
埋弧焊在巴拿马四桥项目施工中的应用设想
2020-10-27 05:44白丽楠
科学与财富 2020年23期
白丽楠


摘要:利用埋弧焊制造的设备和材料在巴拿马四桥项目中将会大量使用,特别是对于大型钢构件设施和材料以及现场施工。埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。近年来,虽然先后出现了许多种高效、优质的新焊接方法,但埋弧焊的应用领域依然未受任何影响。
关键词:埋弧焊;钢结构
巴拿马四桥作为中国与巴拿马建交后中国交建和中国港湾在巴拿马的第一个超大型政府基础设施项目,也是当前中国港湾在海外承接的最大单体桥梁项目。钢构件作为巴拿马四桥价值和技术含量最高的组成部分,它的制作工艺和质量水准将直接影响桥梁的整体施工进度和后期的使用寿命。
使用埋弧焊制备的设备和材料在巴拿马四桥项目预计将使用的十分广泛,例如钢管桩、钢箱梁,钢护筒等大型钢结构设施和材料以及现场施工。埋弧焊(SAW)是通过电弧为热源的施焊形式,施焊时电弧将处于一层颗粒形的可熔化焊剂遮盖下燃烧并不暴露在外部环境中,由此而得名。
笔者根据以往完成项目的经验,从“人、机、料、法”等几个方面简要介绍一下海外项目对埋弧焊施焊工艺流程、人员资质、材料要求以及设备选用需要注意的事项,也为后期本项目对材料和设备的到货检验、焊接工艺审查和驻场监造提供参考。
1 焊工和焊机操作人员的资格认定
由于埋弧焊属于自动焊(半自动焊),对施焊人员的要求相对简单,只要经过焊接工程师同意,已经有适当文件证实以前通过自动焊和定位焊的焊工是可以承认的。如业主方不接受此认定方式,可以参考AWS B2.1焊接工艺和人员评定标准进行测试。
2 焊机的选择
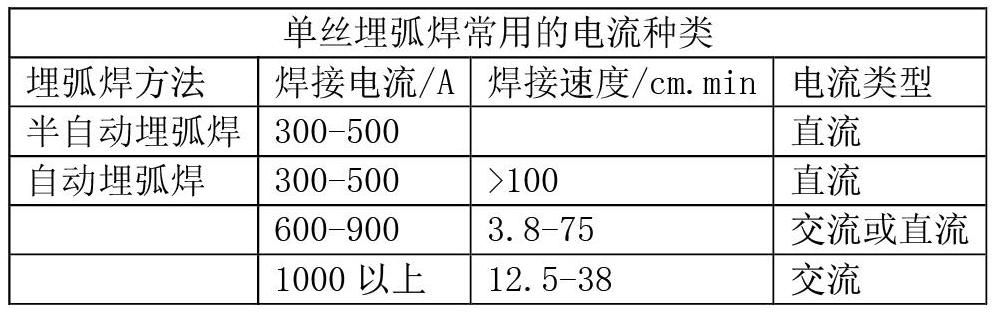
在选购过程中,尽量选择由厂家配置弧焊电源。如果没有弧焊电源,通常在该产品的样本中,会明确标注何种型号的弧焊电源。单丝埋弧焊作为最为常用的焊接设备,选择时可以参考如下:
3 焊接材料和母材的准备
母材必须符合合同文本制定的规格和类别。已经经过评定的材料也同样适用于引弧板和熄弧板,这一点也应给与关注。用作钢衬垫的钢材最低屈服强度为100Ksi(690MPa),如有更高屈服强度要求应满足。
埋弧焊的焊芯和焊剂也是直接参与焊接过程中的冶金反应,这与焊条的焊芯和焊剂相同。焊芯和焊剂的化学元素和力学性能都会影响焊接的工艺流程,焊接金属的化学成分、组织和性能会通过施焊过程相互影响发生质变。埋弧焊的将焊丝送到焊缝处的形式与气保焊以及药芯焊的送丝方式非常相近,他们最大的差别是保护方式。对埋弧焊的工艺而言,颗粒状焊剂往往被播撒在焊丝的前部或周边,以保证溶化金属与外界隔离起到防止污染和避免缺陷的作用。在焊接过后,在焊道上留有一层焊剂残渣,外形仍然为颗粒状。这些残余焊剂在清除后往往不被允许再次使用,但是在一些应用中允许将一部分残余焊剂和新焊剂混合再利用。如果根据规格书和工程师要求作好防污染措施,残余焊剂是可以继续回收利用的。但是如果焊接要求对焊剂残余清洁度和焊缝的缺陷率要求很高,那么不建议使用回收混用的焊剂。
4 焊接工艺规范(WPS)和焊接工艺评定报告(PQR)
由于巴拿马四桥所涉及的材料焊接工作比较复杂,焊接需要根据母材的材质、母材厚度、焊材、位置和电流电压等因素的不同,使用不同的WPS和PQR。
埋弧焊的电流极性考虑到钢护筒和钢管桩母材的厚度,可以使用直流反接的方式施焊,填充金属的直径已4mm左右为宜,为保证焊道的平整,电流和电压的参数建议调整到500-700A,30-36V之间。为了保证热输入值的稳定,焊接速度在22-40cm/min为好。焊道坡口的准备和焊药(焊剂)的要求,需要根据工厂条件和焊接工程师的要求,可参考AWSD1.1相关要求。
需要注意的是钢护筒的为圆柱形筒体,筒体之间的对接环焊缝优选自动埋弧焊来完成,一般要求为全熔透。如果焊接工艺考虑双面焊,则先焊内侧焊后焊外侧缝,焊接内侧缝时,焊接接头需在筒内施焊,在背(外)面采用焊剂垫。在焊接外环焊缝之前,必须对已完成的内侧焊缝进行气刨清根,最常用的方法是碳棒气刨(需要注意选用碳棒的直径),既可以清除夹渣和根部缺陷,还可以顺带开破口,保证熔透和改善焊接成形。外侧缝的焊接时焊机在筒体外面上方施焊,不需焊接提前设置衬垫。
5 实现焊接过程全/半自动化的一般要求
电弧施焊过程包括引燃电弧、焊接和熄弧三个阶段,若要实现焊接过程自动/半自动化,这三个步骤的协调可以通过机电控制和人工辅助的方式来完成。对于引燃电弧,正常步骤是先使焊丝和焊件进行接触短路,焊剂铺设后焊丝立即自动向上提升而引起电弧。引燃电弧后,要求焊机则会根据事前设定的焊接工艺程序参数,如焊接电流、电弧电压、焊接速度等进行施焊,并能确保这些程序参数在整个施焊过程中保持稳定平稳。焊接结束应保证焊机能先停止送丝,然后关闭焊接电源(熄弧),如此既能实现填满弧坑,又不会出现焊丝和焊件粘住的情况。
众所周知,保证施焊过程的稳定和降低焊接缺陷是埋弧焊工艺流程的关键,这使得前期工艺制定变得困难和复杂,因为在实际生产过程中,会受到场地、天气或人为因素等各种情况的干扰使得工艺参数常常无法令人满意。即使引燃电弧和熄弧的自动过程比较简单,在实际中也容易实现,焊接工艺的制定也会对后期的焊缝质量产生重大影响。
焊接电流是直接影响焊缝成型的主要工艺参数之一,在埋弧焊施工过程中,电流的大小取决于弧长的波动而引起,而弧長的波动,往往是由于受到如焊机电压的变化、工件表面的平整度高低、焊缝坡口加工不齐整、焊道上的临时焊点未能及时清理等外界因素所导致,这些因素常常是很难避免的。因此,解决保持焊接电弧弧长稳定问题,就成为实现埋弧焊自动控制的钥匙。于是要求在焊接过程中,当出现干扰弧长波动时,应保证焊机可以根据情况自身调整,使焊机弧长立即回复到预设的长度。
当前根据不同的电弧调节原理,研发机构设计和制造了等速送丝和变速送丝两种自动埋弧焊机。大部分埋弧焊机采用的是两种能自动调节电弧长度的系统,即电弧自身调节系统和电压自动(强制)调节系统。
埋弧焊是在自动或半自动下完成焊接的,與手工电弧焊、气保焊或其他焊接方法比较优点有:
(1)生产率高。埋弧焊施焊时,焊丝从导电嘴伸出长度短,可以提高焊接电流(或电流密度),一般可以提高4-5倍。所以,熔透能力和焊丝熔敷率大大提高,一般不需要开坡口单面一次成型,焊后金属熔深可达20mm,另一方面,由于焊剂和熔渣具备良好的隔热能力,同时电弧热散失少、飞溅少、故热效率高,焊接速度也非常快。例如厚度10-12mm钢板对接,单丝埋弧焊的施焊速度可达30-50m/h,而手工电弧焊不超过7m/h。
(2)焊缝质量高。施焊时,熔渣和焊剂能非常有效的阻止空气渗入熔池而免受外界污染,同时可以使焊缝冷却速度缓慢降低,从而可以提高焊接接头的物理性能;由于施焊工艺参数可以通过自动调节保证平稳,焊缝表面一次成型率很高,焊缝金属的化学成分和物理性能均匀而稳定,对焊工技术能力要求并不高。
(3)节省焊接材料和能源。对于较厚的工件即使不开坡口也容易熔透,从而焊缝中所需填充金属使用量明显减少,节约了开坡口和填充坡口所用的材料成本和时间;熔渣的保护作用避免了焊丝合金元素的烧损和飞溅损失;不像焊条电弧焊那样,产生焊条头的耗损。
(4)劳动条件较好。由于焊接过程的机械化和自动化,焊工的劳动强度大大减弱,没有弧光对焊工的辐射,焊接时释放的烟尘和有害气体较少,改了焊工的工作环境。
同时,埋弧焊也存在一些缺点:
(1)埋弧焊是靠颗粒状焊剂隔绝覆盖而形成对焊道的保护条件,故主要适用于平焊位置。其他位置埋弧焊因施焊装置过于复杂而难以使用。
(2)最适合长焊缝的焊接。其适应度和灵便度不如手工电弧焊和气保焊,特别是针对短焊缝时,埋弧焊的施焊效率低。同时不适用于焊接厚度小于1mm以下的薄板,因为不稳定的电流会导致钢板击穿。
(3)焊接时需要的辅助工装较多。如焊机的送丝和焊剂收回装置,焊缝衬垫、引弧板和熄弧板;焊丝的去污和缠绕装置等,有时还需要焊接工装配合才能使用。
埋弧焊的焊接生产效率高、焊接质量突出、少烟尘、弧光很少,这些特点使其很容易成为压力容器、大型管道、箱型梁柱等重要钢结构制作中的主要焊接方法。不难设想,在巴拿马四桥的钢结构部分的焊接工作中,埋弧焊将扮演非常重要的角色,它的应用领域也将是业主方和咨工的关注重点。
参考文献
[1]李鹤岐,王新,蔡秀鹏等.国内外埋弧焊的发展状况[J].电焊机,2006,36(4):1-6.
[2]冯群涛,于连水,王永明. 埋弧焊在循环水管道焊接中的应用及缺陷分析[J].北京电力高等专科学校学报:自然科学版,2010.
猜你喜欢
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
汽车实用技术(2016年1期)2016-12-24
焊接(2015年8期)2015-07-18
机械制造文摘(焊接分册)(2014年2期)2014-08-22
机械制造文摘(焊接分册)(2014年5期)2014-03-20
机械制造文摘(焊接分册)(2014年4期)2014-03-20
机械制造文摘(焊接分册)(2014年4期)2014-03-20
机械制造文摘(焊接分册)(2014年1期)2014-03-20
河南科技(2014年15期)2014-02-27
