
汽车轮罩焊装尺寸设计研究
2020-12-28 09:28王虎胡玉婷李雄志杨宇龙曲波
汽车零部件 2020年12期
王虎,胡玉婷,李雄志,杨宇,龙曲波
(东风(武汉)实业有限公司,湖北武汉 430000)
0 引言
汽车白车身是由数百个冲压件通过数千次装配和焊接组合而成,在白车身项目前期开发过程中,对其定义公差与尺寸是极其关键的一项工作内容,白车身中如果各个总成的尺寸偏差过大,将会造成车身零部件出现安装位置偏移,甚至难以安装,外观间隙变大、风阻及噪声增大和漏水等方面的问题。汽车后端的轮罩总成,是典型的车身尺寸关键零部件,但由于其大多为较薄的钣金件,外形复杂(多为空间曲面造型)、轮廓较大、焊接变形量较大等特点,在装车时很容易引起操作工及质量部门的抱怨,特别是其法兰边的平面度问题,如果不能及时解决,对侧围内板与其的贴合及焊接带了极大的困扰[1]。
1 轮罩总成构成及装配环境介绍
1.1 总成构成
轮罩总成一般由轮罩外板、轮罩加强板、后悬挂支架、后悬挂支架加强板、燃油管支架5个零件组成,这些单件的材料、板厚不尽相同,在相互搭接配合时也相互影响,其中最大的也是最重要的一个件就是轮罩外板。图1是某款车型的轮罩总成示意图,表1为各单件各项数据。

图1 轮罩总成组成
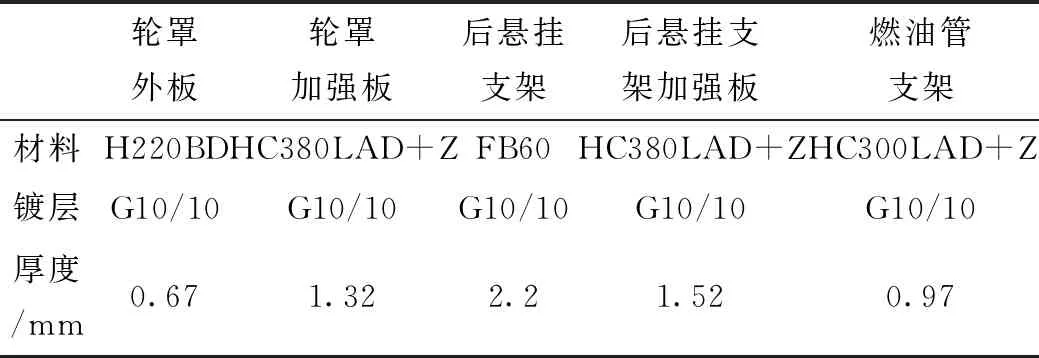
表1 某轮罩总成单件数据
由表1可以看出轮罩外板的板厚最薄,仅为0.67 mm,而其他零件除了燃油管支架小件外,厚度均超过1 mm,特别是后悬挂支架达到2.2 mm,此件在总成焊接过程中将对轮罩外板起到拉伸作用,对总成尺寸影响极大。
1.2 装配环境
轮罩总成在车身上的装配环境也较为复杂,一般在白车身上搭接的环境件有左右后内纵梁、后翼子板里板、后三角窗里板、后纵梁总成、承载地板延伸板、后围板等总成。对于这些搭接件,轮罩的尺寸对其影响极为关键,针对不同的总成搭接区域,对应区域的偏置方向也不尽相同。图2为某车型轮罩总成实际搭接环境件。

图2 轮罩总成装配环境图
2 基准选择
2.1 定位原则
零件在模、夹、检具中的定位原则,是要使同一工序中的所有零件,在生产时按生产要求在工装中能保持同一位置(其中忽略因为工装定位误差带来的影响)。任何一个零件在未定位前,都可以看作空间直角坐标系中可以自由活动的物体,它可以沿X、Y、Z3个坐标轴平行的方向任意活动,即拥有沿3个坐标轴移动的自由度Tx,Ty,Tz(T代表平移);同时,零件沿X、Y、Z3个坐标轴旋转方向的位置也是可以任意活动的,即具有绕3个坐标轴旋转的自由度Rx,Ry,Rz(R代表旋转)。所以,要使零件在工装中中能保持同一位置,就必须限制零件的X,Y,Z3个坐标系的平移和旋转6个自由度,如图3所示。
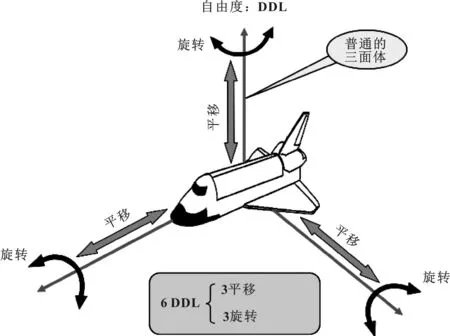
图3 零件6个自由度
为了限制零件的自由度,在工装中通常用一个支撑压紧来限制零件一个自由度,通过用合理摆放的6个支撑压紧来限制零件的6个自由度,就可以使零件的位置完全固定下来,通过6个点定位来固定零件,每个点限制一个自由度,即“六点定位法”。
2.2 基准选择应考虑的要素
(1)功能。首先要考虑的是选择以零件装配的贴合面为基准;零件上被选作基准的面应该要最小化装配偏差;零件的基准面或孔应该能够反应实际零件装配过程中的某些特征关系。
(2)基准的可重复性。基准特征本身在制造过程中必须保持尺寸稳定性;基准特征必须是可重复的,不会因装配而发生变化;基准应在各种情况下都能保持稳定或是基本不变化。
(3)基准一致性。零件的基准一旦确定下来,就必须要保证其在制造、生产、检测、装配过程中的一致性。零件的模具基准、夹具基准、检具基准必须保持一致。
2.3 基准一致性
基准选择上要求满足CDLS(Common Datum Locating Strategy)基准一致性定位策略标准,CDLS是一种开发车身制造综合性尺寸的控制策略,它集成了设计与制造的所有关键控制因素,基准的一致性主要是指零件制造、加工、检测过程的模、夹、检具的主定位基准的一致性。基准一致性优势包括:
(1)减少了基准在变换过程中产生的误差,提高了零件尺寸精度;
(2)有利于工装检具的设计加工,有助于工艺过程的制定;
(3)有利于快速获取准确的零件尺寸数据,从而能快速分析出问题所在;
(4)有利于对零件进行直观的质量缺陷判断,提高质量管理水平。
其设计思路如下:基准的设计流程是由白车身到分总成,再由分总成到单件,逐级制定完成。基准选择的受控因数还有:工装限制,主要是人机工程的影响,白车身很大程度上还需要依赖于人工焊接。所以基准的选择必须满足人机工程以及冲压成形稳定性要求[4]。
对于轮罩总成,在基准选择中,采用了最基本的两个夹一面的定位,即一个圆孔控制两个方向自由度,一个长圆孔控制一个方向自由度,一个平面控制3个方向自由度。
理论上通过6点定位法,用6个定位点可以完全将轮罩总成给固定住,但由于轮罩总成本体较薄,零件刚性较差,在实际焊接过程中并不能把轮罩总成完全看成为刚性体,仅通过6个点定位不能完全将轮罩总成固定在工装上,还需要增加几个辅助定位点,如图4所示。对于检具的设计,要保证检具定位基准与装配定位基准一致,即A1、A2、A3、B、C位置必须保持一致,以便于保证轮罩总成的在检具上检测和三坐标采集数据的真实性,同时也保证轮罩总成在检具上的摆放姿态能够完全地模拟轮罩总成在白车身上的实际装配环境。由于轮罩本体较薄,零件回弹较大,选择的这些定位点所在的装配面在冷冲过程中都不是一次拉延成形,均需二次整形。在零件冷冲生产前期,对于轮罩本体的冲压调试,这些定位点所在的面将不会很平,尺寸精度也较差。在调试前期必须要确认该轮罩的装配定位模夹检基准的一致性,否则会导致零件在不同工装上的检测结果相差甚远。

图4 轮罩定位示意
3 尺寸分析
3.1 尺寸影响因素
3.1.1 零件偏差
对于组成轮罩的这些冲压件,其冲压过程均非一次拉深成形,都是经过冲压、弯曲、拉延、 翻边、整形等多个不同工艺流程。再加上轮罩本体较薄,零件在经过冲压后会产生应力变形,在应力释放过程中会导致其形状和尺寸都产生变化,导致零件回弹较大。而且轮罩子件在包装和运输过程很容易引起变形,由于变形量较小,无法通过肉眼来识别,就算通过返修也无法达到零件之前的状态。所以零件尺寸的偏差在所难免,对于冲压件的尺寸监控,必须要利用三坐标使用规定的参考系进行检测,以保证冲压件的尺寸精度。
3.1.2 工装夹具
工装夹具是保证零件焊接过程中能准确定位及维持稳定的载体,夹具设计制造是否合理的标准应是能否保证定位可靠、精度是否合格、是否方便装配和焊接。根据基准一致性原理,应选取重要的装配孔、工艺孔和装配面作为基准定位,即与模具检具保持一致。轮罩是属于刚性较差的零件,冲压型面不稳定的零件,应采取过定位方式约束零件尺寸。部分刚性很大,已经定型了的,复杂的型面,则应减少辅助定位,避免导致过渡定位引起的干涉[3]。
3.1.3 工艺及操作人员影响
零件装配顺序、焊接机器人施焊顺序、焊点位置这些与工艺参数有关的工艺对于总成焊接和零件的尺寸精度都有很大的影响,还有在焊接过程中不同操作工和不同的操作习惯都会造成轮罩总成焊接完成尺寸变化。由于此总成焊接并未完全实现机器人全自动化焊接,对于人员操作过程偏差,必须要实现操作过程标准化,制定标准操作指导书,将不稳定因素降到最低,从而提升轮罩总成尺寸的稳定[2]。
3.2 关键尺寸
轮罩总成在车身上搭接件较多,需要关注的重点尺寸也很多。
(1)轮罩总成的翻边面。如图5所示,此处翻边面与车身上后翼子板里板、三角窗里板、流水槽里板等总成均有搭接,对车身的Y向开度有很大的影响。这一整条面不仅要保证其面位置度,还需要保证共面度,以便于白车身的焊接装配。(此面定义设计时均为向车内走的偏置公差)

图5 轮罩总成翻边面
(2)轮罩总成X向开度。如图6所示,轮罩总成在前后分别与后内纵梁总成和承载地板延伸板或是后围板总成搭接。如果前部外张过多会顶到后内纵梁总成,导致整个门槛梁X向倾斜。而后部的面如果搭接不良可能导致白车身漏水现象。
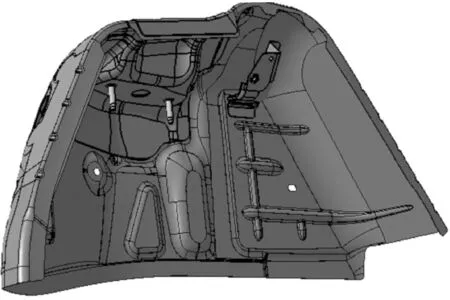
图6 轮罩总成X向
(3)轮罩总成孔位。如图7所示,轮罩总成一般内部与外部都需要焊接一个带孔小支架,内部孔位主要是走线和固定的作用。而外部的孔位则是与后纵梁搭接的孔,此外部孔位需特别关注X和Z向孔位置度。
(4)轮罩总成翻边修边线(图5)。轮罩总成的翻边面在白车身均有焊接,且分别搭接不同总成,而翻边面的修边线如果太短将会影响焊接,导致焊点咬边,修边线过长则会夹具有干涉。

图7 轮罩总成背部孔位
4 焊接对尺寸的影响
4.1 焊接顺序
焊接顺序内容主要有:(1)钣金件的装配顺序;(2)施焊顺序。无论是装配顺序还是施焊顺序都对车身装焊工艺有着一定的影响。对于轮罩总成的装配顺序,采用从上到下、从里到外的装配顺序。但对于轮罩总成的施焊顺序,需采用中间向两端对称焊和对称刚性点固的顺序,在第一序先轮罩外板与轮罩加强板焊接,然后再焊后悬挂支架加强板;在第二序焊接后悬挂支架和补焊其他的点位[5]。图8为轮罩总成焊接顺序图。

图8 轮罩总成焊接顺序图
4.2 焊接变形
尽管已经增加零件定位,优化了焊接顺序,但在焊接过程中仍旧会有焊接变形的出现。根据对轮罩总成焊接过程的跟踪,发现在每次总成二序补焊工位上焊接时,轮罩的X向总会有一定程度的外张现象,这是由于轮罩外板与加强板和后悬挂支架加强板未能完全贴合的原因。轮罩加强板和后悬挂支架加强板的厚度是轮罩外板厚度的两倍多,且轮罩加强板和后悬挂支架加强板均在轮罩外板中部,焊接过程中轮罩外板会被这两个件拉动往外靠,使得轮罩外板的中部向上移动,而两侧的X向面自然就外张了。因此,在焊接夹具上不仅仅是要增加几个辅助的支撑压紧,对于轮罩总成焊接的X向面的外张的仿形支撑也是必须要增加的,这样才能尽量阻止轮罩总成焊接变形所带来的尺寸超差[6-7]。
5 问题经验总结
对于轮罩类总成的焊接调试部分,根据其项目阶段出现的各种问题,进行分析验证,总结了一套焊接总成尺寸缺陷分析流程图(图9)来进行尺寸分析。

图9 焊接总成尺寸缺陷分析流程
6 结束语
介绍了汽车轮罩总成的尺寸开发及控制过程,主要通过分析总成的单件结构构成、装配环境、基准选择、尺寸分析、焊接及工装、人员影响等方面总结轮罩尺寸控制的主要方法。文中还结合项目阶段生产中的出现的问题点及装车缺陷进行分析验证并总结了一套对焊接总成尺寸缺陷分析流程图,为后续轮罩类总成的项目开发提供了相应的参考及经验。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
模具制造(2022年5期)2022-06-27
时代汽车(2021年24期)2021-12-30
北京航空航天大学学报(2021年9期)2021-11-02
好日子(下旬)(2020年6期)2020-08-04
时代汽车(2020年10期)2020-07-24
汽车实用技术(2020年9期)2020-06-03
劳动保护(2018年8期)2018-09-12
Coco薇(2015年10期)2015-10-19
读者·校园版(2015年7期)2015-05-14
