
7075航空铝合金TIG焊后热处理对其接头力学性能的影响
2020-09-30 04:53陈今良
四川冶金 2020年4期
陈今良
(攀枝花学院钒钛学院,四川攀枝花617000)
7075铝合金具有强度高、韧性好等特点,是应用前景较佳的轻质高强航空材料,其最常用的焊接方法为TIG焊接[1-3](非熔化极惰性气体保护焊),尽管焊缝的力学性能较高,但依然存在气孔、组织粗化等问题而影响力学性能,针对此类问题,常用解决办法是对铝合金进行合适的固溶处理与时效处理相结合的方法[4-6]。本研究是在前期实验中得到最佳焊接电流为130 A条件下,对焊接接头进行固溶与时效处理,通过对比不同的固溶温度、固溶时间、时效温度、时效时间而开展,最终得出最佳的热处理参数,可为7075航空用铝合金TIG焊接后热处理提供理论指导。
1 实验材料及参数设置
本次实验采用的7075铝合金,尺寸为10.0 c m×4.0 c m×0.5 c m、ER5056直径为2 mm焊丝,均采购于四川攀枝花宏旺金属材料科技有限公司,二者的主要化学成分分别如表1、表2所示。TIG焊接电流为130 A,焊接速度为2 mm/s,采用氩气气体流量7 L/min[7-8],将焊接好的试样分成九组,其固溶与时效参数如表3所示。

表1 7075铝合金化学成分质量分数(%)

表2 ER5056焊丝化学成分质量分数(%)
表3 实验固溶+时效参数设定
2 实验结果分析
2.1 硬度分析
采用HVS-50数字维氏硬度计对接头进行硬度测试,在所测硬度区域取五个点,算平均值,载荷为98 N,保载时间为15 s,测量区域为母材、热影响区和焊缝这三个区域。图1、图2、图3分别在时效温度均为120℃时,固溶温度为460℃、470℃、480℃条件下采用不同时效时间(18 h、24 h、30 h)处理得到的硬度分布,图4是不同固溶温度下不同的时效时间条件下的硬度分布。从图1-图3中分别看出,未热处理试样的硬度均比热处理条件下的硬度低,且母材的硬度都为最大值,焊缝区居于中间,而热影响区的硬度最低;在470℃的时候母材的硬度和焊缝硬度比较接近,且硬度都最大,随着时效保温时间(18 h、24 h、30 h)的增加,每个区域的硬度都呈现先增加后减少的趋势,当保温时间为24 h时硬度最大。从图4可以看出,针对不同的固溶温度与时效时间,可以发现,当固溶温度与时间为470℃×2 h、时效温度与时间为120℃×24 h时,7075铝合金的硬度值最佳。

图1 460℃/120℃下硬度分布
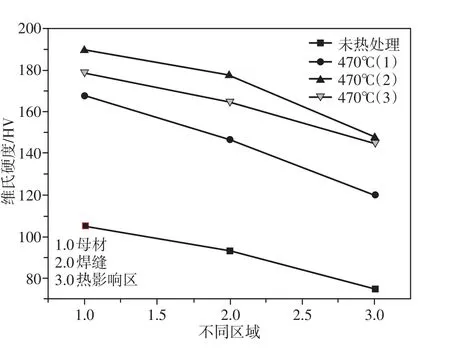
图2 470℃/120℃下硬度分布

图3 480℃/120℃下硬度分布
2.2 拉伸力学性能
采用INSTRON5582型万能材料试验机对接头进行拉伸试验,拉伸速率为0.02 mm/s,得到拉伸试验结果如图5、图6、图7所示,所示图中130 A表示焊接后未作热处理试样。从图5中可以看出,试样经过热处理后的抗拉强度明显大于未热处理的抗拉强度,未热处理的抗拉强度的最大值为279.72 MPa;而经过460℃固溶处理后最高抗拉强度达到323.63 MPa,高出43.91 MPa,但随着保温时间的延长,其抗拉强度呈现先增大后减小的趋势;因为从图6中看出470℃的固溶处理后最高的抗拉应力为361.39 MPa,从图7中可以看出,在480℃时,其抗拉强度为326.41 MPa。由三个图可以发现,当固溶温度不变时,时效保温时间从18 h到30 h时,其抗拉强度先增大后减小;当时效时间不变时,固溶温度从460℃到480℃时,其抗拉强度先增大后减小。所以得出,当固溶温度不变时,随着时效时间的增加,抗拉强度是先增大后减小,在保温24 h时取得最佳值;当时效保温时间不变时,可以得出460~480℃逐渐增大时,抗拉强度先增大后减小,在470℃时得到最佳值。综合发现,在固溶温度与时间为470℃×2 h、时效温度与时间为120℃×24 h时得到的接头拉伸力学性能最佳,且固溶与时效明显可以提高7075铝合金的抗拉强度。

图4 不同条件下硬度分布

图5 460℃/120℃下应力应变曲线

图6 470℃/120℃下应力应变曲线

图7 480℃/120℃下应力应变曲线
2.3 断口形貌分析
采用INDUSTRIECHNIK型扫描电镜(SEM)观察拉伸断口形貌,选取了3个试样断口形貌,在其参数条件下硬度和抗拉强度都是相对最佳。图8、图9、图10的断口形貌分别对应于未热处理的试样、470℃×2 h固溶+120℃×24 h时效、480℃×2 h固溶+120℃×24 h时效。
对比图8-图10中的a图,可以清楚的看到断口有明显的被拉长现象,断口两侧出现了明显颈缩区,说明7075铝合金在拉伸过程中,在断口处发生了塑性变形。对比图8-图10中的b图,可以看出,SEM视野中均出现了不同大小和数量的韧窝,故断裂性质都是韧性断裂,还可以看出断口表面有纤维状组织,这是在抗拉伸形变的时候,材料中的裂纹不停地扩展和连接造成的。从上面的四个图中可以对比发现,未热处理的韧窝数量少且尺寸小,热处理过后韧窝数量多而且尺寸明显增大,且韧窝的深度增加。这表明接头经过固溶与时效处理之后塑性变好,而未经热处理的7075铝合金塑性较差,而对于不同的固溶与时效参数条件下,参数为480℃×2 h+120℃×24 h的条件下,断口韧窝尺寸大且深度深,反应了此条件下的热处理对7075铝合金塑形有明显的改善或提高。

图8 未热处理试样SEM图

图9 470℃×2h+120℃×24h试样SEM图
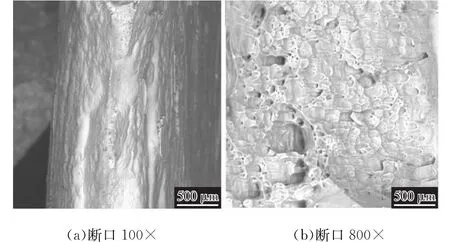
图10 480℃×2h+120℃×24h试样SEM图
3 结论
1)对7075航空铝合金在TIG条件下焊接接头进行固溶与时效处理,当固溶温度与时间为470℃×2 h、时效温度与时间为120℃×24 h时,7075铝合金的硬度值最佳,且此时的抗拉强度值也达到最佳。
2)焊接接头经过固溶与时效处理后,接头的塑性提高,当固溶温度为480℃时得到最佳值,与热处理前相比,断口韧窝数量增加且尺寸增大。
猜你喜欢
机电元件(2022年6期)2023-01-18
环境技术(2022年3期)2022-07-21
宁夏电力(2022年1期)2022-04-29
上海工程技术大学学报(2021年3期)2022-01-22
有色金属加工(2021年4期)2021-08-11
四川劳动保障(2021年4期)2021-07-22
齐鲁工业大学学报(2021年2期)2021-04-23
电焊机(2020年4期)2020-09-10
中国金属通报(2020年5期)2020-01-06
中国有色金属学报(2018年2期)2018-03-26
