
CPCA标准《印制板用硬质合金铣刀通用规范》介绍
2020-11-12 07:39曾期榜曾招景
印制电路信息 2020年9期
刘 洋 曾期榜 曾招景
(深圳市金洲精工科技股份有限公司,广东 深圳 518116)
1 标准制定背景
1.1 标准概述
T/CPCA-4405-2020《印制板用硬质合金铣刀通用规范》是CPCA(中国电子电路行业协会)新发布的一份标准,2020年1月10日发布,2020年3月10日实施,为首次制定的标准。
随着印制电路板技术进步的步伐不断加快,对硬质合金铣刀提出了越来越高的要求,印制电路板的铣削成型是印制电路板制程的重要环节,而硬质合金铣刀则是决定成型板边质量和效率的关键因素[1]。PCB用硬质合金铣刀的使用一直沿用企业标准,未制定相应的行业标准,而企业标准均是按照各企业使用习惯延续下来[2]。我国还未制定印制电路板用硬质合金铣刀的标准,因此需要制定印制电路板用硬质合金铣刀标准,可以有效推动硬质合金铣刀使用厂商和硬质合金铣刀生产厂商的标准化,有利于提升硬质合金铣刀品质、提高印制板铣削效率和性能,节约资源,进而推动我国印制板行业的技术进步,加快我国由印制板制造大国走向印制板制造强国的步伐。本标准由中国电子电路行业协会组织制订[3]。
1.2 标准制定原则
标准的目的主要是为了促进贸易和交流,在一定范围内获得最佳秩序。该标准制定内容完整、表述清楚和准确、充分考虑最新技术水平且能被未参加标准编制的专业人员所理解。
本CPCA标准在专业术语方面是参考GB/T 2036《印制电路术语》、GB/T 12204 《金属切削基本术语》和GB/T 21019 《金属切削刀具铣刀术语》;硬质合金铣刀用材料检测参考GB/T 3851-2015《硬质合金横向断裂强度测定方法》和GB/T 7997-2014《硬质合金维氏硬度试验方法》;本CPCA检测标准参考GB/T 2828.1-2012《计数抽样检验程序》。
本标准的制定是按GB/T 1.1-2009《标准化工作导则 第1部分:标准的结构和编写规则》进行格式编排,并注重与相关标准的协调统一。
1.3 标准制定过程
本标准于2018年9月在中国电子电路行业协会进行立项,并制定了立项工作进度安排。工作组接到任务后,即成立了项目组,开始标准编写的准备工作,查阅和收集相关资料,对我国现行的硬质合金铣刀国家和行业标准进行认真学习。同时在印制板企业和硬质合金铣刀企业进行了广泛的调研,掌握了印制板行业和印制板用铣刀行业的国内外动态,2018年内完成讨论稿以及编制说明,并对标准的讨论稿进行意见征集。
2019年2月根据行业意见修改形成第一次征求行业意见稿;同时提交了第二次行业意见征求;2019年4月根据行业意见修改形成第二次征求行业意见稿,2019年5月参加由中国电子电路行业协会组织的标准面审会,在本标准面审会上参会成员提出了建议和意见。根据面审会的意见于2019年7月修改形成面审会意见稿,2019年8月根据行业意见修改形成送审稿,在CPCA标委会进行函审表决;2019年10月根据表决意见修改形成报批稿,报送CPCA标委会获得批准,并于2020年1月正式发布,2020年3月正式实施。
2 标准技术要点
2.1 分类及应用
2.1.1 按切削刃的形状分类
按切削刃形状可分为菱齿型(Diamond-cut Type)、断屑槽型(Chip-breaker Type)和螺旋型(Spiral-endmill Type)。菱齿型铣刀是铣刀齿形与菱形相似的铣刀(如图1a);断屑槽型铣刀是主切削刃有断屑槽的铣刀(如图1b);螺旋型铣刀是主切削刃上没有断屑槽的铣刀(如图1c)。
菱齿型铣刀常用于普通印制电路板的加工;断屑槽型铣刀常用于尺寸精度要求高的印制电路板加工,尤其适用于无卤和无铅等填充料较多、硬度较高的基板加工场合。螺旋型铣刀常用于板边质量要求高的印制电路板加工,尤其适用于挠性板、聚四氟乙烯板、金属基板以及板边精修加工场合。
2.1.2 按端齿形状分类
按端齿形状可分为鱼尾型(Fish-tail Type)、钻尖型(Drill-point Type)、平底型(Flat-end Type)和端齿型(Endmill Type)。鱼尾型铣刀是具有鱼尾形端齿且有下钻能力的铣刀(如图2a);钻尖型铣刀是具有钻尖形端齿的铣刀(如图2b),常用于频繁下钻的印制电路板的加工;平底型铣刀是无端齿且只能用周齿加工的铣刀(如图2c),需预钻后才能进行印制电路板的加工;端齿型铣刀是具有普通端齿和周齿的铣刀(如图2d),常用于台阶面和盲槽的加工。

图1 切削刃形状分类铣刀
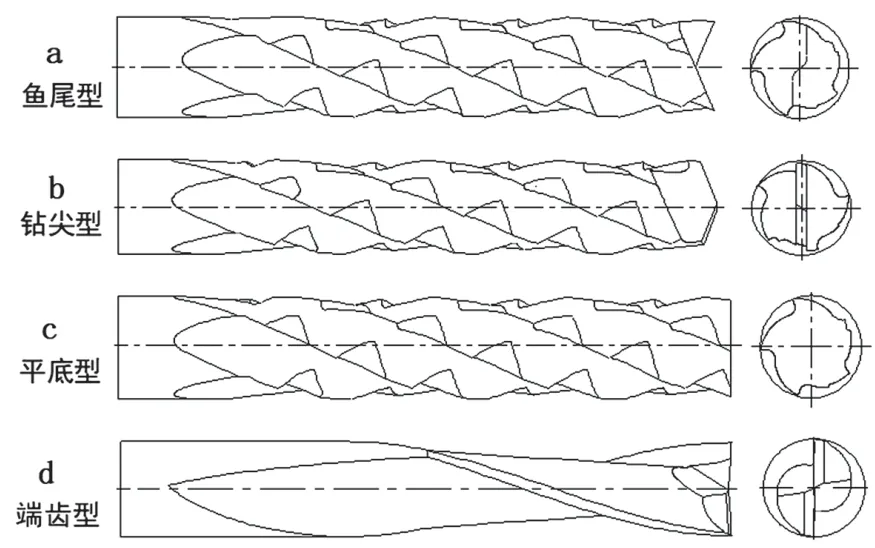
图2 端齿形状分类铣刀
2.1.3 按主切削刃的螺旋方向和铣刀的切削方向分类
按主切削刃的螺旋方向和铣刀的切削方向可分为右旋右切型(如3a)、右旋左切型(如图3b)、左旋右切型(如图3c)和左旋左切型(如图3d)。
其中右旋右切型和左旋右切型在使用时机床主轴需要顺时针旋转,铣刀工作时为顺时针旋转切削运动;右旋左切型和左旋左切型在使用时机床主轴需要逆时针旋转,铣刀工作时为逆时针旋转切削运动。右旋右切型和左旋左切型加工过程有向上排屑力;左旋右切型和右旋左切型加工过程有向下排屑力。
2.1.4 按柄部和刃部的结合方式分类
按柄部和刃部的结合方式可分为整体硬质合金铣刀和焊接式硬质合金铣刀,相同型号规格的整体硬质合金铣刀和焊接式硬质合金铣刀使用范围相同。
2.1.5 应用分类
除供需双方另有商定外,在印制电路板的铣削加工中常用铣刀应用(见表1)。

图3 切削刃的螺旋和切削方向分类铣刀

表1 常用铣刀应用分类
2.2 要求和检验
2.2.1 要求
外观要求:铣刀表面应光滑,不应有崩缺和脏污等影响铣刀使用性能的缺陷。
材质要求:铣刀的材料为钨钴类硬质合金,主要成分是碳化钨(WC)和粘结剂钴(Co)。其横向断裂强度(TRS)应大于3000 MPa,硬度应大于1600 HV30。
尺寸要求:尺寸极限偏差应符合图4要求。
2.2.2 检验与包装
按照铣刀性能要求项目规定了检验方法、检验的项目及检验工具、检验规则、组批规则抽样方案、检验水平。检验项目及检验工具见表2所示。检验项目分组见表3所示。
根据铣刀产品的特点,规定了铣刀的内包装、外包装、标识、运输及贮存要求。
内包装要求除供需双方另有商定外,铣刀的内包装要求采用能保护铣刀起到防撞击作用的包装盒,内包装盒要求不容易变形或破损,能固定各支铣刀在包装盒里的位置,铣刀在内包装排列方向一致。
外包装要求如需要长途运输,则使用外包装,外包装要求采用能保护内包装起到防撞击作用的包装箱,外包装要求不易破损,产品供应商应提供产品的标签标识在产品包装盒上。
3 标准的意义
产业发展所必须的技术支撑,产品设计、制造都离不开标准。铣刀标准的制定促进铣刀厂商和使用商的技术合作。标准化是制度化的最高形式,促进铣刀产品适应市场需求,提升铣刀厂商和使用商企业的铣刀管理体系。

图4 标准铣刀尺寸和公差(单位:mm)

表2 检验项目及检验工具

表3 检验项目分组
铣刀标准的制定及实施是切削加工专业技术的重要组成部分,一方面铣刀标准的制定反映了铣刀切削技术和刀具制造的现实水平,使切削加工和铣刀的技术水平随着铣刀标准体系的完善和标准指标的提高而提高;另一方面,随着5G技术发展、制造技术整体水平提高,不断对印制板用标准提出新的要求和发展空间,同时为印制板用标准体系的完善和控制标准指标的提高提供了技术保障。
该标准遵循公开透明、协商一致、广泛参与、严格程序、执行统一的编写等一般性原则,为了进一步提升印制电路板用硬质合金铣刀的发展,因此呼吁铣刀制造厂家和铣刀使用商积极有效的贯彻执行此标准,同时希望大家在使用标准的过程中对标准提出新的要求和意见。
猜你喜欢
山东冶金(2022年4期)2022-09-14
制导与引信(2020年1期)2020-08-25
制造技术与机床(2019年6期)2019-06-25
移动信息(2017年7期)2017-11-20
凿岩机械气动工具(2016年1期)2016-11-11
凿岩机械气动工具(2016年3期)2016-03-01
印制电路信息(2015年6期)2015-12-30
印制电路信息(2015年6期)2015-12-30
印制电路信息(2015年6期)2015-12-30
印制电路信息(2015年6期)2015-12-30
