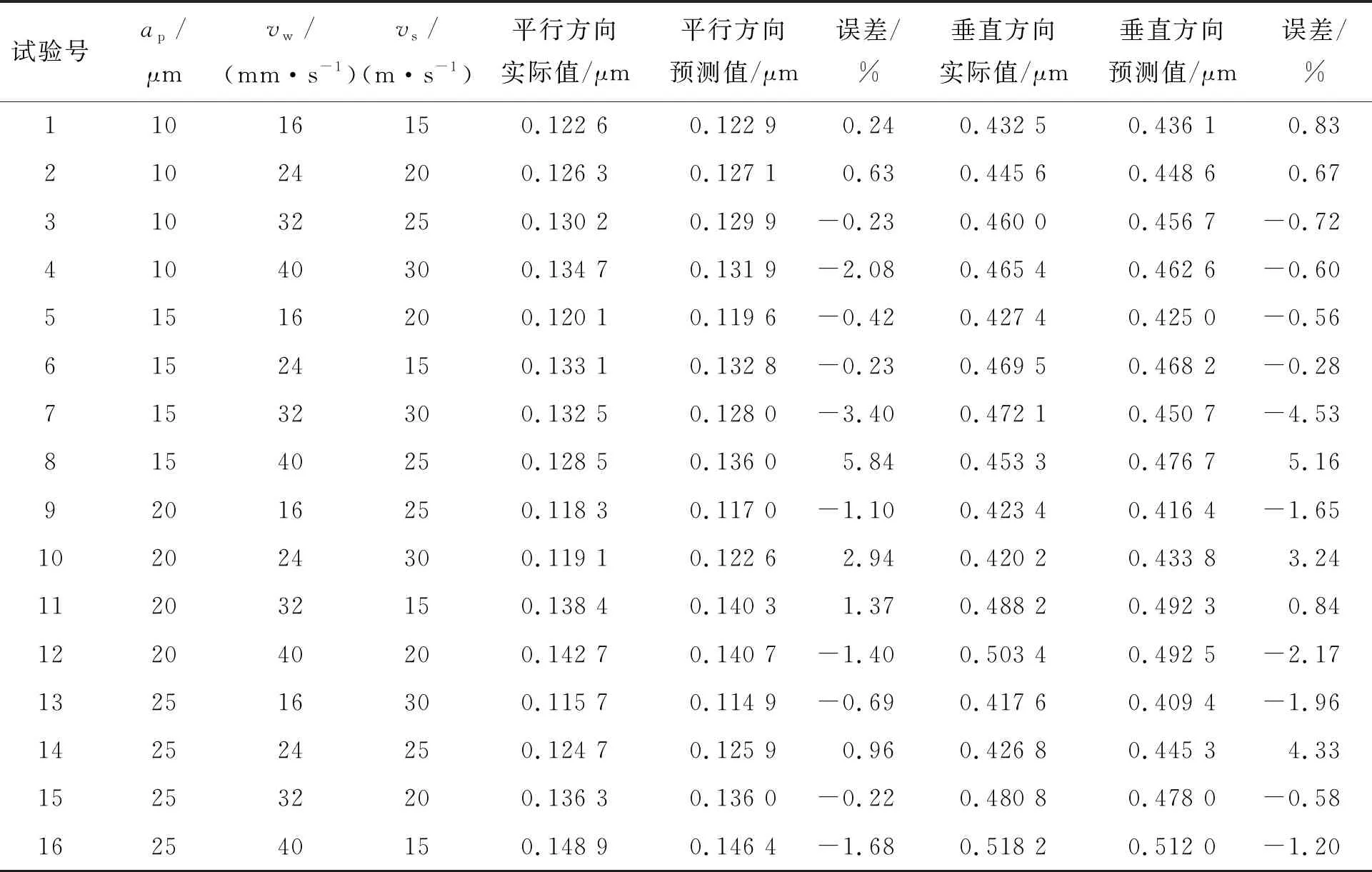
表5 逆磨加工粗糙度实际值与模型预测值对比表Tab.5 Comparison of actual values and model predictions of the roughness by up-grinding

图4 平行方向表面粗糙度三元回归图(顺磨)Fig.4 Three-dimensional regression graph of surface roughness in parallel direction(down-grinding)
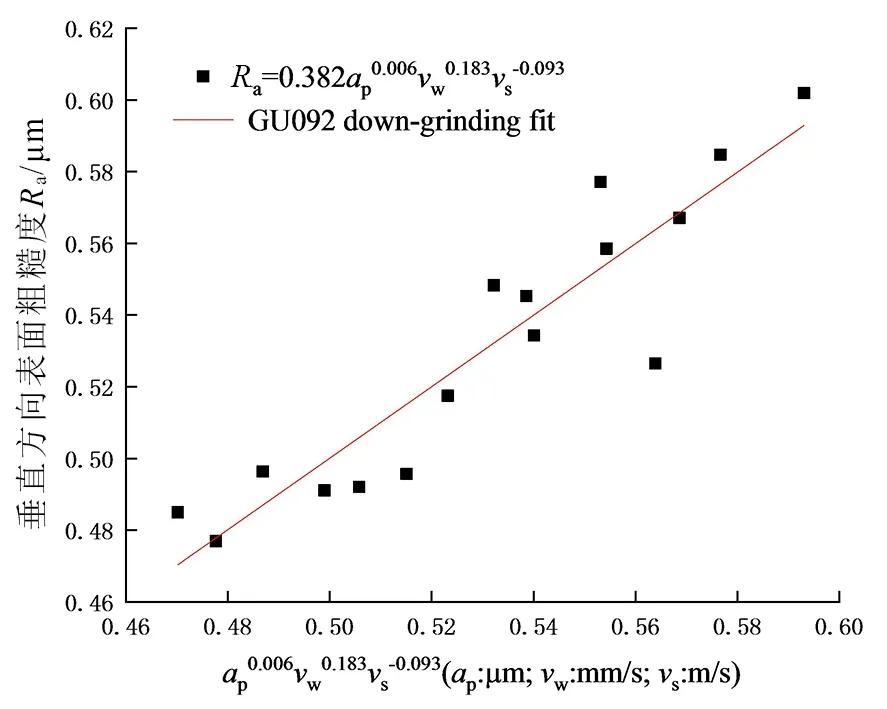
图5 垂直方向表面粗糙度三元回归图(顺磨)Fig.5 Three-dimensional regression graph of surface roughness in vertical direction(down-grinding)

图6 平行方向表面粗糙度三元回归图(逆磨)Fig.6 Three-dimensional regression graph of surface roughness in parallel direction(up-grinding)
图7 垂直方向表面粗糙度三元回归图(逆磨)Fig.7 Three-dimensional regression graph of surface roughness in vertical direction(up-grinding)
由非线性回归分析得到顺磨加工平行方向与垂直方向粗糙度模型的F检验值分别是2 094.82、3 956.61,逆磨加工平行方向与垂直方向粗糙度模型的F检验值分别是6 975.07、5 339.11,查F分布表得F0.01(3,11)=6.22,可知实验结果F检验值均大于6.22,说明建立的非线性回归模型非常显著。由表4可知,顺磨水平方向误差在0.54%~13.19%,垂直方向误差在0.13%~4.16%;逆磨水平方向误差在0.22%~5.84%,垂直方向误差在0.28%~5.16%,说明回归数学模型具有较高的精度,可以对磨削纳米晶粒硬质合金的表面粗糙度进行预测。
树脂结合剂金刚石砂轮磨削纳米晶粒硬质合金的垂直方向的表面粗糙度在0.460 1~0.601 9 μm,文献[14]中磨削普通硬质合金YG8垂直方向的粗糙度范围在0.6~0.9 μm;文献[15]中磨削超细晶粒硬质合金GU10UF、GU15UF、GU25UF垂直方向的粗糙度范围分别在0.492 3~0.662 09 μm、0.521 8~0.641 4 μm、0.521 0~0.668 3 μm,说明磨削纳米晶粒硬质合金更容易获得较好的表面质量。
4 结论
1)树脂结合剂金刚石砂轮磨削纳米晶粒硬质合金的表面粗糙度随磨削深度和工件进给速度的增加而增加,随砂轮线速度的增加而减小。对表面粗糙度影响程度的大小依次是工件进给速度、砂轮线速度、磨削深度。因此在生产中以小进给、小切深、高砂轮线速度的组合方式进行磨削有利于提高工件表面质量。
2)对比普通硬质合金和超细晶粒硬质合金磨削,纳米晶粒硬质合金磨削更容易获得较好的表面质量。
3)对正交试验数据进行了三元非线性回归分析,建立了树脂结合剂金刚石砂轮磨削纳米晶粒硬质合金GU092的表面粗糙度回归数学模型,并对模型进行验证,结果表明所建立的模型是可行的。
猜你喜欢
山东冶金(2022年4期)2022-09-14
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
四川冶金(2019年4期)2019-11-18
制造技术与机床(2019年3期)2019-02-27
考试周刊(2018年95期)2018-11-14
山东工业技术(2018年5期)2018-03-10
制造技术与机床(2017年7期)2018-01-19
科技创新与应用(2016年34期)2016-12-23
凿岩机械气动工具(2016年1期)2016-11-11