圆截面橡胶圈密封结构中外保护圈两种校正方法的比较
2020-11-26 03:46王会严冰玉
机械工程师 2020年10期
王会,严冰玉
(西安航空制动科技有限公司,陕西兴平713106)
0 引 言
在圆截面橡胶圈密封结构中,当工作压力大于15 MPa时,活动密封与通常情况下的矩形槽固定密封必须采用保护圈[1]。保护圈根据密封圈所受工作压力设置于密封圈一侧或两侧,以阻止密封圈被工作压力挤入配合间隙中产生损伤引起泄漏。保护圈是一种氟塑料制成的环状零件,按是否切口分为A型和B型[2],位于工件外部密封槽的称外保护圈,处于工件内部密封槽的称内保护圈。因不切口的A型保护圈(如图1)安装时大多需变形才能到达预定位置,故而保护圈尺寸与形状的变化必需通过校正予以恢复,否则装入密封圈后,在轴类与筒类零件的进一步组合中很容易将保护圈挤出或切断。图2、图3是刹车装置常用的A型保护圈的两种集成了复位、调隙功能的组合式活塞组件结构形式[3-4],以此为例,其内保护圈的安装是捏扁后塞入内密封槽的,通常只需使用校正棒进行校圆;而外保护圈的安装则需翻越外密封槽的台肩,形状和尺寸均产生了较大变化,校正需兼顾校圆和收缩功效,现有收压板和收压筒两种形式。因事关装配质量,相对而言,外保护圈的校正更值得关注。
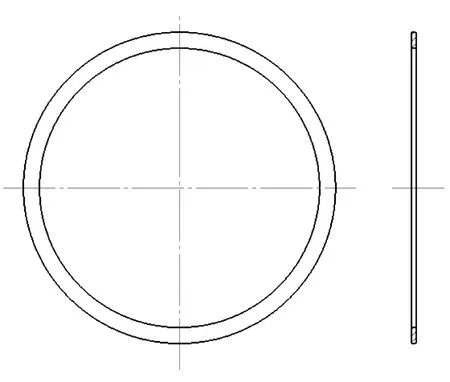
图1 A型保护圈
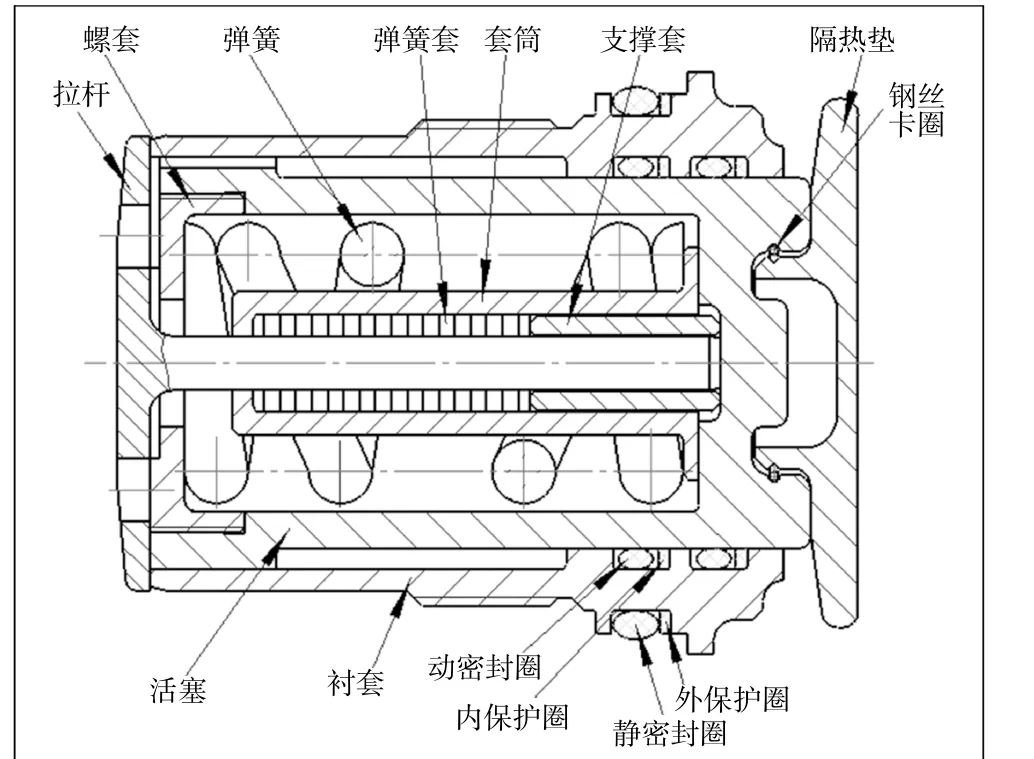
图2 弹簧套调隙活塞组件
1 校正原理
对于外保护圈的校正,收压板的使用目前最为广泛,其夹具结构形式如图4所示,它主要由主体、滑块、螺杆、手柄、上弧板、下弧板、螺钉、铲形板、备件盒等组成,其中备件盒临时收纳待替换上弧板和下弧板,铲形板作为保护圈收口时衬套或活塞的辅助支撑,螺杆为双向螺纹,可以带动左右滑块同时前进或后退,左边上弧板和下弧板叠放构成半个校正环槽,右边上弧板和下弧板组合形成另半个校正环槽,分别靠螺钉固定于左右滑块上。
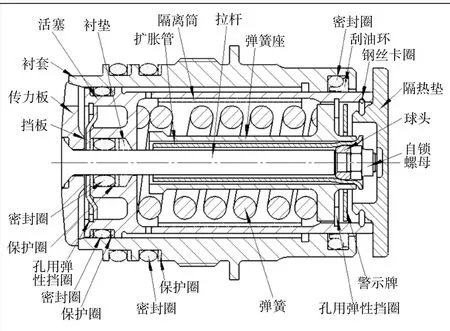
图3 扩胀管调隙活塞组件
使用收压板校正外保护圈时,先将保护圈套入衬套或活塞外密 封 圈槽,使用扁挑针将保护圈压平,然后将衬套或活塞置于铲形板上,正向转动手柄驱动左右滑块趋近,使保护圈逐渐卡入上弧板和下弧板组成的两半校正环槽中,保护圈随校正环槽的挤压产生塑性变形,两半校正环槽合拢之后,保护圈在形状修复的同时,尺寸也得到了相应恢复。然后,再反向转动手柄使左右滑块远离,使左边的上、下弧板与右边的上、下弧板分开,取下装有外保护圈的衬套或活塞,至此,保护圈校正结束。
相比收压板校正外保护圈,收压筒的使用较晚,其夹具结构形式如图5所示,它主要由底座、收口套、卡环、压头、压杆组成,校正面为收口套的锥面及内孔,卡环为2个半环状零件,用于填补衬套或活塞上保护圈安装后密封圈槽宽度空隙,防止校正时保护圈碟状后翻。
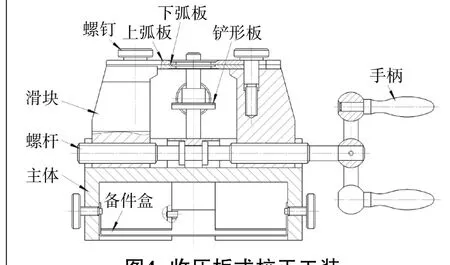
图4 收压板式校正工装
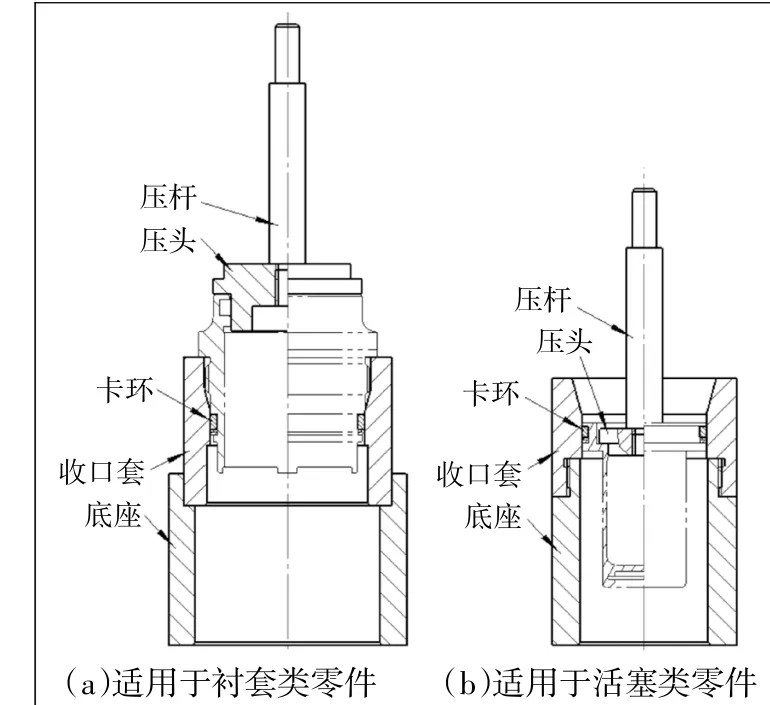
图5 收压筒式校正工装
使用收压筒校正外保护圈时,夹具的压杆夹持于台式钻床或手压床的钻夹头上,先将保护圈套入衬套或活塞外密封圈槽,使用扁挑针将保护圈压平,再将卡环卡入密封圈槽,然后将衬套或活塞插入收口套,扳动台式钻床或手压床手柄驱动压头下压衬套或活塞下行,此时收口套的锥面会先对衬套或活塞自动找正,紧接着保护圈被锥面逐渐挤压收拢,当保护圈脱离收口套锥面运动至圆柱面后,其外形和尺寸也就获得了最终修整。活塞上的外保护圈校正后,通常活塞会自动下坠至底座中,但衬套因受台肩阻挡,外保护圈校正后,需翻转收口套反向压出衬套。
2 结构比较
两种校正方法所用工装直观差异较大,仔细分析特点也非常明显:
1)收压板式校正工装不需借助外部设备即可实现功能操作,看似结构复杂、体型较大,但如果将夹具主体作为通用工装来看,不同规格的外保护圈仅需更换上弧板和下弧板,实质通用性非常明显;而收压筒式校正工装看似结构简单,但校正面与夹具一体,不同规格的外保护圈需制作成套夹具,这样比较下来却显得通用性相对不足。
2)收压板式校正工装靠厚度有限的上、下弧板插入零件外密封槽进行收压校正,即使密封槽较窄,也可只使用下弧板配合零件密封槽上端面构成校正环槽,对零件结构无特殊要求,使用范围很广;反观收压筒式校正工装校正面较长,锥面夹角需控制在90°以内(锥面夹角过大不能对外保护圈形成引导及收拢效应),而有些衬套类零件外密封槽与止动台肩很近,不符合夹具锥面夹角要求,其外保护圈的校正自然不能使用收压筒式校正夹具。因此相比之下,收压筒式校正工装更具局限性。
3 校正效果
观察收压板和收压筒校正过程及校正后的保护圈,发现以下现象:
1)对于安装后临近脱出零件密封槽的变形过大外保护圈,使用收压板和收压筒两种校正方法强行校正,结果均出现了保护圈被挤断现象,因此外保护圈安装时应从零件直径偏小端套入,翻越台肩时倾斜不宜超过30°且需逐段翻越,以尽可能防止外保护圈被过度撑大,出现不能校正的尴尬。
2)使用收压板校正方法时,零件上的外保护圈进入上、下弧板构成的校正槽时比较困难,除非保护圈相当平整,取掉上弧板并将铲形板下移,保护圈进入下弧板校正面变得容易;而改用收压筒校正方法,对于安装了外保护圈的衬套或活塞卡入卡环时却非常顺利,没有这一障碍,这主要得益于收压筒空间比较开阔。
3)使用收压板校正方法,两半下收压板对接面与校正面相交呈棱边(如图6)时,校正中棱边会对保护圈产生切料,倒圆R0.3(如图7)后,切料问题消失,而且可一次性收压到位,但又出现保护圈材料鼓入倒圆形成的空隙而在直径方向长出凸耳(如图8),采用先收压保护圈至两半弧板间距2 mm左右后松开,转动工件90°再对保护圈收压到位,凸耳高度减小,然后再转90°进行一次校正,凸耳已变得不太明显;而收压筒校正方法不存在这一问题,因为校正面是个浑圆,所以一次校正就获得了保护圈的光滑规整外形。
4 结 论
经过对圆截面橡胶圈密封结构外保护圈两种校正方法的夹具结构与校正效果进行对比分析,可以得到以下结论:
1)两种校正方法的使用前提是外保护圈安装时应无过度撑大。
2)收压筒结构简单、加工容易,外保护圈校正效果及效率明显优于收压板,值得进一步大力推广。
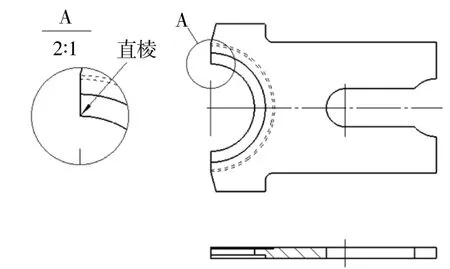
图6 下收压板对接面处棱边
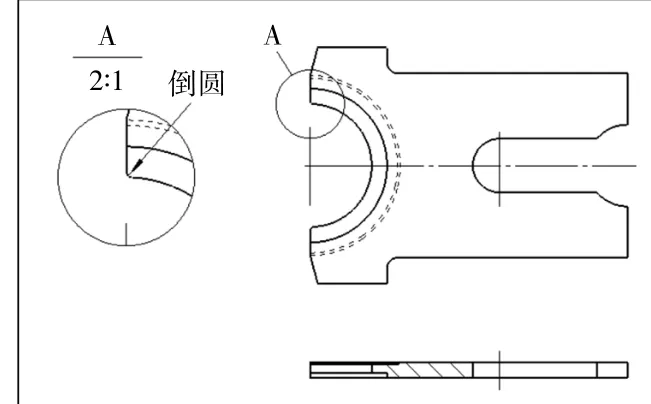
图7 下收压板对接面处棱边倒圆后状态
3)收压板对零件结构适应性强,只需更换上、下弧板即可适应不同规格的外保护圈,上、下弧板的用料少于收压筒夹具,通过分多步校正亦可达到相对理想效果。
4)对于不适宜收压筒操作的零件,目前还必须使用收压板对其上的外保护圈进行校正。
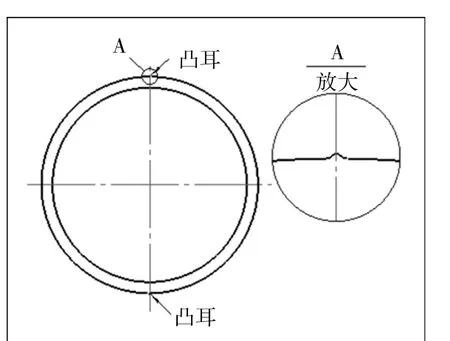
图8 保护圈使用收压板校正后形成的凸耳
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
汽车零部件(2021年7期)2021-07-29
水力发电(2021年2期)2021-05-14
哈尔滨轴承(2021年4期)2021-03-08
探索科学(学术版)(2019年11期)2019-06-16
汽车实用技术(2018年20期)2018-10-26
民用飞机设计与研究(2018年1期)2018-05-04
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
科技视界(2014年11期)2014-06-28