奥氏体不锈钢与铬钼耐热钢管道焊接工艺
2020-11-23 01:44严学光
科技创新与应用 2020年33期
关键词:工艺分析
严学光

摘 要:文章坚持以提升化工领域管道焊接质量为目的,建立在焊接技术体系和焊接材质的差异性角度展开分析,研究对象以奧氏体不锈钢以及铬钼耐热钢为主,首先分析了异种焊接作业中出现的缺陷,其次阐述了焊接工艺,其中分析了焊接方法、焊接材料、参数控制等环节的细节作业方式;再次,论述了异种焊接过程中需要注意的重点,通过文章论述能够为奥氏体不锈钢以及铬钼耐热钢的异种焊接工艺提供技术支持。
关键词:奥氏体不锈钢;铬钼耐热钢;管道焊接;工艺分析
中图分类号:TG407 文献标志码:A 文章编号:2095-2945(2020)33-0097-02
Abstract: This paper insists on improving the quality of pipeline welding in chemical industry, and analyzes welding technology system and welding material difference. With austenitic stainless steel and chromium molybdenum heat resistant steel as the research objects, this paper firstly analyzes defects occurring in dissimilar welding operation and welding process, then analyzes welding methods welding materials parameter control, etc. Thirdly, emphasis is given on different welding processes. This study can provide technical support for dissimilar welding process of austenitic stainless steel and chromium molybdenum heat resistant steel.
Keywords: austenitic stainless steel; chromium molybdenum heat resistant steel; pipe welding; process analysis
在当前的化工生产建设过程中,经常会出现不同材质管道进行异种焊接作业的情况,同时由于大部分的化工管道工作环境经常以高压高温条件为主,因此对于焊接作业的质量有着较高的要求,同时不同类型的不锈钢在焊接过程中也会受到材质差异性的影响,因此如何在异种焊接过程中选择正确的焊接工艺以提升焊接质量,是当前化工领域在技术研发过程中需要注重的主要问题。
1 奥氏体与铬钼材质不锈钢管道焊接缺陷
从材质的性能角度来看,奥氏体不锈钢的塑性和韧性较好。但是,在焊接作业过程中,由于热循环的影响,部分焊接接头会出现较多的问题,包括热裂纹、高温脆化、敏化腐蚀、变形较大等问题。另外在焊接过程中受到高温影响,不锈钢会产生合金元素烧损,从而导致氧化问题。
铬钼耐热钢在焊接过程中会受到高温焊接作业的影响,从而出现冷裂纹、硬化、软化等情况,同时在长时间的高温环境作业下,也会出现再热裂纹。
而在奥氏体不锈钢和铬钼耐热钢进行对接的焊接作业过程中会受到不同材质成分的影响,导致稀释焊缝的合金成分,同时也会出现凝固过渡层以及碳迁移过渡层。同时由于两种钢的材质具有不同的膨胀系数,因此在同时焊接过程中会产生较大的残余应力,这些应力将直接导致焊接缝的抗拉能力和强度被削减。尤其是在长期高温循环的工作环境中,焊接缝会受到应力影响,出现热疲劳或者产生热裂纹,这些都不利于生产的安全管理。
2 异种管道焊接工艺
为了进一步提升奥氏体以及铬钼耐热钢异种钢管道焊接工艺分析的有效性,本文选取了P22耐热钢以及TP347H奥氏体钢作为研究对象。
2.1 焊接方法
当前在化工领域针对奥氏体不锈钢以及铬钼耐热钢进行异种焊接的主要方式以直接焊接法和隔离层堆焊法为主。
这其中直接焊接法指的是通过高合金焊接材料来完成两种钢结构管道的焊接,在焊接过程中要保持铬钼耐热钢的熔化深度最小,同时也要合理的选择焊接材料,尽量避免受到外界约束条件的影响,从而导致焊缝出现裂纹。直接焊接法在当前的化工领域已经取得了较为显著的成效,例如我国的化学工程第七建设有限公司利用直接焊接法,完成了TP347H和P22的管道焊接项目。
另外隔离层堆焊法主要是通过在铬钼耐热钢的坡面上首先堆焊23-13行型的奥氏体金属形成隔离层(图1),以此来减少凝固过渡层的出现。
这能够进一步减少隔离堆焊层与铬钼不锈钢之间约束应力差异性的问题,再结合相关标准完成隔离堆焊层的焊接之后,异种管道焊接转换成了奥氏体不锈钢之间的焊接,这种焊接方式对于焊接材料的选择没有较大的要求,利用普通的奥氏体金属材料可以进行焊缝填充。
需要注意的是隔离堆焊层只能够附着在铬钼耐热体结构上,一旦在奥氏体不锈钢上进行隔离堆焊层焊接会出现马氏体组织焊缝。
另外为了进一步降低碳迁移现象出现的几率,也可以在铬钼耐热钢结构上附着第一隔离层,焊条选择以TI、NB以及V等成分为主,然后在第一隔离层的结构之上附着第二隔离层,主要以奥氏体不锈钢焊条为主。
2.2 焊接方式
通常来讲选用隔离层对焊法进行异种焊接的过程中,通常会利用手工电弧焊来进行隔离层作业,其次利用手工钨极氩弧焊结合手工电弧焊进行两种管道的焊接。针对根部的焊缝内侧焊接时需要进行氩气保护。
若利用直接施焊法进行焊接,需要采用手工钨极氩弧焊结合手工电弧焊进行综合焊接,同时,针对焊缝内侧进行焊接时,也需要落实氩气保护,焊机的型号可以选择ZXG-7-300-1氩弧焊机以及ZX7-400IGBT电焊机为主,选用直径2.4MM的铈钨极。
2.3 焊接材料的原则
在进行异种钢管道焊接的过程中,选择合适的焊接材料能够进一步提升焊接的质量,从而也可以提升焊缝的性能。由于直接落实奥氏体不锈钢以及铬钼耐热钢的异种焊接作业会产生过渡区,过渡区中会含有大量的化学成分,同时金相组织不够均匀,其力学性能以及物理性能也会有所衰减,这将会直接导致焊接缺陷的产生,例如大量的裂纹,同时在未来的高温高压使用过程中也会出现再生裂纹,因此在选择焊接材料的过程中必须要结合不同种类钢材质的性能接头形式成分,以及使用环境进行针对性分析,确保焊接材料能够符合焊接作业以及使用过程中的相关需求。
因此選择焊接材料的相关原则有以下几点。
首先要利用具有极强抗裂性能的焊接材料,进行异种钢管的焊接,尽量减少焊接缝以及接头裂纹产生的几率。
其次需要充分分析不同类型钢管道材料的性能,建立在性能最低一侧的最低值基础上选择焊接材料,即焊接材料的性能≥性能较低的母材性能的最低值。
再次针对奥氏体-铬钼结构的焊接头来讲,在选择的过程中,需要结合填充金属受热稀释后的最低性能进行分析,确保填充金属能够起到提升性能的作用,同时在满足上述几种条件的基础上,还要尽可能的选择具有较好工艺性能,性价比较高,同时获取较为便捷的焊接材料。
另外要结合成品的使用环境温度,来进行焊接材料的挑选。当工作环境的温度小于450摄氏度时,可以选用以A302,A307型号为主的焊条;当温度在450-550摄氏度之间时,可以选择A502、507型号的焊条;当温度在550摄氏度以上且焊接接头会承受较高的应力时,可以选择镍基合金焊材。
本文所阐述的案例中,结合P22以及TP347H异种钢,各自的化学性能以及焊接缺陷进行综合分析之后,将焊接方法选定为直接施焊法焊接材料利用ER309节和A302进行焊接作业。
2.4 焊接参数
针对焊接参数的选择,需要建立在不同钢种的性能基础上进行分析,尽量降低熔合比,因此在选择焊条或焊丝的过程中以小直径为主,利用小电流快速焊以及多层多道焊相结合的方式来控制不同焊层之间的温度。
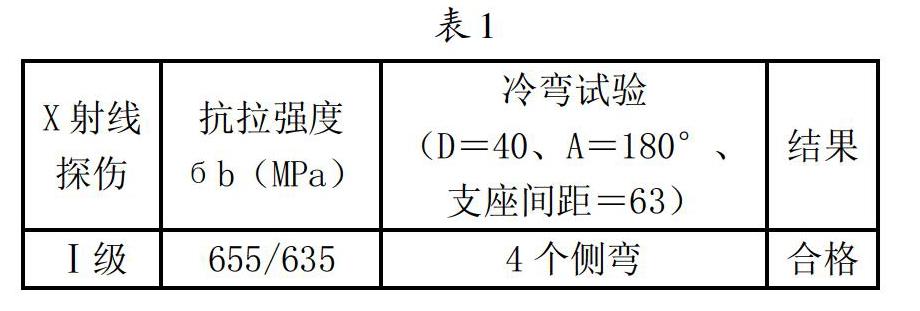
2.5 焊接结果评价
结合上述案例中的焊接方式以及相关参数,落实了焊接成果评价的要求,建立在焊接工艺的规范以及整体性能基础上展开评价,结果如表1所示。
3 焊接过程中的控制重点
首先需要结合不同的管道材质和性能,选择正确的焊接材料,这是提升焊接质量的关键要素,要进一步控制熔合比,减少焊缝的稀释程度,同时在进行工程焊接作业过程中,需要利用氩气保护来提升焊接的质量。
其次,在整体焊接作业过程中,必须要加强对焊接区域的清洁,减少有害元素以及其他物质的渗入,从而影响焊缝的质量。可以多采用多层多道焊的方式进行短弧操作,利用小直径的焊条,采用小电流以及快速焊的方式进行作业。不同焊层之间的温度差要控制在150度以下。
再次,在起弧以及收弧的过程中要提升处理质量。在起弧的点焊处需要将结构进行打磨,使其保持在45度的缓坡状态下,在收弧过程中必须要注意防止弧坑和裂纹的产生。
另外需要根据不同的焊接方式来结合实际的情况选择合理的焊接方法,结合上文论述可知,当前利用隔离层对焊法能够有效减少过度凝结过渡层以及碳迁移过渡层的形成,同时也可以减少约束力对焊缝的质量影响。而直接焊接法在应用过程中较为简便,利用高合金作为焊接材料,在焊接过程中需要严格的控制熔合比,来提升焊接的质量。
两种方式相比之下,隔离层对焊法的焊接效果较为理想,同时选择焊接技术还需要针对实际的异种钢性能和成分进行针对性分析,才能够提升焊接方式与焊接实际的匹配程度。
4 结束语
综上所述,在针对奥氏体不锈钢以及铬钼耐热钢进行异种焊接的过程中,合理的选择焊接工艺,选择匹配性最强的焊接方法,在焊接过程中注意高质量的焊接作业方式,并且合理的控制相关参数,能够进一步提升异种焊接的质量,减少焊缝裂纹以及性能下降对整体结构的影响。本文通过实际案例讲解论述了不同焊接工艺的实际应用方式,可以作为丰富异种材料管道焊接技术体系的参考依据。
参考文献:
[1]张坤.异种钢焊接接头力学性能与组织结构研究[D].华北电力大学(北京),2019.
[2]杨金荣.奥氏体钢和珠光体耐热钢专用焊接材料的研制及性能分析[D].沈阳工业大学,2019.
[3]崔一哲.奥氏体不锈钢和低合金钢异质接头焊接性的研究[D].沈阳工业大学,2020.
[4]高秋志.新型高CR铁素体耐热钢相变行为及焊接性[D].天津大学,2019.
猜你喜欢
山东工业技术(2017年5期)2017-03-16
科技创新导报(2016年29期)2017-03-15
中国新技术新产品(2017年3期)2017-03-07
亚太教育(2016年31期)2016-12-12
当代旅游(2016年3期)2016-05-13
企业文化·中旬刊(2015年5期)2015-06-27