
环氧腻子在商船涂装领域的运用
2020-11-06 03:27黄东伟刘小川王洪滨
造船技术 2020年5期
黄东伟, 张 卫, 刘小川, 王洪滨
(招商局邮轮制造有限公司, 江苏 南通 226116)
0 引 言
众所周知,在船舶建造过程中,钢板经过焊接、运输、吊装、合龙等工序后,会产生较明显的变形,特别是厚度较薄的钢板,变形非常明显[1]。虽然目前可以通过改进焊接工艺、火工等手段对钢板变形进行控制和矫正,但是其效果仍有限。在面漆涂装完毕后,面漆所具有的有光或高光特点,在光线明亮的情况下,会使钢板的变形显得更加突出,影响船舶的整体外观,特别是在外观涂装要求较高的游艇、邮船领域,直接决定着船舶的整体档次,甚至会对其商业营销产生不利影响。
在欧美等发达国家,私人游艇普遍成为富裕家庭闲暇时用来消遣的工具,与此同时,也催生出较多的私人游艇制造和修理产业。在游艇产业长期的发展过程中,逐步形成使游艇外表涂装美观的制作材料和工艺[2],其中很重要的一种材料为环氧腻子。环氧腻子具有成型厚的特点,可以用来遮蔽钢板的变形和表面的缺陷,与底层油漆有非常好的结合力,强度和韧性佳,易施工涂布,易打磨成型,且与后续涂层结合力好,可起到承上启下的关键作用。
1 环氧腻子产品及技术参数
目前,国内可用于船舶大面积刮涂的环氧腻子产品不多,基本都需从国外进口,主要产品及技术参数如表1所示。也有一些小型游艇制造厂利用已掌握的施工经验,通过购买树脂、滑石粉、胺固化剂等原材料自行调配环氧腻子,但其可靠性存疑。
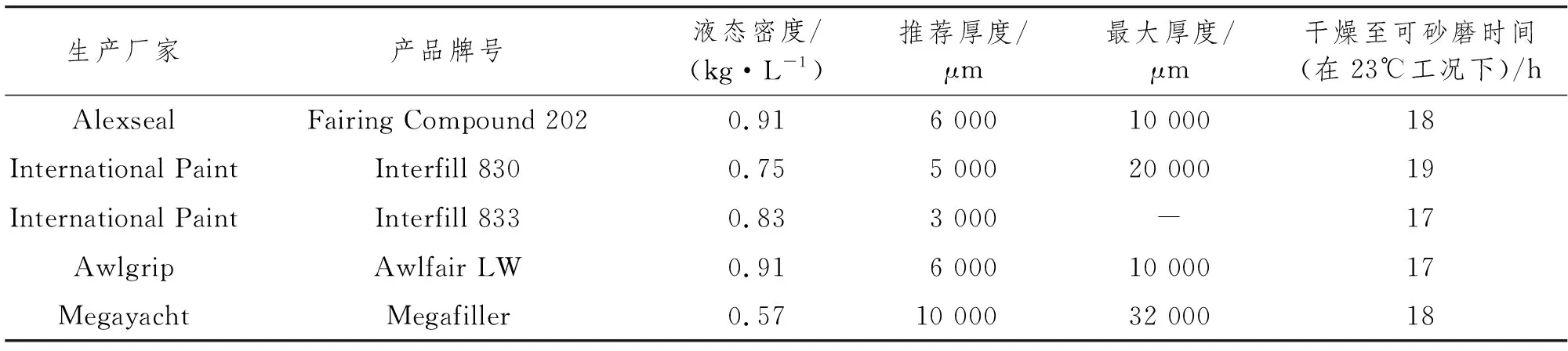
表1 环氧腻子产品及技术参数
船舶用油漆的最高厚度一般为1 000 μm。根据《中国造船质量标准》[3],船舶外板区域每一肋距的局部平面度标准为≤4 mm,由此可见,油漆的厚度无法达到遮蔽外板处局部变形的目的。由表1可知:船舶用环氧腻子的最大厚度普遍可达10 000 μm,甚至可达32 000 μm,具有可施工厚度高的特点,所以可以用来解决此问题。
在研究环氧腻子产品的过程中发现,各厂家的产品有标准干、快干、粗颗粒、细颗粒、喷涂型等分支产品,各自具有不同的特性,以满足客户及施工环境的不同需求。
在性能方面,腻子的抗压、抗拉、抗弯等力学性能普遍优于船用油漆,即使在厚度高、温差大的情况下,也少有剥落、开裂等缺陷的发生。表2为Awlfair LW产品的力学性能数据。

表2 Awlfair LW产品力学性能参数
2 环氧腻子施工
2.1 开罐及混合
在开罐前应确认产品在保质期内,提取适量产品再混合,以免腻子提前固化而导致无法使用。环氧腻子产品多为双组分包装,将A、B组分按照说明书的比例要求进行混合即可。腻子的使用温度一般需高于10℃,在冬季气温较低时,混合前宜对腻子进行水浴或太阳灯照射加热,以利于施工。
混合方法分为手工混合及机器混合两种:手工混合适用于少量腻子,工具为泥铲、刮板;机器混合适用于大量腻子,应采用市售的专用搅拌器进行混合,其特点为速度快、搅拌均匀、混入空气少。通常A、B组分的颜色不同,当混合物呈现出单一颜色时,表明A、B组分已充分混合。
2.2 腻子一次刮涂
工具:泥铲、长条直边工具。
在腻子刮涂前,应先将钢板表面进行除锈,然后喷涂腻子的配套底漆,待底漆干燥后,用砂纸将底漆表面全部砂磨,去除表面污染物,并增加腻子与底漆的接触面积,以提高腻子与底漆之间的结合力。
底漆砂磨后,用直边工具紧靠所需刮涂的区域,找出凹陷最深的区域,并用铅笔将这些区域圈出。将混合后的腻子用泥铲刮涂到底漆表面,先从凹陷最深区域进行刮涂,刮涂时应注意控制厚度,一般为3~5 mm,以免腻子中混入气穴。气穴的存在会导致腻子出现缩口,或者气穴在受热后出现爆孔。
刮涂时应注意避免大量腻子长时间堆垛在一处使得腻子中热量聚集导致腻子过早固化而无法使用。
待腻子刮涂至钢板表面后,用长条直边工具(一般为柔韧性较好的铝条、木条、铁皮等)沿船体线型紧贴腻子表面进行拖动,以刮除凸起处腻子,填补凹陷处腻子,最终形成符合船体线型的平整表面。
2.3 腻子干燥
腻子干燥时间参考产品说明书,需注意的是,腻子在刮涂后不能受潮淋雨,所以游艇一般在室内建造。若冬季温度很低时,可对刮涂过腻子的表面进行加热,如使用太阳灯、红外线灯、室内整体加热等方式,以促进腻子干硬。
2.4 腻子二次刮涂
待一次刮涂的腻子干硬后,用36~60目的砂纸将腻子表面进行整体砂磨,寻找并标记腻子表面的缺陷处。
在彻底砂磨后,将腻子表面的粉尘清理干净,首先用少量腻子对缺陷处进行填补,然后在腻子表面继续刮涂一层新腻子。
待二次刮涂的腻子干硬后,使用60~100目的砂纸将腻子表面再次进行砂磨。若刮涂面积较大,可使用气动砂磨机进行此操作,以提高效率。在砂磨过程中应及时更换砂纸,以避免砂纸上黏附的尘垢损伤腻子表面。
在游艇涂装领域,由于对外观要求很高,最终涂装效果甚至需达到镜面标准,因此对环氧腻子的打磨会更加细致,通常需要打磨、修补、精磨等步骤[4]。
2.5 后续油漆
后续油漆可以为腻子厂家的配套面漆用底漆+连接漆+面漆,也可以为其他品牌的环氧油漆+面漆,在使用不同厂家油漆时,宜事先进行结合力试验以验证可行性。
3 环氧腻子结合力试验
3.1 结合力试验的必要性
在建项目中使用的腻子和油漆为不同厂家的产品,若此前没有相关的施工经验,则在成规模使用前验证其结合力显得尤为重要。
所设计的腻子和油漆的配套体系如表3所示。

表3 腻子和油漆的配套体系
此配套体系主要运用于水线以上部位,由于第3、第4、第5道涂层为同一油漆厂家的固有配套体系,因此只需验证第1、第2道涂层及第2、第3道涂层之间的结合力即可。
3.2 结合力试验过程
试验使用的工具和材料:Elcometer 108拉拔测试套装、单组分万能胶、300 mm×300 mm×8 mm钢板、环氧腻子、环氧底漆(铝红色、灰色)。
试验引用标准:ISO 4624[5]。
试板施工记录如表4所示,结合力试验在第3道涂层施工后一个月进行,以保证油漆和环氧腻子的充分干燥。
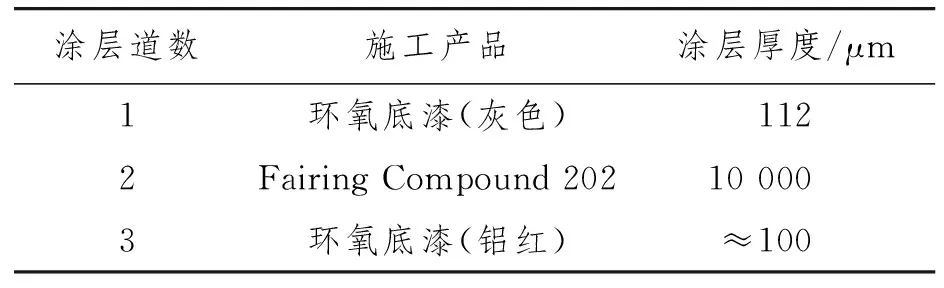
表4 试板施工记录
如图1所示,结合力试验共设置4个测点,测点2 和测点4测试第1、第2道涂层之间的结合力,测点1和测点3测试第2、第3道涂层之间的结合力。
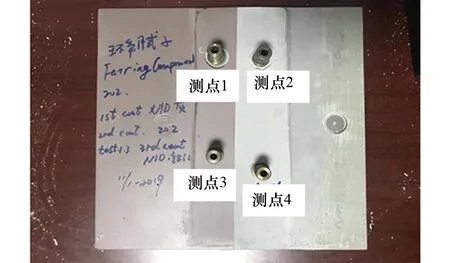
图1 结合力测点示例
3.3 结合力试验结果
试板结合力试验结果如表5所示。

表5 试板结合力试验结果
根据国际标准ISO 20340[6],在船舶涂装领域,涂层结合力的最小要求为4 MPa,由试验结果可知,模拟实际船舶涂装施工状况制作的试板,其结合力试验结果均高于最低要求,说明此施工方法在结合力方面是可行的。
4 结 论
(1) 原本只在游艇领域广泛使用的环氧腻子产品,可配合国内主流油漆产品运用在商船、海工产品上,以达到遮蔽钢板凹陷、美化船体外观、提升整船档次的作用。
(2) 在商船涂装领域运用环氧腻子前,需对整套涂层体系进行试验以验证其可行性。国内主流油漆公司内部也可以开展多种测试,推出真正适合商船领域需求的腻子+油漆体系。
(3) 对于水线以下部位,其受力及腐蚀状况较为复杂,虽然游艇领域的环氧腻子可施工在水下部位,但需使用游艇特殊油漆进行封闭处理,故在商船涂装领域,不宜将环氧腻子用于水下部位。
猜你喜欢
大电机技术(2022年4期)2022-08-30
机械工程材料(2022年2期)2022-03-02
汽车维护与修理(2021年24期)2021-12-23
农业装备与车辆工程(2021年9期)2021-10-04
科学咨询(2020年37期)2020-01-06
汽车维护与修理(2019年20期)2019-12-06
汽车维护与修理(2018年8期)2018-08-07
科技创新与应用(2017年23期)2017-09-01
山东工业技术(2017年14期)2017-07-18
魅力中国(2016年46期)2017-07-18
