
关于整车气密问题的分析与改进
2020-11-12 02:14孙珂曹乃轩张蕾
汽车实用技术 2020年19期
孙珂 曹乃轩 张蕾


摘 要:汽车气密是影响车辆性能及行车安全的重要因素。整车车辆气密不合格是汽车最常见的故障之一,整车气管路比较复杂,造成车辆气密不合格原因较多。文章针对整车管路插接不合格问题,分析了造成整车管路插接不合格的主要原因,并针对主要原因提出解决措施,有效地解决了整车气密性问题,提升装配过程效率,提升产品车入库节拍。
关键词:整车;气密;气管路;效率
中图分类号:U466 文献标识码:A 文章编号:1671-7988(2020)19-106-04
Analysis and improvement on the air tightness of the whole vehicle
Sun Ke1, Cao Naixuan2, Zhang Lei3
(1.Shaanxi heavy duty automobile Co., Ltd., Shaanxi Xi'an 710200;
2.Shaanxi heavy duty automobile import & export Co., Ltd., Shaanxi Xi'an 710200;
3.Shaanxi hua zhen vehicle parts Co., Ltd., Shaanxi Xi'an 710200)
Abstract: Car air tightness is an important factor affecting vehicle performance and driving safety. Unqualified vehicle airtightness is one of the most common failures of automobiles. The air pipe of the entire vehicle is more complicated than the road, which causes many reasons for unqualified vehicle airtightness. Aiming at the problem of unqualified vehicle pipeline plugging, this article analyzes the main reasons for unqualified vehicle pipeline plugging, and proposes solutions for the main reasons, effectively solving the problem of vehicle air tightness and improving the assembly process Efficiency, improve the product vehicle storage rhythm.
Keywords: Power system; Airtight; Gas pipeline; Effectiveness
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2020)19-106-04
引言
随着社会不断发展,人们对汽车的需求越来越大,对汽车的质量要求也越来越高。客户对产品车的性能要求也再不断提升。整车气管路是影响车辆安全性能的重要因素,整车气密为装配检测关键控制项[1]。在实际生产过程中,整车气管路接头较多,管路接头插接过程中存在问题,气管路检测合格率较低,需要进行返工后二次检测,严重影响整车生产效率,因此,解决整车气管路插接不合格问题,成为急需解决的事情[2]。
本文从实际案例出发,分析了整车气管路插接不合格的主要原因,针对主要原因提出相应解决措施,并将结果应用于生产过程进行验证,有效地解决了整车气管路气密不合格问题,提升整车性能[3]。
1 现状描述
整车下线气密检测过程中,经常出现制动常排气,气管路漏气等故障,影响整车气密性一次检测合格率,导致车辆无法正常启动,影响生产节拍,造成装配后大量返工,需要对该问题进行重点分析改进[3]。
2 原因分析
2.1 现状分析
对某企业装配下线车辆一次气密检测情况进行统计,统计数据如表1。
根据数据统计结果显示,下线车辆一次气密检测性合格率为90.02%,一次检测合格率较低,需进行处理后二次检测,确保整车气密100%合格。
2.2 关键原因分析
通过对下线车辆一次气密检测合格率较低问题进行头脑风暴分析原因,主要原因有:
人员因素:装配人员技能水平不一致
零部件因素:气管插接头无保护帽
装配因素:气管插接不到位;螺纹管接頭涂胶不规范;球窝接头卡簧分装不到位
针对以上原因,通过过程跟踪及数据分析,确定影响下线车辆一次气密检测合格率的主要原因。
2.2.1 装配人员技能水平不一致
对装配人员进行笔试和实操考试,考试结果均符合标准要求,对装配下线车辆进行跟踪,装配过程能够严格按照插接器的插接要求插接,装配结束后拉拔未脱出,符合工艺要要求,并跟踪其装配结果,如表2。
采用回归分析法进一步量化,计算得线性相关系数|R|=0.56<0.8,不满足|R|>0.8,因此,装配人员技能水平不达标不是主要原因。
2.2.2 气管插接头无保护帽
为了确定气管插接头有无保护帽是否为下线车辆一次气密检测不合格的关键因子,分别取用无保护帽和有保护帽的气管装配200辆车[4],并记录了气密检测不合格情况:
根据统计结果可知,P值=0.002<0.05,因此以95%的置信度判定气管插接头无保护帽是影响下线车辆一次气密检测合格率的主要原因。
2.2.3 气管插接不到位
为了验证气管插接到位是否为下线车辆一次气密检测不合格的关键因子,跟踪下线车辆一次气密检测不合格车辆的气管插接情况,统计情况如下:
由统计结果可知,P值=0.004<0.05,以95%的置信度判定:气管插接不到位是影响下线车辆一次气密检测合格率的主要原因。
2.2.4 螺纹管接头涂胶不规范
现场查看装配过程存在密封胶未按要求涂抹;为确定涂胶规范对下线车辆一次气密检测结果的影响,小组进行模拟试验[5]。
使用方差分析法进一步量化:
结合方差分析法进一步量化,无显著影响,因此螺纹管接头涂胶不规范不是影响下线车辆一次气密检测合格率的主要原因。
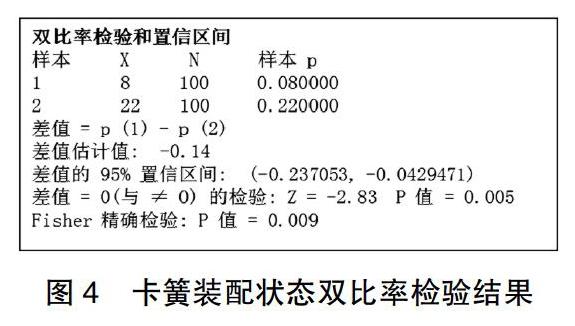
2.2.5 球窝接头卡簧分装不到位
为了检验卡簧分装到位是否为下线车辆一次气密检测不合格的关键原因,跟踪了一次气密检测不合格车辆的卡簧分装情况,统计情况如下:
根据统计结果可知,P值=0.009<0.05,因此以95%的置信度判定球窝接头卡簧分装不到位是影响下线车辆一次气密检测合格率的主要原因。
3 改进措施
根据上述数据分析及现场跟踪,插接头无保护帽、气管插接不到位、球窝接头卡簧分装不到位是造成下线车辆一次气密检测合格率低的主要原因。针对以上原因,分别制定管控措施。
3.1 更换有保护帽插接头
1)对在线无保护帽插接头退库处理:对生产现场无保护帽插接头,由检验员确认后,贴不合格标签,全部进行退库。
2)完善生产现场装配过程三不流程,严格执行生产现场不接收,不传递,不制造流程。
3)对装配人员进行装配过程三不流程培训,装配前对插接头有无保护帽进行100%检查。
3.2 增加专用工装
设计卡簧装配专用工装,将卡簧放置到专用工装上,一次卡装到球窝接头要求的深度处。使用专用工装后,卡簧一次卡装到位,保证插接头卡住后不脱出。
3.3 修改插接器插接规范,增加自检互检
针对气管插接不到位问题修订作业文件。安装前,检查接头是否完好,密封圈是否完整;将接头插入六角头插座中,直至卡环嵌入接头环槽中,快插接头插入时听见“咔”的声音,说明插接到位;装配完成后,用手拿住接头连接处气管向外拔,如接头未脱出,则说明安装到位,如果气管接头被拔出,说明插接不到位,需要进行重新插接,直到无法拔出为止。
针对快插接头插接问题,要求装配过程中插接完成后对快插接头增加自检,主要规则如下:装配完成后在接头部位画自检标识:在快插接头上翼面,用蓝色油漆笔在快插接头与球窝接头结合处根部,画小于等于10mm的半圆弧线,要求笔尖挨着球窝接头底部斜45°画弧线,自检标识画在球窝接头与快插接头间隙处。
4 验证效果
以上措施整改后,对整改效果进行检查,改进后对下线车辆一次气密检测情况进行检查,统计数据如下表8所示,下线车辆一次气密检测合格率提升至97%,验证改善效果良好。
5 结论
通过对下线车辆一次气密检测不合格问题进行分析,明确了影响车辆一次气密检测不合格问题的相关因素,通过在线跟踪及数据统计对相关因素进行分析确认,最终确定影响下线车辆一次气密检测不合格的主要原因,并针对主要原因制定相应整改措施[6]。最终通过对下线车辆一次气密检测情况进行统计,下线车辆一次气密检测不合格率降低至3%,验证了改进措施有效,提高了生产过程装调效率。
參考文献
[1] 马林.全面质量管理[M].中国科学技术出版社出版.
[2] QC/T900-1997.汽车整车产品质量评定方法.
[3] 夏均忠.汽车综合性能检测(第二版)[M].机械工业出版社, 2011.
[4] 徐论意,任春林.某轻卡车架横梁开裂问题原因分析与改进[J].汽车实用技术,2018,20:93.
[5] 黄杰,许少楠.基于乘员保护的驾驶室本体结构改进[J].汽车实用技术,2017,16:129.
[6] 陈秀华,刘福尚.汽车制造质量管理[M].机械工业出版社.
猜你喜欢
科学大众·教师版(2022年4期)2022-04-13
语数外学习·高中版中旬(2021年12期)2021-03-09
重庆与世界(2020年7期)2020-08-04
福建基础教育研究(2019年4期)2019-05-28
中国科技纵横(2018年13期)2018-08-31
科学与财富(2018年2期)2018-03-16
考试周刊(2017年74期)2018-01-30
广东教育·高中(2017年11期)2017-12-04
山东工业技术(2017年17期)2017-09-13
汽车科技(2017年2期)2017-05-11
