
气体保护焊焊机气流不畅的故障检修
2020-12-03 11:24:34苏州建设交通高等职业技术学校郭有瑞
汽车维护与修理 2020年22期
苏州建设交通高等职业技术学校 郭有瑞
气体保护焊焊机具有操作简单、价格便宜、适用性强、焊接强度高等诸多优点,是很多汽车维修企业和学校的必备维修设备。气体保护焊焊机故障较少,常见的有焊丝卡丝和保护气气流不畅等。本文以戴卡mig 6250焊机为例,介绍其保护气气流不畅的原因及故障检修。
1 气体保护原理
在进行金属焊接时,如果焊接件直接暴露在空气中,高温下的液态金属会与空气中的氮气、氧气和氢气等发生反应,使金属在凝固过程中产生气孔和裂纹等缺陷,造成焊接区域强度降低或脆化等不良后果。
为了保证良好的焊接强度,焊接时都会采用一定的保护措施,如手工电弧焊是在焊条表面包覆一层药皮,在焊接时药皮分解熔化,覆盖于焊缝表面,隔绝空气,较好地去除有害气体的影响,保证良好的焊接效果,此方法适用于厚钢板的焊接,不适用汽车维修类薄钢板的焊接。在汽车维修中常采用气体保护焊焊机进行焊接,一般用纯二氧化碳或者二氧化碳和氩气混合气作为保护气,保护气通过送气管路输送至焊接区。送气管路的通断由控制电磁阀执行,受焊枪开关控制,扣下焊枪开关,焊机先打开控制电磁阀,让气瓶与焊枪送气管路接通,将待焊接区空气排出去,保证焊接区无有害气体,然后才通电焊接;松开焊枪开关,焊接结束,焊机延迟关闭控制电磁阀,让焊缝在保护气的保护下冷却,提高焊接质量,保证焊接强度。
2 保护气异常的辨识
由上述分析可知,保护气在气体保护焊中决定焊接的质量,那么如何判断保护气是否正常呢?
首先在焊接作业前要养成检查的习惯,拧松气瓶阀门,与阀门连接的减压器压力表(图1)将显示气瓶内保护气的压力,通过压力表示数的大小可判断气瓶内保护气的储量;其次在焊接过程中发现烟雾变大,焊接区熔池的金属有沸腾的现象,这都是气流不畅导致保护气不足所产生的现象;最后检查焊缝质量,如果发现焊缝出现较多气孔,如图2所示,说明焊接时保护气不足或无保护气。

图1 减压器压力表

图2 保护气不足焊缝出现气孔
3 保护气气流不畅的常见原因
作业前需检查气瓶内保护气储量,如果气瓶内保护气储量充足,焊接过程中依然出现保护气不畅的情况,常见的原因有以下几方面。
(1)焊机熔丝熔断。为了避免电涌等电流突然变大对焊机造成的破坏,气体保护焊焊机安装有熔丝,当熔丝熔断时,仍然能听到焊机排热风扇工作的声音,但保护气不会接通,送丝结构也不工作,这种故障比较容易判断。
(2)送气管路堵塞。这是导致焊机保护气气流不畅最常见的原因,焊机工作环境恶劣,灰尘和颗粒物较多,对焊机的清洁保养较难到位,使用焊机时为保证焊丝的顺畅滑动会在焊枪送丝管滴润滑油,随着使用时间的延长,灰尘和颗粒物等的集聚可能会造成送气管路堵塞。此外,送气管路弯折和重物挤压也会造成送气管路堵塞,导致气流不畅。
(3)控制电磁阀(图3)异常。当控制电磁阀正常时,能按需接通和关闭送气管路,从而实现焊接保护和节约用气。如果控制电磁阀异常,则会出现通电无法打开,控制电磁阀处于常闭状态,保护气不能被输送到焊接区,导致无保护气。

图3 送气管路控制电磁阀
4 保护气气流不畅故障的检修
了解了气体保护的原理和保护气气流不畅的原因,保护气气流不畅的故障排除并不困难,检修方法通常是从气瓶开始按照保护气流动方向进行分段检查,比较高效的做法是先以控制电磁阀为界,分段排查故障,再借助仪表显示进行判断。检查步骤如下。
(1)检查气瓶气压。旋开气瓶阀门,如果减压器上的压力表显示气瓶气压为0 MPa,说明气瓶没气或压力表异常。旋松减压器和气瓶的连接螺纹,如果气流较弱说明气瓶无保护气,应换灌满保护气的气瓶,重新测试气流是否通畅;反之说明减压器的压力表异常,需要检修或更换减压器。如果气瓶气压不为0 MPa,则进行下一步检查。
(2)检查控制电磁阀。把控制电磁阀出口管拆下,旋开气瓶阀门和旋转流量计控制旋钮,让控制电磁阀前段的气流畅通,按焊机测试通气开关或焊枪开关送气,检查控制电磁阀出气口气流是否正常,如果正常,说明控制电磁阀出气口前段送气管路正常,可跳至第6步骤进行检查;如果控制电磁阀出气口气流异常,则进行下一步检查。
(3)检查控制电磁阀进气口气流。如果控制电磁阀进气口气流正常,则说明控制电磁阀有故障;如果控制电磁阀进气口气流异常,则进行下一步检查。
(4)检查气体流量计(图4)。把气体流量计出口管拆下,气瓶阀门打开,旋转流量计控制旋钮调节供气流量从小到大再到小变化,检查指示流量示数大小的小钢球是否随之变化。如果示数变化异常,检修气体流量计入口是否堵塞或更换气体流量计重新测试;如果示数变化正常,则进行下一步检查。
(5)检查控制电磁阀进气口前的送气管路。如果气瓶储气量充足,减压器和气体流量计正常,气流不畅的原因是气体流量计出口至控制电磁阀的送气管路堵塞,可以疏通或更换送气管路。如果控制电磁阀进气口前的送气管路正常,则进行下一步检查。
(6)检查焊枪电线与焊机机身接口至焊枪气体分流器(图5)之间的气流。保护气从焊机机身送出,流经焊枪送气管路,从分流器喷出,用气枪吹气测试此段送气管路是否通畅,如果不通畅,分别检查或更换气体分流器和送气管路;如果此段通畅,则进行下一步检查。
(7)检查控制电磁阀后的焊机机身内的送气管路。这段送气管路整体上处于封闭状态,一般很少出故障,可能会出现弯折或挤压,造成送气管路不畅,可进行修复或更换。

图4 气体流量计通气正常
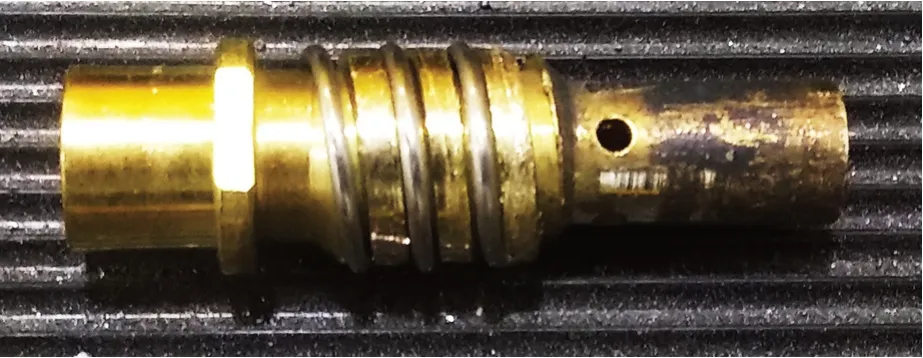
图5 焊枪气体分流器
5 保护气气流不畅故障排除案例
故障现象焊接实训室冬季采购一台戴卡mig 6250焊机,使用时间不超过4个月,之前工作一直比较稳定,在一次焊接过程中突然出现焊接烟雾增大、焊件表面污浊、熔池沸腾、焊缝高、内部布满气孔的现象。
故障诊断单独调试焊机,发现焊机保护气气流不畅,造成焊缝失去保护。由于使用时间不长、使用率不高,且机身从未拆过,发生堵塞非常罕见。按照前述保护气气流不畅的检查步骤进行检查,经检查,检查步骤前6步涉及的可疑部件均正常。然后进行拆机检查,控制电磁阀后的送气管路、电路板、相关元件均正常,顺着送气方向继续检查送气管路,发现在焊机另一侧的送丝机构后的送气管路弯折变形严重,如图6所示,导致保护气无法通过,将送气管路转弯处整理成圆滑过渡后试机,焊机通气顺畅,工作正常,故障排除。

图6 送气管路弯折
为何购机后4个月就突然出现故障,而不是购机时就出现故障,故障根源在哪里呢?设备出现故障的常见原因有:违规操作、环境影响、设计缺陷等。由于此焊机不存在违反操作说明的使用,排除人为操作的原因;故障发生在高温夏季,购机在冬季,环境温度有着明显区别,送气管路是塑胶材质,温度低时比较硬,温度高时会变软,安装时温度低,送气管路抗弯折力大,随着温度升高,送气管路开始变软,抗弯折力变小,弯折程度变严重,送气管路内的气体压力也不能胀开送气管路,于是焊机就出现了保护气气流不畅的故障。为了防止故障的再次发生,使用高粘合力胶带固定送气管路,如图7所示。

图7 送气管路防折弯加固
故障排除 用高粘合力胶带固定送气管路后试机,故障彻底排除。
故障总结 该故障表面上是由于环境温度的变化使送气管路弯折导致故障的发生,其实是送气管路长度偏短导致的,是设计的问题。维修人员要具有设备的基本保养和维修技能,对于焊机的常见故障,不要受困于常规思路,要大胆突破,设计有时也会存在问题。
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
劳动保护(2018年8期)2018-09-12 01:16:20
纤维复合材料(2018年4期)2018-04-28 08:45:48
焊接(2016年6期)2016-02-27 13:04:57
焊接(2016年1期)2016-02-27 12:59:40
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年9期)2015-07-18 11:03:53
电子工业专用设备(2015年4期)2015-05-26 09:10:36
制造技术与机床(2015年8期)2015-04-24 07:25:38
