
电动机定子片复合冲模设计
2020-09-23 08:44:52白治新
机械工程师 2020年9期
白治新
(黑龙江省腾飞建筑安装有限责任公司,哈尔滨150000)
0 引 言
高新技术产业当中模具工业已经是其中不可缺少其中之一,并为高新技术产业提供服务,随着时代和科技的不断进步,模具行业正在从劳动密集型逐渐转化为技术密集型,社会效益的带动性很大。目前在我国工厂的工艺和设备跟工业发达国家比较差距还是很明显,因此现代化机械制造技术对我国国民经济有着重要意义。在冲压生产中,冲压模具是冲压工艺中极其重要的一环,冲压模具的结构设计和制造自然是冲压制造加工中的重中之重。因此冲模技术是开发和推广冲压生产工艺的关键,冲压设备精确合理化的设计也就成为现代冷冲压加工工艺快速发展的一个行之有效的捷径。
1 电动机定子片零件
1.1 冲压产品零件
电动机定子片零件简图如图1所示。生产批量为大批量;材料为硅钢;材料厚度为0.35 mm。
1.2 冲压件的工艺分析
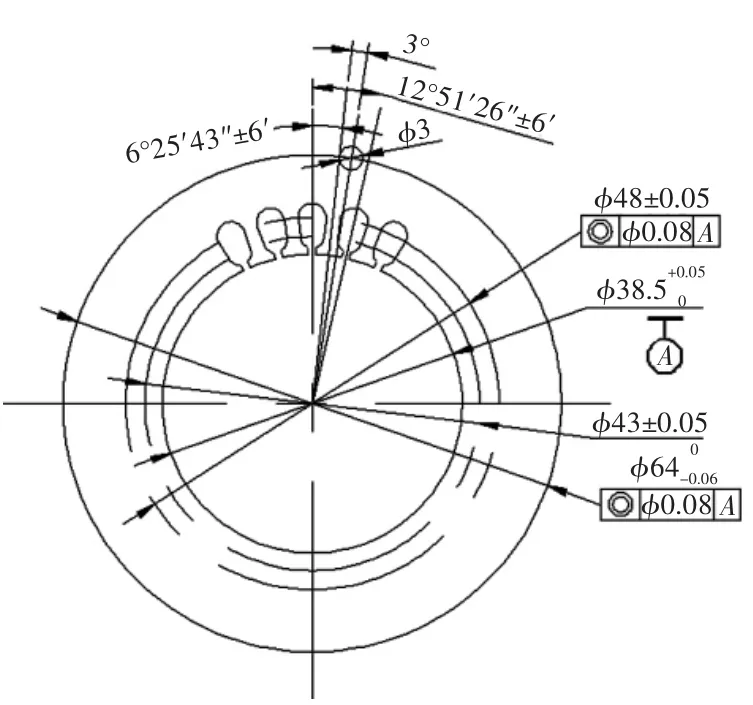
图1 电动机定子片零件简图
由图1可见,该冲压件内轮廓较为复杂,且材料很薄,属于薄类零件,因此要求有很大的冲裁力进行冲孔加工,为了避免因为过大的冲裁力而使工件产生局部变形,整个冲裁过程必须分两步完成,这样冲裁件内外形所能达到的经济精度和尺寸公差才符合零件简图上标注的技术要求。
2 模具总体结构设计
研究表明,每一套模具的设计工序数量有限,过多可能会对产品精度产生影响,对于复合模具来说,常规包含2~3个工序,最多不超过4个工序。由于该工件内轮廓较为复杂,且材料较薄,为避免在冲压时因冲裁力过大而导致零件产生局部变形,所以其加工过程需分成两步完成:先落料加工,再进行冲孔加工。这样就可以使冲裁力不至于过大,从而保证零件的加工精度。
2.1 复合模结构
2.1.1 复合模的优缺点
大批量零件在生产加工时,为提高生产效率,通常将其模具设计成复合模。复合模是指压力机一次行程中,模具在同一位置上同时完成落料、冲孔等多个冲压工序,而冲件材料无需随工序进给移动的模具。
复合模在各种冲裁加工中的应用十分广泛,具有生产效率比较高、适用于大批量生产的特点,不存在二次送料的问题,而且对条料的尺寸精度要求较低,一般不受条料形状及尺寸的限制,边角余料也可以用于生产。冲压成品件内、外形同心度较高,因为不受送料误差的影响,所以冲裁成品件表面平直,精度较高。
但由于复合模具具有较多的功能,并且相关构件都集中于冲压件附近的有限空间范围内,所以结构较复杂,加工制造会相对困难,模具成本也比较高。
2.1.2 复合模的结构形式
该套模具采用落料、冲孔的复合方式,根据落料凹模的装置方向,复合模结构可分为正装复合模和倒装复合模两种形式。由于定子片内轮廓的孔结构较为复杂,故采用落料凹模装在上模的复合模,即倒装复合模,如图2所示。
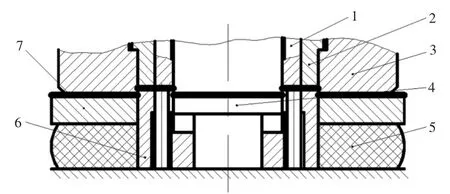
图2 倒装复合模
在这种模具上所产生的冲孔废料,是由冲孔凸模1推到下顶板4上,然后再通过模座下方的弹顶器作用将其弹起的。工件则嵌在上模部分的落料凹模3内,必须通过顶杆和打板2顶出。
2.2 冲模的结构组成
冲模由5部分组成,即工作零件、辅助装置、导向装置、支承部件、紧固部件。
2.3 模具的材料确定
冲压用材料与冲压生产的关系特别严密,材料质量的好坏会直接影响到冲压工艺过程设计、冲压件质量、产品使用寿命和冲压件的成本。冲压件材料费用通常要占冲压件成本的60%~80%。因此,需要提高冲压件结构的工艺性和材料的质量。
冲模需要在较大的冲击、温升、磨损等状况下工作,特别是凸模、凹模的工作条件更为严苛,所以凸、凹模的材料须要有好的耐磨性、耐冲击性、淬透性及优良的机加工性能且热变形小,而且需要价格便宜,采购方便。
厚度为0.35 mm的电动机定子片内部轮廓复杂,选用耐磨性和耐冲击性都较好的Cr12MoV材料作为其冲裁模,其中凸模热处理硬度达到58~60 HRC,凹模的热处理硬度为60~62 HRC。
2.4 总体设计
根据主要工件部分尺寸、结构及弹性元件的尺寸,参照有关资料,可选取Ⅰ级精度的中间导柱模架。
凸模总长约为35 mm,采用电火花线切割进行加工。凸模通过固定板固定于垫板,凸模与固定板和垫板之间采用螺钉联接。模柄直径按冲孔机模柄固定孔相配,一般采用H7/d11配合。固定板一般用A3钢制造,厚度为14 mm。凹模采用整块加工,也利用电火花机床进行加工。
3 模具部件结构设计
3.1 冲压力的计算
模具部件结构设计前需要进行冲压力的计算。复合模具造价很高,模具使用寿命往往是设计过程中考虑的重中之重,需要保证各部件的强度并保证一定的使用年限。由此可见,模具结构设计中的前提条件就是冲压力计算。
3.1.1 落料力、冲孔力
实际所需的系数取1.3,故:
F落=1.3F落′≈Ltσb=17382 N;
F冲=1.3F冲′≈Ltσb=46943 N。
3.1.2 力的计算
K卸系数为0.03,K顶系数为0.08,卸料力、推件力、顶出力的关系式如下:
F卸=0.03×17382=521.5 N;
F卸′=0.03×46943=1408 N;
F顶=0.08×46943=3756 N。
该套模具采用弹性卸料和上出料方式,则其总压力F总=70011 N。故可选取公称压力为100 kN的开式双柱可倾压力机。
3.2 冲模零件与结构设计
3.2.1 工作零件
1)落料凹模。采用凸、凹模配合加工,落料时多以凹模为基准件对相应的凸模进行设计加工。
a.凹模刃口的尺寸计算。该工件落料加工时的外圆尺寸属于凹模磨损后增大的尺寸:

落料加工时工件外圆上的小缺口尺寸:

b.凹模外形尺寸的确定。高度H=20 mm,壁厚C=28 mm,凹模外圆尺寸:
D凹=64+28+28=120 mm。
2)冲孔凸模。采用凸、凹模配合加工,冲孔时多以凸模为基准件对相应的凹模进行设计加工。
a.凸模刃口的尺寸计算。凸模刃口尺寸的计算公式为

同理,缺口的凸、凹模也采用配合加工的方法,即:
b.凸模外形尺寸的确定。凸模固定板的厚度应取其凸模设计长度的40%。根据凸模长度计算公式得L=14+20+1=35 mm。
3.2.2 导向装置的选择
根据该模具的需要,选用的标准化导柱和导套为:导柱参数d·L=28 mm×150 mm,l=45 mm;导套参数d·L·D=28 mm×90 mm×42 mm,H=38 mm,l=20 mm。
3.2.3 卸料,推、顶件装置
1)卸料板。卸料板主要是负责将材料从凸模上卸下,保护凸模,防止材料变形,它有时也可作压料板用,并具备送料导向等作用。
设计注意事项:a.卸料力一般取冲裁力的5%~20%;b.卸料板应有足够的刚度、其厚度H=14 mm;c.卸料板要求耐磨,材料一般选45钢,淬火,磨削;d.卸料板安装尺寸,计算中要考虑凸模有4~6 mm的刃磨量;e.工件材料属于薄料加工,故选用弹压卸料板。卸料板宽度B=120 mm。
2)推、顶件装置将制件(或废料)从上模推下称为推件。将制件(或废料)从下模顶出称为顶件。该推件装置的推力是通过压力机上的打杆得到。顶件装置的作用是将工件从凹模中顶出,该套模具采用的是凹模倒装,这时通常利用压力机打料杆将工件打出。
a.冲孔时卸料橡胶的尺寸。冲裁加工时卸料常用较硬橡胶。橡胶横截面积为A=F/P=3760÷1.3=2893 mm2。
得橡胶高度H=hg/0.25=32 mm。
查得橡胶直径的标准值为:D=60 mm;d=16.5 mm;D1=78 mm。
b.落料时卸料橡胶的尺寸计算。卸料橡胶的外形尺寸与卸料板的尺寸相同,所以D=125 mm。由此可得,橡胶的工作压缩量hg=(35%~10%)H,橡胶高度H=hg/0.25,工作压缩量hg=4 mm,H=16 mm。
3.2.4 固定与支承零件
1)上、下模座需要承受和传递压力,因此要有足够强度和刚度。所以模座需要有一定的厚度,铸造模座需经时效处理,下模座外形尺寸每边至少要超过压力机台面孔边约50 mm。该工件为一近似圆形制件,而常用于冲压圆形件的冲模模架为中间导柱圆模架。
2)固定板。固定板的材料选45钢。凸模固定板的厚度应取其凸模设计长度的40%。故厚度取t1=14 mm,固定板与凸模间采用过渡配合H7/h6,压装后端面磨平。固定板的外形尺寸与凹模外尺寸相同,因此D固、d凹均为120 mm。
3)垫板。垫板起直接承受和扩散凸模传递的压力的作用。垫板材料选取45钢,淬火硬度为43~48 HRC,垫板的外形尺寸常常与凸模固定板相同,故D垫=120 mm,垫板标准厚度H垫=10 mm,但由于该套模具中使用的垫板需要螺钉联接,所以其厚度可以适当加厚。
4)模柄。对于中、小型冲模,通过旋入式与模柄将上模固定在压力机的滑块上。该冲模采用旋入式,与上模座孔采用H7/m6过渡配合,并加销钉防止转动。由于旋入式模柄已标准化,所以该冲模选用标准化模柄。
4 结 论
根据定子片自身的特点,将该套模具设计成加工效率较高的复合模,根据各个零件具体的用途,确定出材料和热处理硬度。给出了模具概括的总体设计、分析和设计计算,完成本模具的设计工作。
猜你喜欢
模具制造(2022年2期)2022-03-25 11:41:26
锻压装备与制造技术(2021年2期)2021-07-19 08:50:50
中国设备工程(2021年1期)2021-02-01 04:41:18
装备制造技术(2019年12期)2019-12-25 03:06:56
模具制造(2019年4期)2019-06-24 03:36:42
制造技术与机床(2018年11期)2018-11-23 01:07:36
山东工业技术(2016年15期)2016-12-01 05:30:44
新技术新工艺(2016年6期)2016-09-08 02:22:51
锻压装备与制造技术(2015年2期)2015-06-26 09:00:21
机电信息(2014年18期)2014-10-15 09:14:30
