
B元素对Cr-Ni-Mo-Mn系药芯焊丝堆焊金属组织结构的影响
2020-09-10 07:22裘荣鹏
电焊机 2020年8期
关键词:耐磨性



摘要:在自保护堆焊药芯焊丝药粉中加入不同含量的碳化硼(B4C)粉体获得了不同硼(B)元素含量的堆焊层。金相组织观察发现,堆焊层基体为奥氏体和马氏体复合组织结构,晶界处断续分布着(Mo,Cr,Fe,Nb)2B共晶产物,通过固溶强化作用可提高堆焊层的硬度和耐磨性,但存在亚稳定相δ-铁素体,造成堆焊层开裂。经500 ℃时效处理后,组织中δ-铁素体会转变为σ-铁素体,可有效防止堆焊层开裂,同时提高堆焊层硬度和耐磨性。粉体中碳化硼(B4C)的最佳加入量为1.5%,最高硬度值为47 HRC,相对耐磨性较不加B元素药芯焊丝获得的堆焊层提高3倍。使用该堆焊材料修复的截止阀使用寿命得到延长,同时具有良好的耐腐蚀性,较高的经济价值。
关键词:B元素;堆焊;药芯焊丝;组织结构硬度;耐磨性
中图分类号:TG407 文献标志码:A 文章编号:1001-2303(2020)08-0027-04
DOI:10.7512/j.issn.1001-2303.2020.08.05
0 前言
截止閥是石油化工和船舶制造行业中较常见的一类阀体,主要用来控制管路中流体的流量、方向和通断。在使用过程中,截止阀常受到海水、淡水、石油和滑油的浸蚀,加之频繁的开关使得其表面上常出现麻点、凹痕等缺陷,甚至产生沟槽,导致截止阀关闭不严,产生泄露,发生严重的机械故障,给安全生产带来隐患[1-4]。当截止阀出现关闭不严时,常用的解决措施是进行修复或更换新的截止阀。但大尺寸截止阀价格昂贵,需求量大,若频繁更换将会给企业带来经济负担,因此常采取表面堆焊的形式进行修复,延长其实际使用寿命[5-6]。例如:在截止阀表面堆焊Cr-Ni-Mo-Mn系合金金属,通过弥散强化作用使其表面强度达到40~50 HRC,增加其耐磨性和耐腐蚀性。但这种堆焊金属容易产生开裂,常需在堆焊前预热500 ℃以上,因而导致堆焊修复工艺复杂化。同时,焊前预热使得堆焊时熔池尺寸增大,温度升高,熔池存在时间增长,导致合金元素氧化物烧损。另一方面,堆焊金属硬度与堆焊层合金元素的成分比例和铁素体相的含量有关,因此,预热所造成的合金元素氧化物烧损会降低堆焊层金属硬度[7-8],影响其耐磨性。
同时,Cr-Ni-Mo-Mn系合金金属堆焊凝固后会形成铁素体和奥氏体两相组织,亚稳定相δ-铁素体在随后的时效过程中转变为σ-铁素体[9-10]。因此,当截止阀在高温工作介质中长期服役时,由于亚稳定相δ-铁素体转变为σ-铁素体,而σ-铁素体的热硬化性会导致堆焊层开裂,从而产生危险。若能够在堆焊层金属中加入一定比例的铁素体和奥氏体形成元素,则可增加δ-铁素体在堆焊层中的稳定性,但需要精确保证堆焊的时间、温度和热处理工艺,不便实际操作。并且即使采取这样的工艺措施也不能显著提高堆焊层的耐磨性。有学者研究发现[11-12],在Cr-Ni合金堆焊层中加入硼(B)化物将会显著提高堆焊层力学性能,但有关硼元素(B)元素对弥散强化的Cr-Ni-Mo-Mn系合金金属堆焊层耐磨性影响方面的研究还未见相关报道。
1 试验材料及方法
1.1 试验材料
采用轧拔法自制药芯焊丝,钢带为宝钢产SPCC钢,尺寸为15 mm×0.3 mm。先将钢带清洗、烘干去除表面灰尘、油污后,经导丝轮引导进入轧丝机,在轧丝机中钢带经多次轧制并加入预先自制药粉,逐渐由U形变为O形,初次轧制后的钢带直径为3.2 mm。然后将初次轧制的钢带导入拉丝机中经多次拉拔减径,最终得到2.4 mm成品药芯焊丝。自制药粉由金属铬、镍粉、电解锰、钼粉、铌铁,碳化硼、硅铁、钛铁和铁粉等配制而成。药粉配置好后放入球磨机中研磨数小时,以保证粉体粒度在80目~100目之间,取出150 ℃烘干2 h备用。
为研究B元素对堆焊层耐磨性的影响,在粉体配置时改变碳化硼(B4C)的加入量,其余金属粉加入量在小范围内保持不变,以铁粉含量变化用作配比,具体含量如表1所示。
1.2 试样制备
试验用钢板为Q345,尺寸为300 mm×100 mm×15 mm。焊前用角磨机打磨待堆焊一侧至露出金属光泽,并用丙酮酒精溶液进行清洗,吹干。堆焊采用MIG焊,直流反接明弧焊接,氩气保护,焊接电流为250~270 A,电弧电压28~32 V,堆焊速度90 cm/min,层间温度控制在120 ℃以下,干伸长10~15 mm,堆焊层厚度在8 mm以上。焊后试件在500 ℃保温2~6 h进行时效处理。
1.3 试验方法
焊后试样经研磨后用腐蚀剂溶液腐蚀10~15 s,在奥林巴斯GX-51显微镜下进行堆焊层金相组织观察。腐蚀剂的配比为CuSO4粉末4 g,HCl溶液20 mL,H2O溶液20 mL。用H-800透射电子显微镜对微观组织进行观察,加速电压为100 kV。用HR-150DT硬度计和HMV-2硬度计分别对堆焊层进行洛氏硬度和维氏硬度测量,测试5点取平均值。采用MLD-10试验机对堆焊层进行磨粒磨损试验,选取022Cr22Ni5Mo3N钢作为参照。
2 试验结果和讨论
2.1 堆焊层耐磨性分析
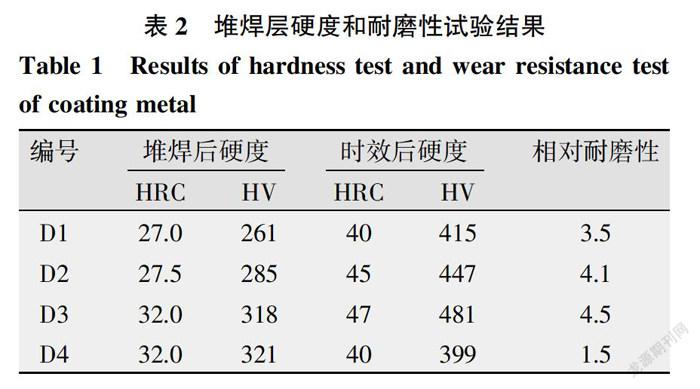
对堆焊层进行宏观观察发现,堆焊层组织比较均匀,无气孔和裂纹等缺陷。堆焊层纵向和横向化学成分分布比较均匀,但与药芯焊丝成分相比有所变化。这是因为药芯焊丝在堆焊时,由于明弧焊接导致有合金元素烧损,使得药粉中合金元素的过渡系数降低。不同B元素含量药芯焊丝堆焊层的硬度值和磨粒磨损对比试验结果如表2所示。
对比表2中不同B元素含量的药芯焊丝堆焊后的相对耐磨性,编号D3的耐磨性最佳,此时B4C加入量为1.5%。相比于未加入B元素的编号D4药芯焊丝堆焊层,时效后编号D3药芯焊丝堆焊层硬度值是其1.2倍,相对耐磨性是其3倍。同时,在50%硝酸酒精溶液中进行腐蚀试验发现,编号D3药芯焊丝堆焊层的耐腐蚀性最佳,腐蚀值仅为0.011 g/m2·h。
2.2 堆焊層组织分析
编号D3药芯焊丝堆焊层金相和透射组织观察结果如图1所示,堆焊层为典型的复合组织结构。以奥氏体和马氏体为基体组织,含有过饱和合金元素的固溶体组织,在原奥氏体晶界断续分布着(Mo,Cr,Fe,Nb)2B共晶产物[13]。这些细小弥散分布的共晶产物因含有大量的B元素而具有较高的硬度,且随着B元素含量的增加,共晶产物增多,在晶界形成骨架结构,如图1a所示。同时,因在药芯焊丝药粉中加入了大量的铁素体形成元素,如Mn、Mo等,在堆焊层结晶过程中组织中形成了具有不同位向的亚稳态δ-铁素体组织,如图1b所示。
当堆焊层金属在500 ℃下经过2 h时效处理后,在α/δ铁素体的相界面上亚稳态的δ-铁素体组织将会减少,而σ-铁素体将会生成[14]。晶界处析出的σ-铁素体沉淀相如图2所示,可以看出,沉淀相边缘平齐,呈板条状,尺寸为250~550 nm。这是因为在堆焊层时效过程中,晶界发生迁移,在相变过程中σ-铁素体在α-铁素体界面上形成。经过时效处理后,与初生δ-铁素体相比,σ-铁素体与α-铁素体晶体结构更为相似,因此更加稳定。δ-铁素体向σ-铁素体转变为典型的切变型相变,所需相变激活能小。
另外,时效后堆焊层金属硬度增加,最大值为47HRC。这是因为时效处理使得组织中存在大量细小而弥散分布的碳硼化物(Cr,Mo,Fe,Nb,Ti)23(C,B)6和(Fe,Cr,Si)2(Mo,Ti)、(Ni,Fe)3Ti等金属间化合物,如图3所示。
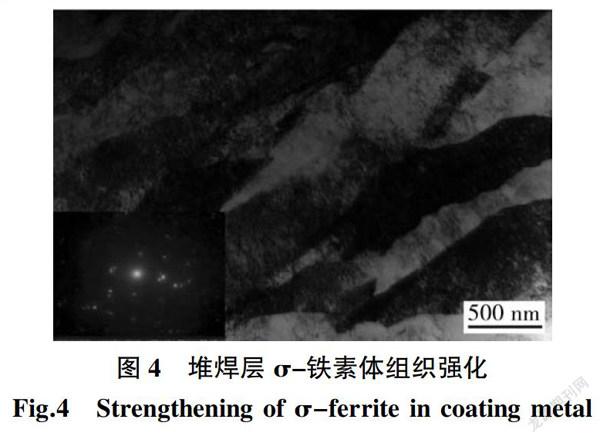
若在500 ℃下,堆焊层金属延长时效时间至6 h,σ-铁素体将会显著长大,组织中σ-铁素体含量也会增多。切边相变过程中,原始剪切面继续向前推进长大,使得σ-铁素体板条拉长,最大板条尺寸可达1 500 nm,但仍保持透镜状形貌,如图4所示。同时,板条状σ-铁素体周围的成分梯度和变形程度梯度不同,阻碍了组织的球化,使得其易于向板条长度方向生长。
3 结论
(1)在Cr-Ni-Mo-Mn系药芯焊丝粉体中加入适量的碳化硼(B4C),焊接后可获得复杂组织结构的堆焊层。该堆焊层以奥氏体和马氏体组织为基体,(Mo,Cr,Fe,Nb)2B共晶产物在原奥氏体晶界断续分布。因药粉中加入了Mn、Mo等利于铁素体形核的合金元素,导致亚稳相δ-铁素体存在于马氏体层片间。
(2)药芯焊丝粉体中碳化硼(B4C)的最佳加入量为1.5%,堆焊层组织中含有大量细小而弥散分布的共晶组织,硬度较高,最佳硬度值为47 HRC。较不加B元素药芯焊丝获得的堆焊层硬度值可提高1.2倍,相对耐磨性提高3倍。
(3)堆焊层金属经过500 ℃时效2 h后,亚稳相δ-铁素体发生切变型转变为σ-铁素体,具有板条状形貌,尺寸为250~550 nm。同时,在时效过程中,生成的大量细小而弥散分布的碳硼化物(Cr,Mo,Fe,Nb,Ti)23(C,B)6、(Fe,Cr,Si)2(Mo,Ti)、(Ni,Fe)3Ti等金属间化合物导致堆焊层金属硬度和耐磨性增加。
(4)药芯焊丝粉体中加入碳化硼(B4C)不仅可以显著提高堆焊层金属耐磨性,同时经50%硝酸酒精溶液腐蚀试验发现,堆焊层金属具有良好的耐腐蚀性,腐蚀值仅为0.011 g/m2·h。
参考文献:
[1] 张涛. 船用截止阀密封面修复方法[J]. 世界海运,2012,35(4):29-30.
[2] Stepin V S,Starchenko E G,Volobuev Y S,et al. Modern surfacing materials for sealing surfaces of valves of nuclear power plants and thermal power plants[J]. Armature,2006 (2):55-56.
[3] Wang P,Lu S P,Xiao N M,et al. Effect of delta ferrite on impact properties of low carbon 13Cr-4Ni martensitic stainless steel[J]. Materials Science and Engineering,2010(A527):3210-3216.
[4] Liu Y,Li B,Li J,et al. Effect of titanium on the ductilization of Fe-B alloys with high boron content[J]. Materials Letters,2010(11):1299-1301.
[5] 杨庆祥,高聿为,廖波,等. 夹杂物在中高碳钢堆焊金属中成为初生奥氏体非均质形核核心的探讨[J]. 中国稀土学报,2000,18(2):138-141.
[6] 李达,杨育林,刘利刚,等. 稀土氧化物及合金元素对堆焊金属显微组织的影响[J]. 焊接学报,2010,31(1):3740.
[7] 张元彬,史耀武. 铌在堆焊金属中的应用[J]. 材料导报, 2006(20):408-412.
[8] 潘川,吴智武,王移山,等. Nb在高铬铸铁型堆焊金属中的作用[J]. 中国表面工程,2012,25(1):104-109.
[9] Artemev A A,Sokolov G N,Dubtsov Y N,et al. Formation of the composite structure of a wear-resistant weld metal with boride hardening[J]. Powder metallurgy and functional coatings,2011(2):44-48.
[10] 方伟. B对超粗耐磨药芯焊丝堆焊金属组织和性能的影响[J]. 现代焊接,2013(3):29-32.
[11] Y N Yeremin,A S Losev. Mechanical properties and thermal stability a maraging steel with borides,deposited with a flux-cored wire[J]. Welding International,2014(6):465-468.
[12] Eremin E N. Using boride compounds in flux-cored wires for depositing maraging steel[J]. Welding International,2013(2):144-146.
[13] Eremin E N,Losev A S. Effect of borides on the processes in metal deposited with 0Ni13Mo5Cr4VSiTiAl flux-cored wire at elevated temperatures[J]. Welding International, 2016(1):48-54.
[14] Eremin E N,Losev A S. A flux-core wire for hardfacing sealing surfaces of stop valves[J]. Welding International, 2016(3):216-219.
收稿日期:2020-03-23
基金项目:辽宁省教育厅2019年度科学研究经费项目(LJJF
201902);2018年辽宁装备制造职业技术学院应用性研究专项课题(2018YYYJ-5)。
作者简介:裘荣鹏(1977— ),男,博士,教授,主要从事高强钢焊接材料制备以及异种金属焊接方面的研究。E-mail:18040051787@qq.com。
猜你喜欢
河北科技大学学报(2022年3期)2022-07-14
科技资讯(2017年3期)2017-03-25
中国新技术新产品(2017年5期)2017-03-20
农机使用与维修(2017年2期)2017-03-09
中国纤检(2017年1期)2017-03-07
佛山陶瓷(2017年1期)2017-02-23
科技视界(2016年11期)2016-05-23
科教导刊·电子版(2016年4期)2016-04-19
热带农业科学(2015年9期)2015-10-14
科技资讯(2015年19期)2015-10-09
