改善某机涡轮叶片荧光渗透检测背景过度的试验
2020-12-19 07:57徐亚亚刘兴勇曾庆川田锦娟
无损检测 2020年3期
徐亚亚,刘兴勇,曾庆川,田锦娟
(中国航发动力股份有限公司 无损检测中心, 西安 710021)
飞机发动机中涡轮叶片的工作条件非常恶劣,在服役过程中,既要承受复杂的应力,又要耐受高温腐蚀,因此涡轮叶片属于故障率较高的零件之一。在制造过程中,设计要求采用高灵敏度的荧光渗透检测(FPI, Fluorescent Penetration Inspection)[1-2]方法对所有表面进行检测,以可靠地检测出其表面微小缺陷。
此方法检测缺陷的原理是:在黑光照射下,依靠缺陷处荧光显示与零件深蓝紫色(金属件)背景之间形成的较大对比度来识别缺陷。如零件出现过度荧光背景,就会减小缺陷显示和检测背景之间形成的对比度,从而降低人眼对缺陷显示的识别度,最终可能导致缺陷漏检。笔者采用理论和工艺试验相结合的方法,分析了荧光背景过度产生的原因,制定了有效的解决方法,较好地改善了该高压涡轮叶片的荧光背景。
1 问题介绍
某机叶片材料为高温合金,形状较为复杂,为了获得相对准确的叶片形状和较高的铸造精度,通常采用100%精铸成型工艺。通常,该工件成型制造过程分为铸造和机械加工两个阶段。众所周知,铸造工艺和机械加工工艺通常会产生表面缺陷,这类缺陷对于航空类工件来说是不容许的。为了保证零件的表面质量,按照设计图纸要求,分别在零件的铸造和机械加工阶段各设置了两次FPI[3]。
然而,实际在叶片的铸造阶段,检测部门在铸件成型后的第一次FPI后多次返工,原因是被检零件表面的荧光背景过重,使得后续的荧光检测无法进行,甚至严重影响到零件的交付周期。
针对上述问题,笔者在零件第一次荧光渗透检测前的“晶粒度腐蚀”工序和“荧光渗透检测”工序之间增加了“吹砂”工序,较好地改善了该叶片的荧光渗透检测背景过度的问题。
2 零件荧光渗透检测情况
由于该零件属于关键重要件,设计图纸要求对其进行高灵敏度的FPI。
结合零件的制造工艺及表面状态,在检测时宜采用后乳化3级灵敏度的FPI工艺,预清洗采用水基清洗的方法。
检测过程中,叶片出现过度荧光背景的阶段为FPI工艺处理后,在黑光灯下观察,零件所有表面呈现出较均匀的黄绿色荧光背景(见图1)。该背景经过擦拭后,显示为深蓝紫色,但放置了一段时间后,此荧光背景重现。在白光下观察,零件表面无异常(见图2)。
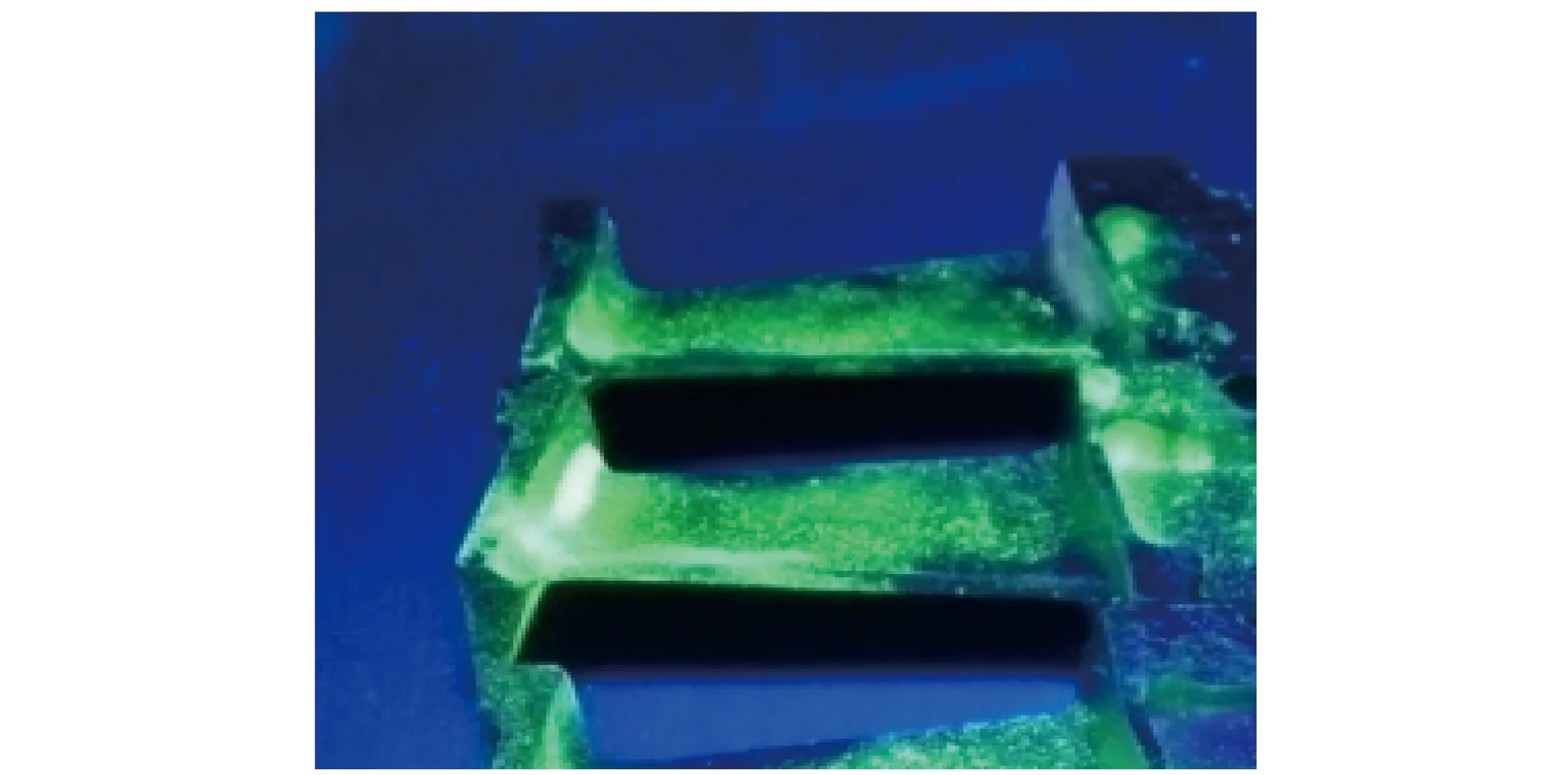
图1 零件在黑光下的状态

图2 零件在白光下的状态
3 成因分析
依据理论知识及现场工作经验可知,荧光渗透检测时,影响零件产生荧光背景的因素主要有:① 零件表面有污染物(包括目视不可见的污染物);② 零件表面有吸附性涂层或镀层;③ 渗透前腐蚀工序的影响。针对上述原因可能产生的环节,笔者进行了以下的测试工作。
首先,由于对该零件进行荧光渗透检测前需采用水基清洗的方式对工件进行清洗,所以针对影响因素①,先从预清洗工艺着手,复查了该零件荧光渗透检测前的预清洗工艺程序。为此,相关人员对出现问题的该批零件重新进行了彻底清洗,在保证清洗工艺合格的情况下,再次对其进行荧光渗透检测工艺处理。但对于经过该工艺处理后的工件,在暗室下未发现与初次检验相同的背景,因此排除了叶片表面存在污染物的原因。
其次,针对影响因素②,相关人员复查了该零件的铸造工艺(其一般工艺流程为:熔炼与浇注-脱壳-切割与打刻标记-初检-化学除芯-吹砂-力学性能检测-打磨修整-吹砂-表面检查-内腔检查-晶粒度腐蚀-荧光渗透检测-X射线检测-显微疏松检查-外观检验-尺寸检验-吹砂-冷腐蚀-荧光渗透检查-入库),经过全面的流程复核后发现,在零件铸造过程中没有任何会产生涂层或镀层的表面处理工艺。
由于该零件在进行荧光渗透检测前需要进行“晶粒度腐蚀”,问题很有可能出在晶粒度腐蚀的过程中,因此对该零件的腐蚀工艺流程进行了重点分析。
荧光渗透检测前安排“腐蚀”工序的原因为:荧光渗透检测能检出的缺陷类型为表面开口性缺陷(即缺陷本身是开口性的),在现实中缺陷的开口会因各种原因被堵塞,致使渗透液无法通过渗透工序进入缺陷,最终导致缺陷无法被检出。因此,为给渗透检测提供清洁、有效的“表面开口”,使渗透液能最大程度地进入缺陷,特别是对于某些关键零件,或者对于设计图纸要求较高检测灵敏度的零部件,一般要求在进行荧光渗透检测前安排腐蚀工序。
3.1 腐蚀工艺
复查该叶片的腐蚀工艺发现该零件在铸造阶段共经历过2次腐蚀工序,其区别在于第一次为晶粒度腐蚀,第二次是专为荧光渗透检测做准备的冷腐蚀。
进一步复查该叶片晶粒度腐蚀与冷腐蚀工艺的具体工艺参数(见表1),比较两者的工艺参数可知,所用溶液的名称及浓度(配比)相同,其不同点在于溶液温度和腐蚀时间。从表1可知,相对于冷腐蚀,晶粒度腐蚀时温度较高,且腐蚀时间长。

表1 两种腐蚀的工艺参数
对于冷腐蚀工艺,其腐蚀程度较低,材料去除量较少;而对于晶粒度腐蚀工艺,其腐蚀程度比冷腐蚀的要重,表面状态较冷腐蚀的相对较差。
依此推断:该零件批次性出现过度荧光背景可能是由渗透前的晶粒度腐蚀工序造成的。
3.2 试验验证
将和被检测叶片表面状态相同的报废叶片按照正常叶片的晶粒度腐蚀工艺参数进行处理,且进行荧光渗透检测工艺处理后,在暗室黑光下观察时,发现叶片表面呈均匀的黄绿色(见图3),其背景情况和问题批叶片的基本相同。
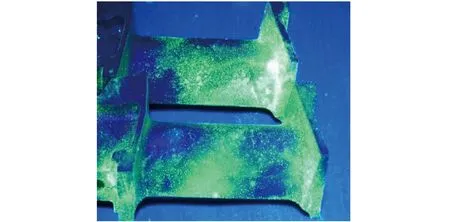
图3 黑光下叶片表面的黄绿色背景
将和被检测叶片表面状态相同的另外一些报废叶片按照正常叶片的冷腐蚀工艺参数进行处理后,进行荧光渗透检测处理操作,在暗室黑光下观察时,发现叶片表面呈现良好的深蓝紫色背景(见图4)。
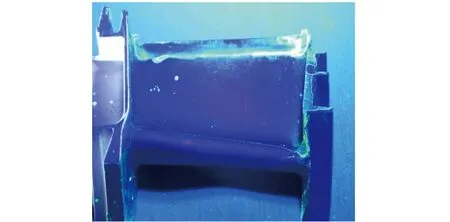
图4 黑光下叶片深蓝紫色检测背景
试验结果表明:将冷腐蚀后的叶片进行荧光渗透检测时背景良好;而对晶粒度腐蚀后的叶片进行荧光渗透检测时,叶片呈现过度的荧光背景(和问题批叶片类似)。
因此可判定:该叶片表面荧光背景过重是晶粒度腐蚀工序造成的。
3.3 采取的措施
铸造车间一般采用吹砂的方法来改善叶片表面的粗糙度,而荧光渗透检测的相关规范规定:当采用吹砂的方法对零件表面进行预处理时,如果采用的砂粒足够细(粒度150目或更细),则吹砂可作为一种合格的渗透检测前的预处理方法。
针对该问题批叶片,采用吹砂的方法来改善其表面状态,即在叶片晶粒度腐蚀工序后增加吹砂的方法,不但可以降低零件表面的粗糙度,而且能使零件表面形成比较均匀、细致的“麻面”。此“麻面”在进行荧光渗透检测时可得到良好的检测背景。
相关规范还规定,在铸件的铸造阶段,应至少安排一次荧光渗透检测前的腐蚀工序。由于该零件在荧光渗透检测前安排了一次冷腐蚀工序,充分暴露了缺陷,所以从保证该叶片的荧光检测质量上来说,最后一道腐蚀工序的安排完全能保证铸件入库前的检测质量。
经过前期的试验和分析,拟在叶片的“晶粒度腐蚀”和“荧光渗透检测”工序之间增加一道“吹砂”工序 (粒度150目或更细),因此该叶片的铸造工艺可调整为:熔炼与浇注-脱壳-切割与打刻标记-初检-化学除芯-吹砂-力学性能检测-打磨修整-吹砂-表面检查-内腔检查-晶粒度腐蚀-吹砂-荧光渗透检测-X射线检测-显微疏松检查-外观检验-尺寸检验-吹砂-冷腐蚀-荧光渗透检测-入库)。经过以上分析,调整后的检测工艺不但可以改善叶片的表面粗糙度,而且通过荧光渗透检测前的冷腐蚀工序,能保证其检测质量。
4 效果验证
在制定了以上改进措施后,对现场出现过重荧光背景的叶片增加吹砂的方法进行返修,返修后重新进行荧光渗透检测工艺处理,在暗室的黑光灯下观察,叶片无缺陷显示的部位呈现良好的深蓝紫色背景。为了进一步验证改进效果,相关人员对调整工艺流程后的后续叶片的相同荧光渗透检测工序进行了跟踪(结果见表2),结果表明,通过此工艺流程的调整,相同的问题再未发生。
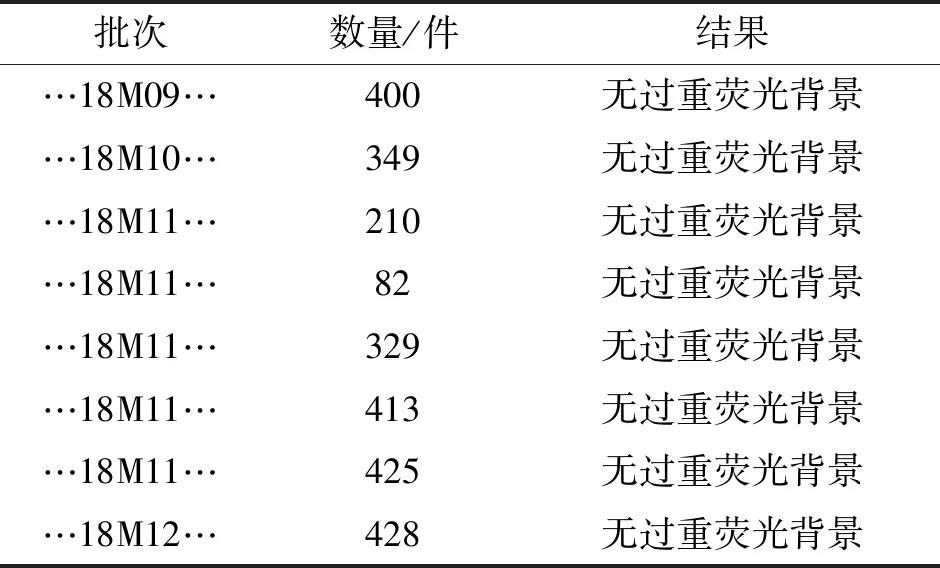
表2 叶片检测情况
5 结语
对某机涡轮叶片进行荧光渗透检测时出现的荧光背景过度的原因进行了分析,得知这是由荧光渗透检测前的晶粒度腐蚀工序造成的。要达到既能改善零件荧光检测背景的目的,又能保证叶片的荧光渗透检测质量,采用在叶片的“晶粒度腐蚀”和“荧光渗透检测”工序之间增加一道“吹砂”工序,可有效解决该问题。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
金属热处理(2022年2期)2022-03-16
昆明医科大学学报(2021年8期)2021-08-13
粉末冶金技术(2021年3期)2021-07-28
铝加工(2021年2期)2021-05-17
昆钢科技(2021年1期)2021-04-13
有色金属科学与工程(2021年1期)2021-03-04
建材发展导向(2019年10期)2019-08-24
小资CHIC!ELEGANCE(2018年28期)2018-09-14
小资CHIC!ELEGANCE(2016年15期)2016-07-26