汽车零部件的采购成本模型分析
2020-09-06 14:08刘善勇
时代汽车 2020年12期
刘善勇
摘 要:成本模型是汽车制造业各个采购工程师需要掌握的一项重要工具,用于降低采购成本和规避商务风险等,从而提高企业经济效益。本文以变速器液压控制阀阀块的成本计算为案例,验证了该成本模型的有效性。
關键词:采购;成本模型;成本计算
1 引言
改革开放以来,中国汽车工业有了长足的发展。而今,降低成本尤其是降低零件采购成本是企业增加效益的重要一环,现从采购专业的角度,结合几家汽车企业现有模型,优化构建出一套新的采购成本模型并以某零件的成本计算作为案例,验证其有效性。
2 零件总成本的主要构成
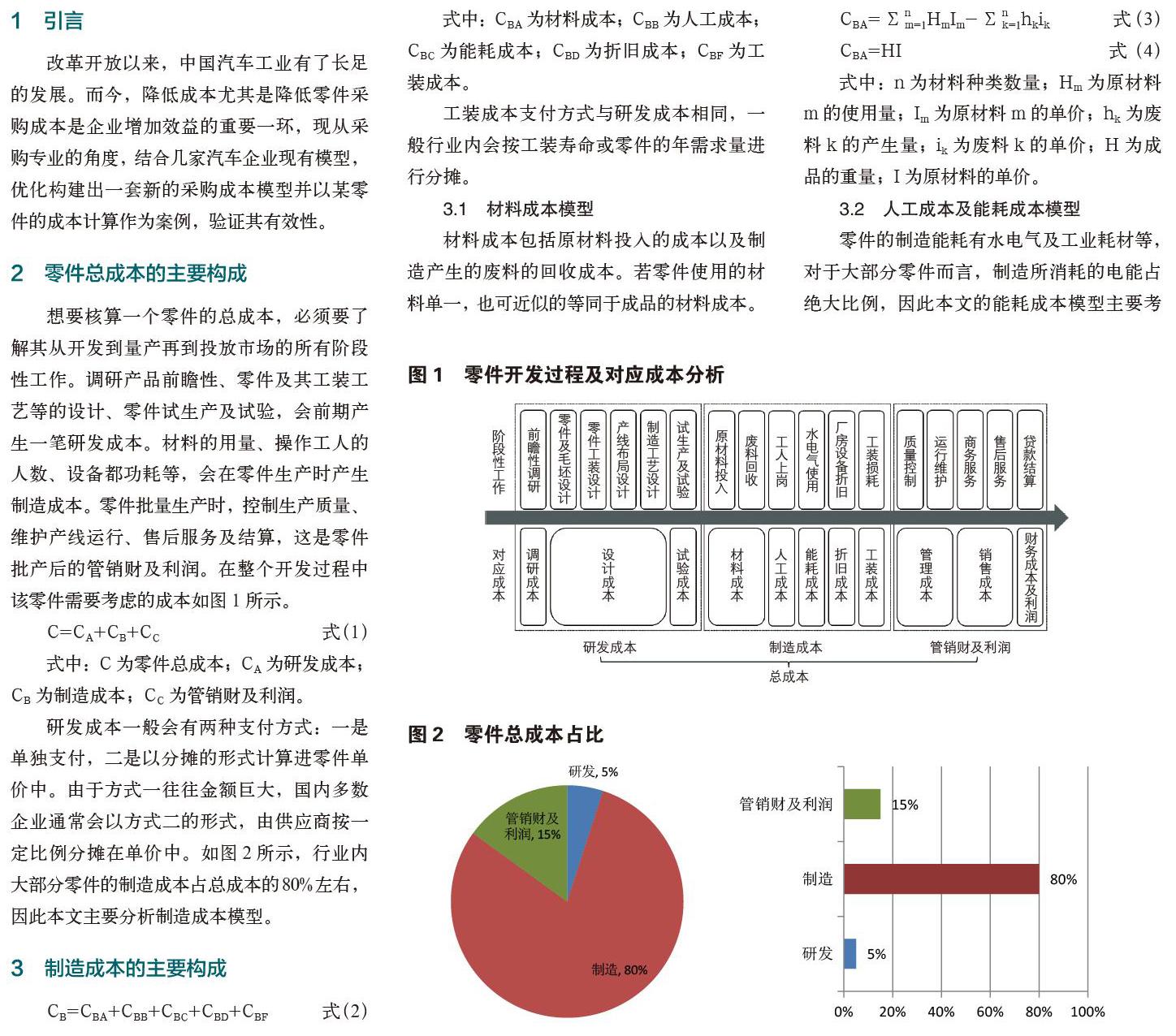
想要核算一个零件的总成本,必须要了解其从开发到量产再到投放市场的所有阶段性工作。调研产品前瞻性、零件及其工装工艺等的设计、零件试生产及试验,会前期产生一笔研发成本。材料的用量、操作工人的人数、设备都功耗等,会在零件生产时产生制造成本。零件批量生产时,控制生产质量、维护产线运行、售后服务及结算,这是零件批产后的管销财及利润。在整个开发过程中该零件需要考虑的成本如图1所示。
C=CA+CB+CC 式(1)
式中:C为零件总成本;CA为研发成本;CB为制造成本;CC为管销财及利润。
研发成本一般会有两种支付方式:一是单独支付,二是以分摊的形式计算进零件单价中。由于方式一往往金额巨大,国内多数企业通常会以方式二的形式,由供应商按一定比例分摊在单价中。如图2所示,行业内大部分零件的制造成本占总成本的80%左右,因此本文主要分析制造成本模型。
3 制造成本的主要构成
CB=CBA+CBB+CBC+CBD+CBF 式(2)
式中:CBA为材料成本;CBB为人工成本;CBC为能耗成本;CBD为折旧成本;CBF为工装成本。
工装成本支付方式与研发成本相同,一般行业内会按工装寿命或零件的年需求量进行分摊。
3.1 材料成本模型
材料成本包括原材料投入的成本以及制造产生的废料的回收成本。若零件使用的材料单一,也可近似的等同于成品的材料成本。
CBA=∑nm=1HmIm-∑nk=1hkik 式(3)
CBA=HI 式(4)
式中:n为材料种类数量;Hm为原材料m的使用量;Im为原材料m的单价;hk为废料k的产生量;ik为废料k的单价;H为成品的重量;I为原材料的单价。
3.2 人工成本及能耗成本模型
零件的制造能耗有水电气及工业耗材等,对于大部分零件而言,制造所消耗的电能占绝大比例,因此本文的能耗成本模型主要考虑消耗的电费。
CBB=∑Sr=1OrPrQ 式(5)
CBC=∑Sr=1OrTrU 式(6)
式中:s为制造工序数量;Or为第r道工序的加工工时;Pr为第r道工序的工人人数,Q为工人单位工时的工资;Tr为第r道工序的设备功率,U为工业电价。
3.3 折旧成本模型
对于厂房设备的折旧成本,一般按10年进行计算,另外行业内会有一个残值率,通常按5%计算。
CBD= 式(7)
式中:W为厂房设备投入成本;V为零件的年产量。
4 零件成本分析案例
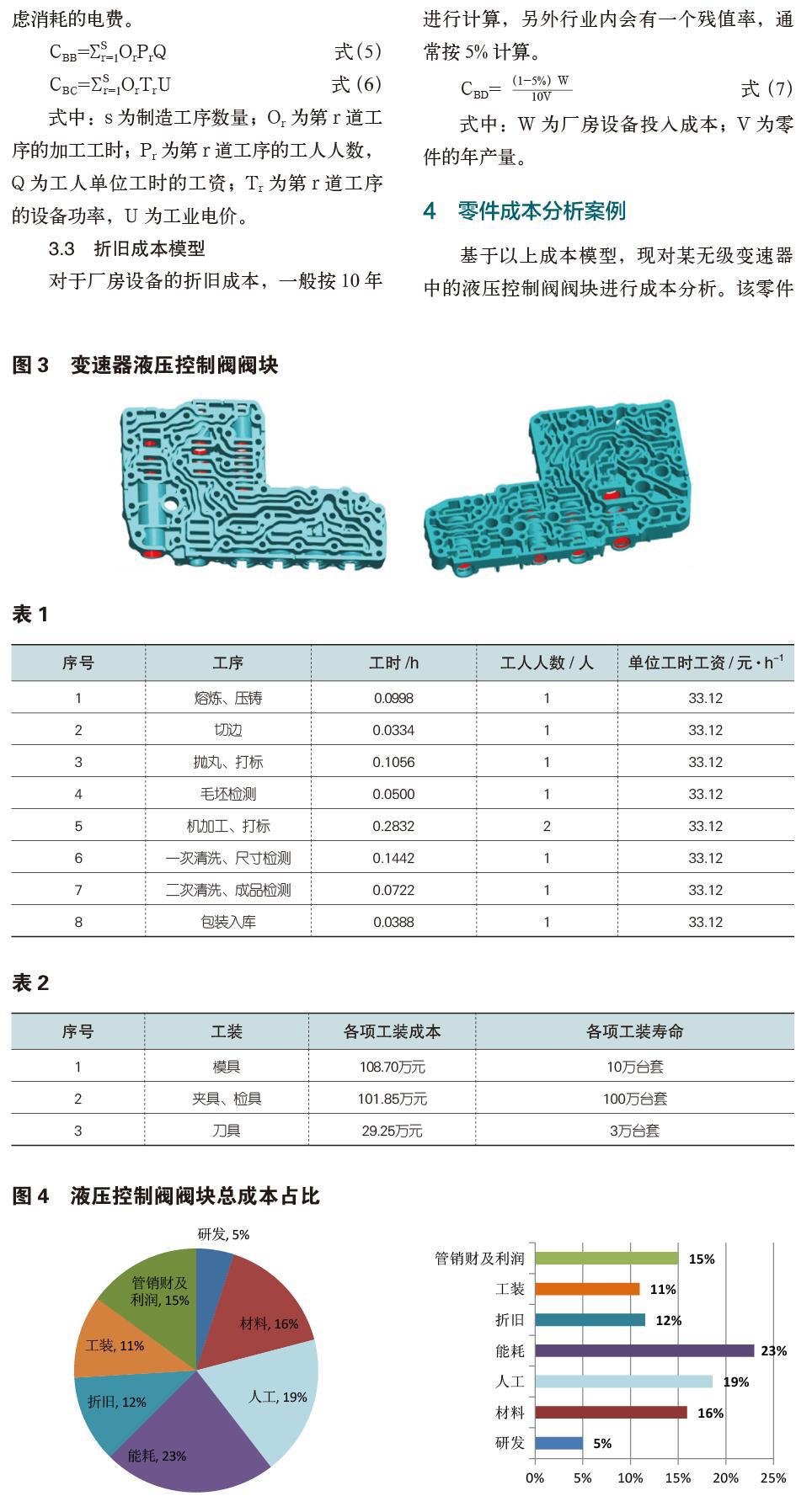
基于以上成本模型,现对某无级变速器中的液压控制阀阀块进行成本分析。该零件的数据模型如图3所示,图纸中设定其原材料为ADC12铝合金,使用UG或CATIA等软件可测算其成品重量为2.25kg,在中华商务网和上海有色金属网可查得其原材料均价为14元/kg,结合式(4)可得该零件的材料成本CBA=31.5元。根据国家统计局公布,2019年全国制造业城镇非私营单位就业人员年平均工资为78147元,即单位工时工资为33.12元,根据表1的各工序工时情况并结合式(5),可计算出该零件的人工成本CBB=36.78元。又将各工序设备的功率与平均工业电价1元/度计算,结合式(6)可得能耗成本CBC=45.42元。
经走访多家制作生产线和工装的企业进行调研,该零件一条生产线的投资金额约为1200万元,可实现每年5万台套的产能,结合式(7)即算出折旧成本CBD=22.8元。该零件的工装情况如表2所示,按工装寿命分摊可得出工装成本CBF=21.64元。
根据以上成本数据,结合式(2)得出该零件的制造成本CB=158.14元,按其80%的占比可计算出该零件的总成本C=197.68元。将各项成本换算更新图2可得图4如下。根据各项成本占比,采购人员可以此核对供应商报价的合理性,避免供应商低价竞标最终出现商务风险等。
5 总结
本文从采购专业的角度,新建立了一个较详细的零件成本计算模型,该模型应用在第4章的案例中得出的零件成本为197.68元,有助于企业评估供应商的价格水平和商务风险,从而提高采购部门的工作效率。
此外,该模型是基于国内汽车制造业平均水平所建立,多项成本会受各地的经济技术发展所影响,例如原材料单价、人工工资、工业电费等。因此,为了更准确的进行计算,使用这个成本模型时,还需结合各个地区的实际情况进一步分析。
参考文献:
[1]张振炎.产品设计中的成本模型构建[J].武汉科技大学学报.2013,36(3):229-232页.
猜你喜欢
商讯·公司金融(2019年26期)2019-09-10
中国市场(2017年29期)2017-10-18
科学与财富(2016年18期)2016-12-22
商(2016年32期)2016-11-24
商场现代化(2016年26期)2016-11-21
财会学习(2016年19期)2016-11-10
现代经济信息(2016年22期)2016-10-26
企业导报(2016年14期)2016-07-18
商业经济(2015年6期)2015-07-29
中国高新技术企业(2014年9期)2014-06-25