
Study on cutting performance and wear mechanism of CVD diamond coated tools
2020-12-23 05:15:54LihongLIU
机床与液压 2020年18期
Li-hong LIU
(Changchun Polytechnic,Changchun 130000,China)
Abstract:Aiming at the problems of poor cutting quality and low tool life,the preparation method and cutting performance of CVD coated toolswere studied.Firstly,diamond coated toolswere prepared by CVD based on cemented carbide tools,and the surfacemorphology of the coatingswas analyzed.Then,cutting experiments of aluminum alloy were carried out under different conditions to analyze the influence of diamond coating on cutting force,cutting temperature and workpiece surface roughness.Finally,through the analysis of tool wear mechanism,the effect of coating on tool lifewas discussed.The results show that the coating tool can reduce the cutting force and cutting temperature,greatly improve the cutting performance of the tool and the surface quality of the workpiece,and effectively improve the service life of the tool.
Key words:Coated tool,Cutting experiment,Diamond film,Wearmechanism
1 Introduction
With the progress ofmodern machining and manufacturing technology,the requirements of tool performance are higher and higher.The cutting efficiency,machining accuracy and service life of traditional cemented carbide tools are difficult tomeet people’s requirements.The common tool surface is covered with one ormore layers ofmaterials with micron thickness and properties different from the tool base material,which makes it have the characteristics of high strength,high temperature resistance,good wear resistance,high machining quality and long service life[1-2].Thismethod is widely used in many fields of metal cutting.Diamond has excellent physical and chemical properties,high hardness and low friction coefficient[3].It is a common material for preparing tool coating.In order to study the advantages of CVD diamond coated tools,many research have been done.The author,LIUW[4],used different cutting tools as a substrate to prepare diamond coating.The factors affecting the deposition quality of the coating were analyzed,and the lubrication performance of the coating was experimentally studied.H Itoh also[5]prepared diamond coating based on silicon nitride tool and carried outmilling experiment to analyze the influence of diamond coating life and coating thickness on cutting performance.Based on cemented carbide tools,Liu Zhongli prepared diamond films with sic as the interlayer and analyzed the growth of the films under different pressure and temperature conditions and the cutting performance of the tools[6].
According to the current characteristics of the preparation of the tool coating,this paper used CVD to prepare diamond coated tools and analyzed the cutting performance and wear mechanism of the tools.The effects of coating on cutting force,cutting temperature,cutting quality and tool life were studied by cutting experiment,and the advantages of diamond coa-ted tools were comprehensively evaluated.The results show that the coated tool has high hardness and wear resistance,which provides the theoretical basis and experimental basis for production practice.
2 Preparation of coating
2.1 Preparationmethod
Commonly used CVD preparation methods include hot film chemical vapor deposition(HFCVD),microwave plasma CVD,DC plasma jet and flame combustion.Among them,HFCVD is a kind of technology to prepare diamond films by heating and decomposing carbonmaterialswith hot tungsten wires and activating chemical vapor phase reaction[7].The equipment is simple to operate and has high cost performance.It can deposit coatings on various kinds of tools with complex shapes and iswidely used.In this paper,diamond coatingwas prepared on carbide turning tool by HFCVD,and cutting experimentwas carried out.The equipment for preparing the coating is shown in Fig.1.
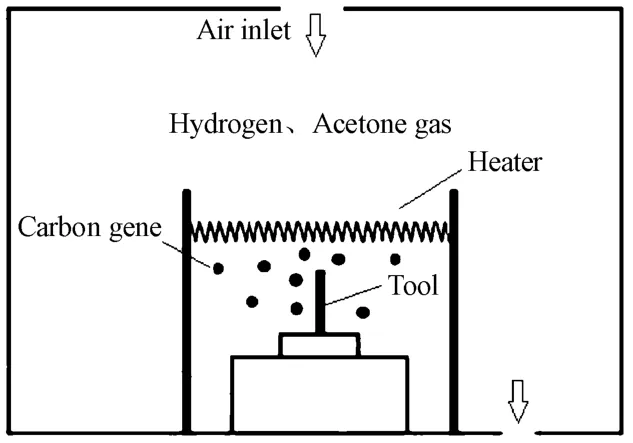
Fig.1 Coating p reparation device based on HFCVD
2.2 Process and result
Before preparing diamond films,the substrate needs to be pretreated in order to reduce the adverse effectof Co element in the substrate on the deposition process of the coating,so as to increase the nucleation density of the film[8-9].Specific steps are as follows:
Step 1:The blade was put into Murakam solution for ultrasonic cleaning for 25 min,and the blade surface was coarsened;
Step 2:The blade was placed in methanol solution for ultrasonic cleaning for 20min to remove the Co element on the blade surface and increase the adhesion strength between the film and the substrate;
Step 3:The blade was placed in acetone solution for ultrasonic cleaning for5min to prevent the residual reaction solution from polluting the surface of the cutting tool and the prepared diamond film.
After the pretreatment,the tool was put into the HFCVD coating preparation device,and the reaction gaswas hydrogen and acetone.Hydrogen and acetone gases entering the vacuum reaction chamber decompose into carbon containing groups under the action of hot wire,and depositon the tool surface toform a thin film under specific reaction conditions.The deposition process includes carbonization stage,nucleation stage and growth stage.Respectively,the average temperature of each stage is 600,1 900 and 2 100,the average pressure is 6 kPa,1.5 kPa and 5.3 kPa,and the deposition time is1 hour,0.5 hours and 6 hours.After the coating was deposited,the surfacemorphology and cross-section morphology of the coating were observed by SEM,as shown in Fig.2-Fig.3.

Fig.2 Surface m orpho Iogy of coating

Fig.3 Cross-section morpho Iogy of coating
It can be seen from the figure that the surface structure of the coating film prepared under certain air pressure and temperature conditions is dense,continuous and uniform,the grains of different sizes are embedded and grown with each other,the structure is relatively close,and the film thicknessmeets the actual processing requirements,which indicates that the coating quality is good,with high hardness and wear resistance.The main mechanical properties of diamond film are shown in Table 1[10].
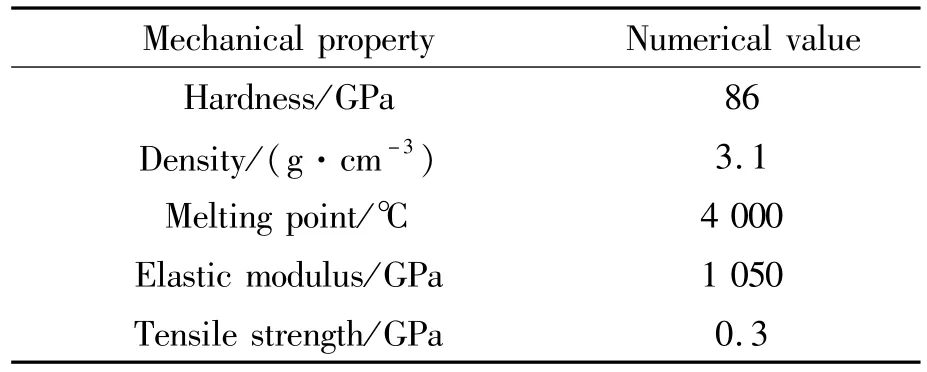
Tab Ie 1 Main mechanicaIp roperties of coating
3 Cu tting Experiment
3.1 Materials and equipment
The cutting experimentequipment is CAK4085 CNC lathe of Shenyang Machine Tool Co.,Ltd.The output power of main motor is 7.5-11 kW,and the speed range of spindle is 200-2 400 r/min;the model of scanningmicroscope is JSM-6360LV;the cutting force is measured by Kistler dynamometer of Switzerland;the tool temperature ismeasured by Marathon MM infrared thermometer.Diamond coated tools and uncoated cemented carbide tools are used to process aluminum alloy barswith a diameter of80×300mm.The chemical composition and physical properties of the materials are shown in Table 2.

Tab Ie 2 Chem ica I com position and mechanicaI p roperties ofm ateria Is
3.2 Experiment process and method
The above two kinds of cutting tools for turning cutting for aluminum alloy bar is taken respectively.The cutting speed is90m/min,the feed rate is0.15mm/R,and the cutting depth is 0.25 mm.The specific experiment process is as follows:
(1)In the cutting process,the cutting force of the cutting tool was collected by dynamometer,and the temperature of cutting tool front surface wasmeasured by an infrared thermometer in real time,and the surface roughness ismeasured by roughnessmeter.In order to ensure the accuracy of themeasurement results,each group was experimented three times and the average value was taken as the final result.The cutting force,cutting temperature and surface roughness of the coated tool were measured,and the cutting performance of the coated toolwas analyzed.
(2)According to the actual situation of blade wear in the cutting process,in the six stages of the cutting length of25m,50m,100m,150m,200m,250m,observed and measured the wear amount of the backcutter surface,in order to analyze the tool life and service life.When themaximum wearwidth VB of the flank is 0.3 mm,the tool is invalid and the cutting is stopped.After cutting,the characteristic ofwearmorphology of the tool front and back was observed by electron microscope,and the coating efficiency of the toolwas analyzed.
4 Experim ent resu lts and analysis
4.1 Analysis of cutting performance
According to the above working conditions,cutting experiments were carried out at different cutting speeds to analyze the influence of cutting speed on cutting force and cutting temperature of coated tools,as shown in Fig.4-Fig.5.
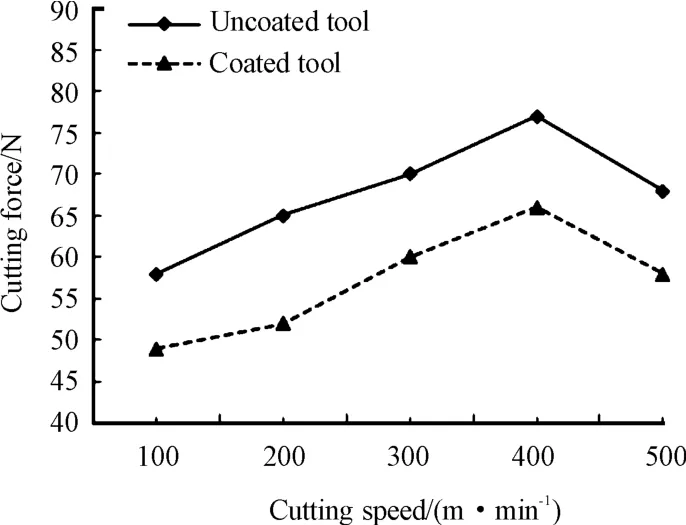
Fig.4 In fIuence of cutting speed on cutting force
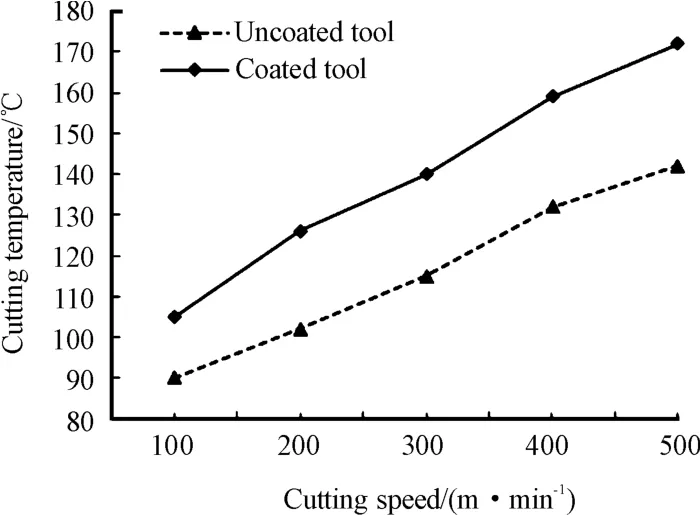
Fig.5 In fIuence of cu tting speed on cu tting tem peratu re
It can be seen from Fig.4 that with the increase of cutting speed,the cutting force first increases and then decreases.When the cutting speed is 200 m/min,the increase range of cutting force increased.When the cutting speed is 400m/min,the cutting force begins to decrease.The reason indicates that when the cutting speed is low.The existence of builtup edges leads to the plastic deformation of cutting edge,which is equivalent to increasing the rake angle of the cutting tool and making the increase of cutting force smaller.With the increase of cutting speed,the accumulation of built-up edges gradually disappears,which makes the cutting force increase obviously.When the cutting speed reaches a certain degree,the increase of temperature results in the softening ofmetal in the cutting zone,the strength of aluminum alloy decreases,and then the main cutting force begins to decrease.Compared with the uncoated tool,the cutting force produced by CVD diamond coated tool is greatly reduced,and the average cutting force is reduced by 20.4%.This is due to the lower friction coefficient of the coating,which reduces the cutting force on the tool.
It can be seen from Fig.5 that with the increase of cutting speed,the cutting temperature gradually increases,but the cutting temperature of CVD diamond coated tool is much lower than that of the original tool,and the average temperature decreases by 21.6%.This is due to the low friction coefficient of the coating,which can reduce the friction between the tool and chip and reduce the generation of cutting heat.In addition,the high thermal conductivity of diamond coating can rapidly transfer and diffuse the cutting heatgenerated in the second deformation zone and reduce the cutting temperature.
4.2 Analysis of toolwear
During the experiment,after cutting the set cutting distance,the surface morphology was observed by electron microscope and the wear value of the backcutter surface wasmeasured.The change of the wear amount of the back-cutter surfacewith the cutting distance is shown in Fig.6.
It can be seen thatwith the increase of cutting distance,thewear amountof the flank of the two kinds of turning tools increases continuously,while that of the coated tools increases slowly.This shows that the diamond coating has good wear resistance and is firmly combined with the substrate.The coating greatly reduces the friction coefficient between the tool and the workpiece,delays the wear of cemented carbide substrate and improves the tool life.
When the cutting distance reaches 250 m,observe the coated tool and the original tool to check the surface wear,as shown in Fig.7-Fig.8.
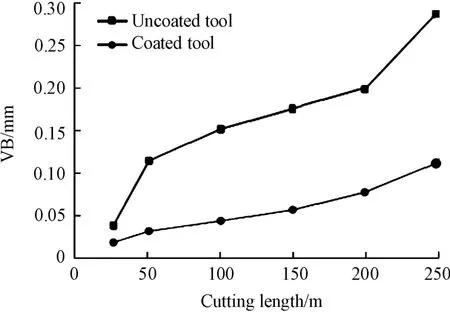
Fig.6 Change of too Iwear w ith cu tting d istance
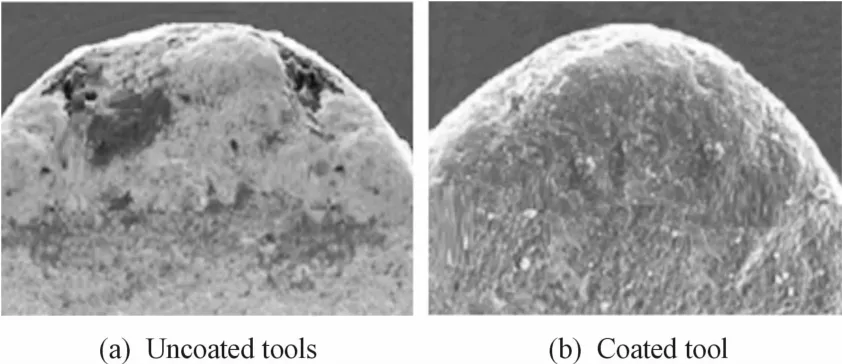
Fig.7 Wear of rake face
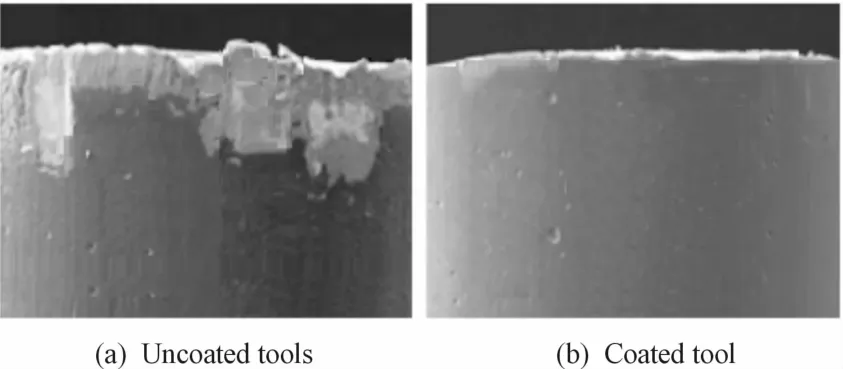
Fig.8 Wear condition of rear cutter face
It can be seen thatunder the combined action of abrasive wear,adhesive wear,oxidation wear and diffusion wear of the original tool,thewear of the rake and flank of the tool is relatively serious.The main wear patterns are chip spalling,chipping and tip damage.Some parts have exposed cemented carbidematrixmaterial,which is close to the grinding standard.However,the coated tool is basically in good condition.There is a slight thermal crack near the cutting edge of the front-cutter surface on the coating,which ismainly caused by the differences in the thermal expansion coefficient and elongation between the coatingmaterial and the substrate material of the blade.Under the joint action of cutting thermal expansion and chip extrusion,the coatingmaterialwill appear partially peeling tendency,but the coating does not fall off.At the same time,there is slightwear on the flank of the coa-ted tool,and the wear patterns aremainlymicro chipping edge and groovewear.The tool body still has the original characteristics and integrity,and can be used continuously,which shows that the coated tool has better wear resistance and greatly improves the tool life.
5 Conclusions
To improve the cutting performance and service life of cutting tools,diamond coated tools were prepared based on CVD method.In addition,compared with the original tools in dry turning of aluminum alloymaterials,the properties of the coatingswere analyzed.
(1)The effect of diamond coating on cutting force and cutting temperature was analyzed under different cutting speeds.The results show that the cutting force and cutting temperature can be greatly reduced by the coating tool,in which the cutting force is reduced by 20.4%,while the cutting temperature is reduced by 21.6%,which effectively improves the cutting performance of the tool and the surface quality of the workpiece.
(2)The surface morphology and wear condition of the coatingwere analyzed,and thewearmechanism of the coating and its influence on the tool lifewere studied.The results show that the diamond coating has compact structure,aswell as low thermal conductivity and friction coefficient,which can greatly reduce the heat generated between the tool and the chip,greatly improve thewear resistance and oxidation resistance of the tool,and effectively restrain the wear of the tool and improve the service life of the tool.

- 机床与液压的其它文章
- Study on Face detection method based on lightweight convolutional neural network
- Application of genetic optim ization lvq neural network in equipment fault diagnosis system
- Research on sliding mode control of manipulator based on RBF neural network optim ized by bionic swarm intelligence
- Research on bearing fault diagnosis technology based on deep convolution neural network
- Research on the application of improved machine learning collaborative recommendation algorithm in intelligent control
- Design of liquid filling machine positioning system based on RBFneural network activedisturbance rejection controller