
医用同位素生产堆燃料溶液杂质元素分离研究
2020-12-18 08:03邓启民程作用
同位素 2020年6期
邓启民,程作用
(成都云克药业有限责任公司, 成都 610041)
医用同位素生产堆(MIPR)是以高浓铀水溶液为燃料(C(HNO3)=0.1~0.3 mol/L,C(U)=50 g/L)的反应堆,用于99Mo、131I和89Sr等医用同位素的生产[1-2],燃料溶液运行24~48 h后进行在线医用同位素提取。但MIPR长期运行后,燃料溶液中裂变产物积累较多,运行一年后料液中主要裂变产物量大于40 g,如长寿命放射性核素137Cs和90Sr等,中长寿命放射性核素89Sr、95Zr、106Ru、140Ba、141Ce、144Ce、156Eu等,中子毒物Sm、Eu、Gd等。这些累积的裂变产物增加了燃料溶液的放射性剂量,并降低了反应堆堆芯的次临界度(Keff),影响反应堆的正常运行,因此需定期纯化料液,除去多余的裂变产物[3]。常规的反应堆乏燃料后处理工艺用Purex流程[4],乏燃料溶液需经贮存衰变后,再利用萃取剂从含U和Pu的硝酸体系中萃取分离裂变产物。但由于MIPR的燃料溶液需循环使用,料液的酸度固定,并且有机萃取剂可能引入燃料溶液,因此Purex不适用于MIPR的燃料溶液纯化。无机离子交换剂具有辐照稳定性好的优点,金属水合氧化物作为一种无机离子交换剂常用于废液处理和核燃料后处理工艺中。Baestsle等用水合五氧化二锑(HAP)从核燃料后处理酸性废液中分离、回收90Sr[5]。HAP柱可从模拟的1 AW废液中提取、回收裂片核素90Sr、141Ce、144Ce[6]。用水合氧化锰(HMD)可以从144Ce、140La、140Ba、90Zr和95Nb中分离140Ba和140La[7-8]。研究结果表明,HAP和HMD不吸附铀,在0.2 mol/L HNO3溶液中HMD对Zr、Ru、Se,以及HAP对Sr、Cs、Ce和Sm都能有效地去除[9]。本研究采用HMD、HAP和Al2O3交换剂为材料,开展从模拟的医用同位素生产堆燃料溶液杂质核素分离研究。
1 实验方法
1.1 实验仪器与试剂
IRRS-H2-DVO电感耦合等离子体发射光谱(ICP-OES):Thermo;DIONEX-300型离子色谱:Dionex;模拟MIPR燃料溶液:自制,HNO3和U浓度分别为C(HNO3)=0.2 mol/L,C(U)=50 g/L,杂质元素浓度为模拟反应堆以200 kW功率运行两年后主要的裂片元素产额;180~380 μm HMD和HAP交换剂:采用文献[8,10]方法合成,粒度为180~380 μm;酸性Al2O3:上海五四试剂。实验用水为蒸馏水,其他试剂均为分析纯。
1.2 交换剂联合使用对硝酸铀酰溶液中裂变元素的纯化
HMD,HAP和Al2O3交换剂分别装填在φ8 mm玻璃色谱柱(高径比3∶1),交换剂依次用10倍柱体积水和0.2 mol/L HNO3清洗后,加入含有杂质元素的模拟高浓铀反应堆燃料溶液吸附,测定吸附流出液中元素的浓度,流速均为1 mL/min,研究三种交换剂联合使用后的杂质元素的纯化效果。
2 结果与讨论
2.1 HAP和HMD溶解性研究
用于燃料溶液纯化用的交换剂,不仅要有效分离燃料溶液中的杂质元素,交换剂的性质必须稳定,避免产生新的杂质引入燃料溶液。HMD和HAP交换剂装柱后连续加入0.2 mol/L硝酸溶液淋洗,图1的淋洗曲线表明,前50 mL淋洗液中Sb浓度较高,可能由于交换剂未清洗干净造成,但随着淋洗体积的增加,Mn浓度可降低至7 mg/L,因此HMD交换剂需要预先用80倍柱体积HNO3清洗后才能使用;HAP柱经淋洗后Sb的浓度为22 mg/L。经过80倍柱体积HNO3清洗后的溶液中仍有一定量的Sb和Mn,说明HAP和HMD在HNO3溶液中有微量溶解。Sb和Mn杂质需进一步纯化,以降低其在燃料溶液中的浓度。

图1 硝酸淋洗中Mn和Sb浓度Fig.1 Concentration of Mn and Sb in HNO3 elute
利用HAP在酸性条件下吸附Mn的性质[6],采用HMD柱置于HAP柱前段的方式,去除溶解的Mn。HMD和HAP柱依次经过100 mL 0.2 mol/L HNO3溶液淋洗后,图2的数据表明,HMD柱的淋洗液中Mn的含量为29.3 mg/L,但是溶液经过HAP柱纯化后,Mn的浓度降低为1.33 mg/L, Sb的浓度达到28.32 mg/L。由此可知HAP对Mn有一定吸附能力,但Sb仍需选择其他方式进行去除。

图2 HAP柱纯化HMD柱溶解的MnFig.2 Mn purification in elute of HMD with HAP
Al2O3在酸性下能够吸附Sb[6],Al2O3性质稳定且是MIPR燃料溶液钼提取和裂变99Mo-99 mTc发生器所用的交换剂材料[11]。采用HMD-HAP- Al2O3串联的方式(图3),HMD、HAP和 Al2O3柱依次经过硝酸溶液淋洗,经过串联方式的纯化后,元素Mn、Sb、Al的浓度可降低为2 mg/L以下。

图3 HMD-HAP-Al2O3柱淋洗液中Mn、Sb和Al的溶解Fig.3 Mn, Sb and Al dissolution in elute from HMD-HAP-Al2O3 column
2.2 HMD-HAP-Al2O3联合使用对HNO3溶液中杂质元素去除研究
100 mL含混合裂片产物的硝酸溶液依次经过HMD柱(1 mL)、HAP柱(2 mL)和Al2O3柱(1 mL)纯化后,流出液中元素浓度和杂质去除率数据见表1,采用串联纯化的方式,主要杂质元素的去除率大于90%, Mn、Sb、Al的溶解小于1.5 mg/L。

表1 含混合裂片元素的硝酸溶液经HMD-HAP-Al2O3联合纯化效果Table 1 Remove of impurity elements in HNO3 solution with HMD-HAP-Al2O3 joint column
2.3 HMD-HAP-Al2O3联合使用对硝酸铀酰溶液中杂质元素去除研究
120 mL模拟的含杂质元素的高浓铀燃料溶液依次经过1.2 mL HMD,2.4 mL HAP,1.2 mL Al2O3纯化后,再用50 mL 0.2 mol/L HNO3溶液清洗残存在吸附柱的铀。由表2的实验结果可知,对于主要的裂变元素Sr、Zr和Se基本定量去除,对Ru和Ce的去除效率大于80%,中子毒物Sm的去除效率也可达72.2%。各杂质元素的去除率与HNO3溶液纯化效果比较略有降低,是由于燃料溶液的料液更复杂,离子强度更大所致,但总杂质元素的去除率远高于设计要求的70%。表3的清洗液中铀浓度和铀回收的数据表明,铀的平均损失率仅为0.83%,清洗液的铀可以采用萃取法或萃淋树脂方法进行回收再利用,其中98%的铀集中在前20 mL清洗液。实验结果可知,采用HMD、HAP和Al2O3联合使用的方式,模拟的MIPR燃料溶液中的杂质元素能够有效去除,铀的损失较小,燃料溶液纯化后的硝酸清洗液中的铀可用其他方式再回收利用,通过本研究,形成了MIPR燃料溶液纯化流程(图4)。
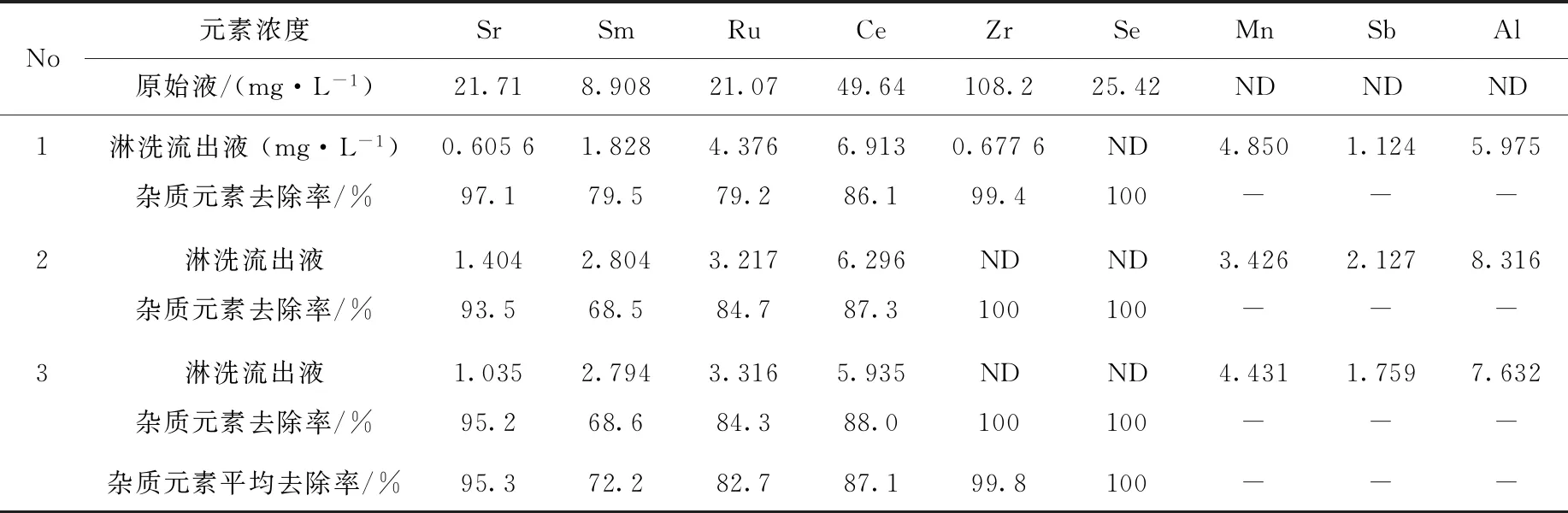
表2 HMD-HAP-Al2O3联合使用对硝酸铀酰溶液中杂质元素纯化研究Table 2 Remove of impurity elements in uranyl nitrate solution with HMD-HAP-Al2O3

表3 纯化过程中铀的损失Table 3 U lost in purification process
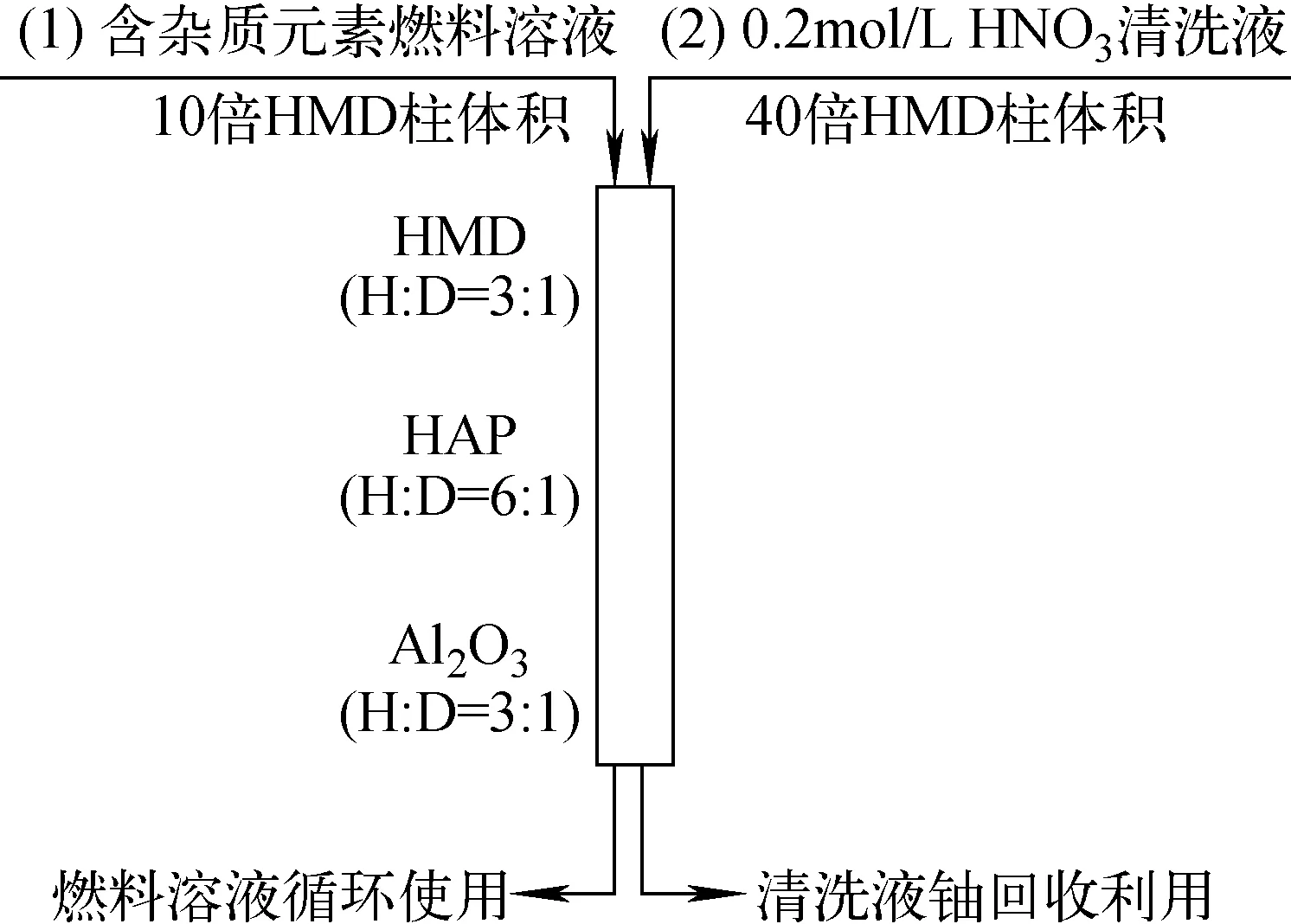
图4 MIPR燃料溶液杂质元素纯化流程Fig.4 Purification process of MIPR fuel solution
3 结 论
模拟的MIPR反应堆燃料溶液经过HMD-HAP- Al2O3三种无机离子交换剂的联合纯化,主要的裂片元素Zr和Se能定量去除,Sr的去除效率大于95%,Ru和Ce的去除效率大于80%,中子毒物Sm的去除效率可达72.2%;交换剂材料中的Mn、Sb、Al在纯化后的燃料溶液中的浓度低于10 mg/L;铀的平均损失率为0.83%。三种交换剂联合使用的方式能够满足MIPR反应堆燃料纯化的设计要求。
猜你喜欢
核安全(2022年3期)2022-06-29
艺术品鉴(2020年6期)2020-12-06
看世界(2020年2期)2020-03-23
中学化学(2019年2期)2019-07-08
领导文萃(2017年6期)2017-03-24
能源研究与信息(2016年3期)2017-01-12
中学生数理化·高一版(2016年7期)2016-12-07
中学生数理化·高三版(2016年9期)2016-05-14
中学生数理化·中考版(2015年12期)2015-09-10
数理化学习·高一二版(2009年5期)2009-07-31
