
浅谈某型号进口螺杆压缩机的拆卸和复装之注意事项
2020-10-19 03:37
压缩机技术 2020年4期
(湖北机场集团,湖北武汉 430302)
1 引言
随着我国冷冻行业近年来的景气发展,螺杆式制冷冷水机组以制冷温度低、容积效率高、湿冲程敏感度低等特点,广受各行各业业主所青睐,如医药、食品、化工等。然而对于进口螺杆压缩机的结构特点,与拆卸和装配技术要点,其出口国对我国一贯持技术封锁态度;该行为使得业主的使用、检修与维护成本增加,并对厂家形成一定的依赖性。本文以采用某型号进口双螺杆开启式制冷压缩机(图1) 为例,从实际拆卸过程出发,通过图文形式着重介绍了该型号压缩机关键零部件的拆卸与复装的技术要点,为冷冻行业业主今后对类似进口螺杆压缩机的检修维护提供了一定的理论依据和技术参考。
2 某型号进口螺杆压缩机概述
该型号进口螺杆压缩机采用开启式油喷的双螺杆制冷压缩机,是以R22或R134a为制冷剂的制冷冷水机组而设计的工业螺杆压缩机。

图1 某型号进口双螺杆开启式制冷压缩机

表1 某型号进口双螺杆开启式制冷压缩机物理参数
该型号进口螺杆压缩机的制冷量随转子尺寸大小而改变,它使用了新的转子型线设计,使得其在任何工况下都能达到较高性能。该螺杆压缩机使用无级能量调节系统,压缩机在最小负荷下启动;其能量可以连续微调控制,其使用4通电磁阀自动输入平稳、连续的控制油压力,使压缩机能够在10%~100%之间精确调节。当机组停机时,压缩机卸载弹簧会自动将能量调节系统恢复到最小负荷位置,确保压缩机电机再次启动时为最小负载启动。其润滑油可以通过压缩机上的各个润滑点进入压缩机润滑转子和轴承。当机组使用不同制冷剂时,也需要使用不同的经厂家认可的专用润滑油。压缩机每个密封面都使用O形圈密封,这可以确保压缩机在高压侧与低压侧设计压力为2.5 MPa的工作压力下有良好的密封性能。在正常运行过程中,该型号螺杆压缩机最大允许运转速度为4500 r/min,但通常使用转速为2950 r/min或3550 r/min。其系列压缩机物理参数详见表1(本文以压缩机163S型号为例进行分析)。
2.1 压缩机螺纹紧固扭矩、紧固顺序及紧固方法
装配压缩机或者压缩机零件时,应使用精确的扭矩扳手,对螺栓和螺母加以适当的扭矩是必不可少的。表2~6列出了该型号压缩机上各种螺栓的推荐扭矩,螺栓和螺母在安装之前需要在螺纹部分涂微量的润滑油,用于密封的螺栓或螺母禁止涂油,螺栓和螺母先轻微上紧,然后用扭矩扳手上紧。
紧固扭矩顺序的方法需要严格按照如下步骤进行:使用扭矩扳手,按照图2所示的顺序旋紧螺栓(螺母),当同一个锁紧面上螺栓(螺母) 数量≥4时,先按照对角线以50%规定扭矩值上紧4个螺栓(螺母),然后再按照逆时针(或顺时针) 方向以100%规定扭矩值上紧所有螺栓(螺母),包括前面预紧的4个螺栓(螺母);当同一个锁紧面螺栓(螺母) 数量<4时,直接按照逆时针(或顺时针) 方向以100%规定扭矩值上紧所有螺栓(螺母)。

表2 8.8级公制螺栓的使用扭矩表
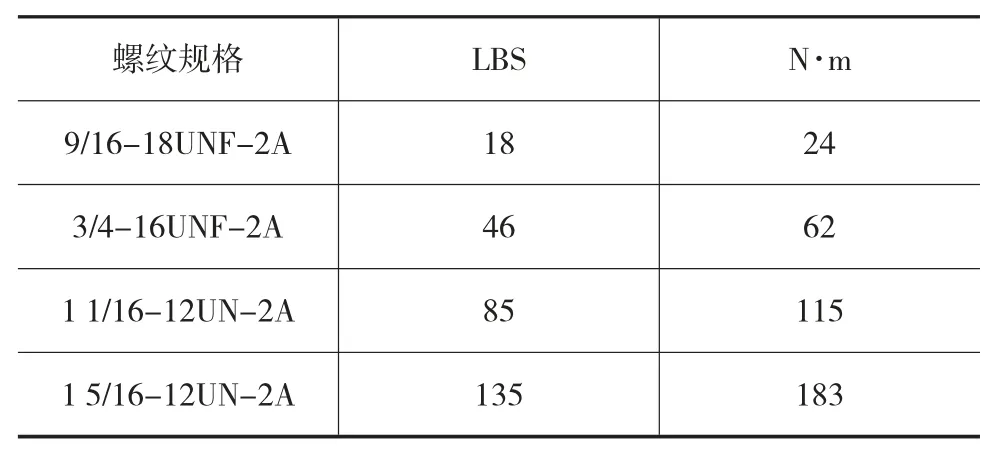
表3 SAE直螺纹O圈闷塞使用扭矩表
值得注意的是,在氮气试车后和压缩机气密试验前,应该复核所有螺栓(螺母) 扭矩。

表4 精密PN锁紧螺母使用扭矩表

表5 精密BMM锁紧螺母使用扭矩表

表6 带锁紧元件的内六角头螺帽使用扭矩表
2.2 拆除零件或压缩机
该型号压缩机使用O形圈密封,安装O形圈前,应检查O形圈沟槽、O形圈密封面和O形圈是否干净,并在O形圈上均匀涂抹少量Parker油,这将有助于O形圈的安装和密封。对于维修压缩机或零件时,更换下的O形圈不能再重复使用,必须使用同规格的O形圈替换。该型号压缩机吸、排气口使用垫片密封,维修时应该更换新垫片。
在拆除压缩机转子和轴承是应避免其受到碰撞,拆下后应在转子和轴承表面涂油并单独放置于清洁处。压缩机零件复装前,需要用清洗剂清洗干净后吹干或风干,防止磕碰和摩擦。安装前检查零件是否有损坏、磕碰、缺陷、毛刺和变形,并涂油防锈。对于安装时可能存在摩擦的表面,装前应在摩擦面上预先涂油。
2.3 压缩机起吊
当压缩机吊离机组或工作台时,必须使用正确的起吊方式,这可以避免起吊过程中损坏设备或伤害操作人员。
使用手动吊架调运压缩机时,应确认吊架的承重能力并定位好吊架,防止起吊过程中滑倒或松脱,对于起吊位置为铸造孔的情况,应禁止使用钓耳插入铸造孔起吊,而应使用吊带,同时应确保吊带有足够强度。禁止使用其他位置起吊,压缩机重量见表1。

图2 紧固扭矩顺序
2.4 容量控制系统
在该型号压缩机中,容量的控制是靠油压推动改变活塞的位置来实现的,活塞所处位置决定了气体从转子腔回流到吸气腔的通道的大小,通道越大,则从转子腔回流到吸气腔的气体越多,则压缩机的容积流量越小。而活塞的位置,是通过电磁阀通过改变进入活塞腔的油压大小来控制的。压缩机加卸载原理及示意图详见图3。值得注意的是,在装入转子座供油孔和排气座轴承供油孔闷塞前,应先安装供油节流孔塞。
3 压缩机的拆卸
在了解完该型号压缩机的基本内、外部系统结构,吊装方法及零件装配要点后,我们应在拆卸压缩机前仔细核对如下注意事项并遵守以下安全措施。
3.1 拆卸压缩机前注意事项
真空下禁止拆除压缩机上的任何零件,需要确保压缩机内部充压保护。因为制冷剂本身就是一种极好的清洁剂,它能去除金属表面的氧化层,使金属本体暴露出来。如果压缩机内部是真空时打开压缩机,空气中的水分会一起进入压缩机内部,造成内部零件锈蚀;
压缩机上的零件,如阴阳转子对、轴承、轴承调整垫片等,拆下之后应做防护并妥善保管。

图3 压缩机加卸载系统
3.2 调运
压缩机拆卸时如果需要从机组上拆除,压缩机的调运方式请参照2.3。
3.3 制冷剂回收
为了对压缩机进行拆卸,在打开压缩机前必须回收制冷剂。应关闭蒸发器与冷凝器间的角阀和排气截止阀,请不要将制冷剂直接释放到大气中。必须使用合适的回收设备,并按相关的环保要求回收、保存制冷剂。
3.4 滑阀指示机构和轴封的拆卸
该机构的拆卸检修按照如下步骤进行:
(1) 拆除电位计盖及垫片;
(2) 如果电位计损坏,则拆除电位计;
(3) 拆除电位计支架;
(4) 拆除油缸上标示SC1处的闷塞,放干残余存油,装回闷塞;
(5) 拆除杆密封(a拆除螺旋杆上的夹套,b拆除后挡板,c从油槽盖板上拆除O形圈)、螺旋电位计轴和油槽盖板。
3.5 容量控制活塞和弹簧的拆除
拆除容量控制活塞和弹簧之前,首先需要释放内部压力并放出油缸内的残余润滑油,之后拆除油槽盖板和油槽,如图4所示。注意,这里先不需要拆除锁紧活塞的螺母。
如图5所示,将滑阀锁紧工具装入排气腔反面,在进气腔上旋入导向杆,放入压板,并用螺母均匀地将压板压紧到活塞上,再拆除活塞自锁螺母。
缓慢调节导向杆上的螺栓,放松弹簧,然后再拆除滑阀活塞和油槽内部盖板,取出弹簧。值得注意的是在这个过程结束之前,不允许拆除排气座反面的滑阀锁紧工具,如图6所示。
之后拆除进气腔和转子、转子腔,拆除O形圈。注意在拆除过程中不要损坏轴承。如图7所示。
3.6 轴封的移除
移除轴封的步骤如下:
(1) 均匀松开轴封盖板上的螺栓直至蝶形弹簧力消失。
(2) 使用轴封衬套拉出工装,小心的拉出轴封衬套,避免损坏轴封。值得注意的是,轴封衬套内会存有部分润滑油,拆下轴封衬套前应预先准备工具收集。
(3) 从轴封衬套中拆除静环;
(4) 从密封腔中取出动环组件和O形圈,并将动环和静环置于盒子中防止损坏。
4 压缩机的复装
对于任何机械设备而言,复装相对于拆卸完全就是一个等量相反的过程,该型号压缩机的复装也不例外,主要注意事项如下所述:
(1) 复装压缩机或压缩机零件时,应使用合适的扭矩扳手参照表2~6规定的扭矩上紧所有螺栓和螺母;
(2) 复装压缩机时,不论拆下的O形圈是否损坏,都需要进行更换以防止系统内润滑油和制冷剂泄漏;
(3) 复装好但未组装上机组的压缩机,在存放期间应每个月盘一次驱动轴,每次至少盘动2圈;
(4) 复装好的压缩机在组装上机组前,应进行氮气保压检查漏点,如无漏点,组装上机组后应对整机进行抽真空;使用真空泵对机组系统抽真空至5 mm汞柱后保压6 h无改变再加注制冷剂等其他操作。

图4

图5

图6
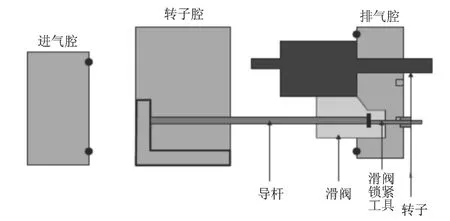
图7
5 其他注意事项
5.1 专用工具
螺杆压缩机的拆卸和复装每一步都需要专用工具的支持与配合,例如锥度为1:50的锥度铰刀,常用的套筒工具、百分表等,当然对于该型号的进口螺杆压缩机,可能会需要到专用的拆卸工装套件,该套件在我们拆卸过程中不难自行加工做出。
5.2 专用检修平台
螺杆压缩机在拆卸与装配过程中,为了安全操作,需要制作一个通用的检修平台保证压缩机的平稳放置。
5.3 转子的啮合间隙和端面间隙及其窜动值
对于任何螺杆制冷压缩机而言,阴阳螺杆转子的啮合间隙、转子排气端面间隙及其窜动值是也是较为重要的信息,但由于各厂家此参数值大不相同,本文未做详细阐述。我们在拆装时值得注意的是同步齿轮,以及螺杆的啮合标记。拆卸时我们需要分开放置各部件,安装时注意不要弄混。
6 结论
螺杆压缩机在装配方面具有结构复杂,装配精度要求高等特点,气腔内各个零部件间隙极小,若在拆卸与装配过程中操作不当,轻则报废零部件,重则造成压缩机运行安全事故。对于进口设备,我们了解掌握的技术资料少,本文从实际操作出发,对该型号螺杆压缩机的拆卸与复装注意事项进行了阐述。尤其是“滑阀指示机构和轴封”、“容量控制机构和弹簧”、“轴封的移除”这3个对于螺杆压缩机最为重要的零部件进行了图文拆卸的详细阐述,也指出了螺杆压缩机复装的相关注意事项提醒;为冷冻行业业主检修类似螺杆压缩机提供了理论依据和相关技术参考。
猜你喜欢
润滑与密封(2022年12期)2022-12-28
液压与气动(2022年7期)2022-08-06
石油化工建设(2020年1期)2020-08-24
电子制作(2019年22期)2020-01-14
润滑与密封(2019年11期)2019-11-27
中国设备工程(2019年6期)2019-01-17
魅力中国(2019年47期)2019-01-14
汽车电器(2018年12期)2019-01-04
进出口经理人(2017年9期)2017-09-22
制冷技术(2016年2期)2016-12-01
