底吹转炉薄弱部位应急处理实践
2020-09-05 05:41:28李艳利常海锋李萌科
湖南有色金属 2020年4期
李艳利,常海锋,李萌科,张 勇
(河南豫光金铅股份有限公司,河南济源 459000)
2005年4月河南豫光金铅股份有限公司第一台铅冶炼底吹炉投产,经过多年的摸索和锤炼,底吹熔炼技术得到迅猛的发展,如今该技术已成功应用于金银铜锑铋等多种有色金属的火法冶炼;铅冶炼底吹熔炼技术最为成熟,炉衬寿命可达3~6 a,底吹炉出铅口、出渣口、出烟口、下料口、氧枪口运行中出现问题将被迫出现长时间停炉检修,如何采取临时的应急处理措施,减少无计划的停炉或利用大修进行优化,避免薄弱区域受损造成的停炉事故发生,对正常生产影响很大。
1 底吹转炉
底吹炉外形由炉体钢板、辊圈、齿圈及下部传动装置组成,炉壳内衬耐火材料,出铅口、出渣口、出烟口、下料口、氧枪口分布在如图所示的部位;生产过程中全在这“一进一出”中完成[1]。底吹炉的设计结构如图1所示。
底吹炉装置炉体上分布有多个工艺操作口,各工艺操作口的用途和常见故障如下,底吹炉的工艺操作口简介见表1。
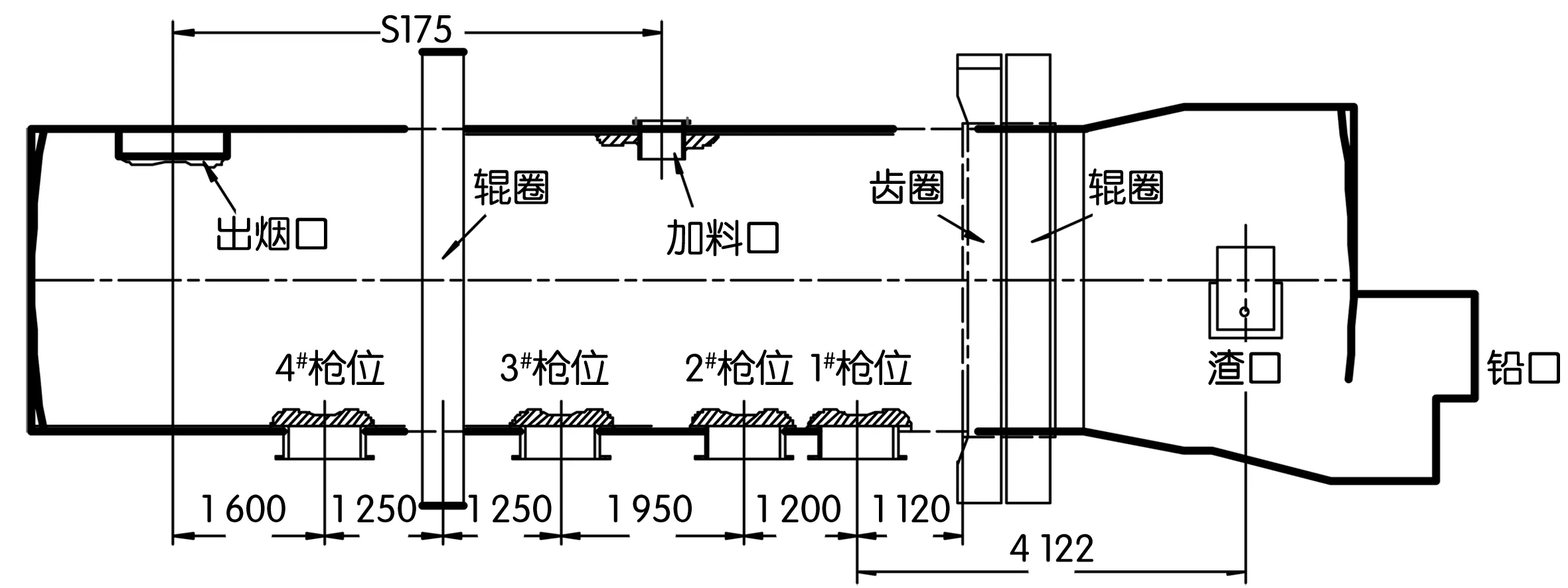
图1 底吹炉结构示意图
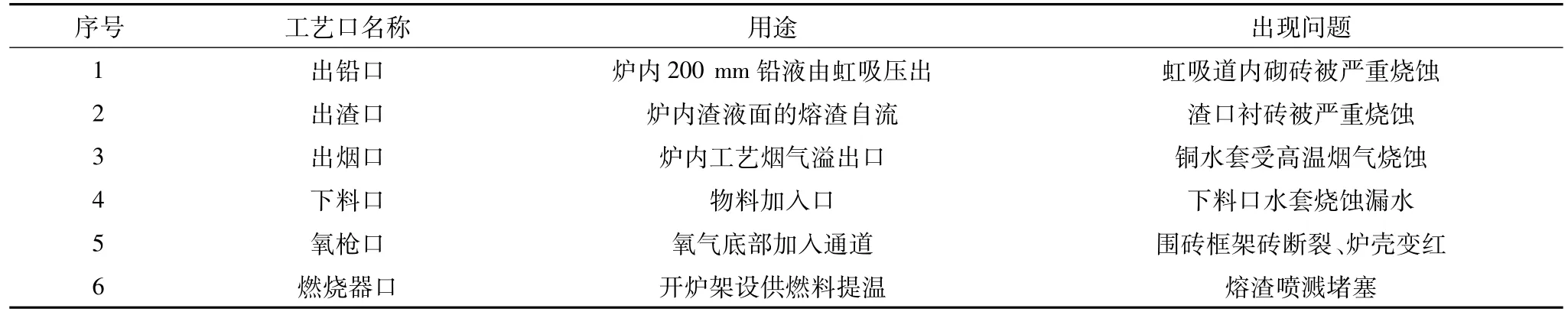
表1 底吹铅各工艺操作口简介
以上各个装置口最容易出现问题的主要集中在前5项,第6项主要是熔渣堵塞,每次使用前进行清通即可解决。
2 底吹炉工艺操作口的应急处理方案
经过长期的生产实践,总结出行之有效的底吹炉工艺口应急处理方案[2~4]。
2.1 出铅口的应急处理
新砌筑的出铅口一般在12个月左右出现虹吸道两侧的铅井砖严重烧蚀,虹吸道内长期铅液浸涮被烧蚀成一大窟窿,两侧320 mm宽的铅井砖不足80 mm,随时有脱砖、炉壳烧红的可能,停炉降温挖修至少10 d以上,严重制约生产。施工快捷、防爆裂、耐冲刷、耐侵蚀、抗渗透等替代材料成为首选。经与洛阳全通窑业有限公司洽谈,终于达成尝试意向,开发一种虹吸道浇注料替代镁铬砖,施工仅90 min即可完成,使用寿命2个月以上,一举解决虹吸道的在线维修难题。虹吸道浇注料的性能见表2。

表2 虹吸道浇注料理化指标
2.1.1 虹吸道浇注的施工过程
利用正常的一天电场清灰检修时间,正常蓄2炉铅后底吹炉转出,虹吸道与地面呈平行,将虹吸道上部6~7层的镁铬砖进行清理,用吹氧管通氧气灼烧虹吸道内表面附着的明铅,然后用六棱钢将翘起部位进行清理,虹吸道内部简单清理即可,然后按以下步骤实施:
1.从出烟口观察炉墙内虹吸口大小,用4 mm薄钢板割制比虹吸口大一点的钢板,钢板中间预留2~3个Φ40 mm的圆孔,Φ20 mm吹氧管焊在钢板一端,像一个长柄的扇子。
2.打开虹吸道下部的底铅眼,用手灯可以看到炉内。
3.将带孔板的扇子从出烟口伸到炉墙内虹吸口处,同时将头部折弯的Φ20 mm吹氧管从底铅眼外部伸入,挂住扇子上的孔板拉紧,底铅眼内的Φ20 mm吹氧管上套上Φ48 mm/头部带Φ25 mm孔板的钢管后,将虹吸道外部的吹氧管进行固定。
4.将虹吸道浇注料、水按照5∶2倒入搅拌机内,均匀搅拌后填入虹吸道内,并推动底铅眼吹氧管上套着的Φ48 mm(头部带Φ25 mm孔板)的钢管,使炉墙处底铅眼浇注料填实。
5.约400~500 kg左右启动振动棒,使填入的浇注料起浆即可,用头部割凹槽的Φ159 mm管,倾斜60°从虹吸道顶部插入,头部凹槽骑在底铅眼Φ48 mm(头部带Φ25 mm孔板)的钢管并固定,作为浇注后的虹吸道出铅口。
6.然后转动炉体,确保氧枪处于不被炉内溶液淹没的状态;完成水平状态无法填充的浇注捣打作业。
7.利用炉体余温虹吸道浇注料成型后即可转入生产,并安排人员将虹吸道上部两侧的6~7层镁铬砖进行砌筑。
8.完全凝固后(约4~6 h)将炉转出,取出底铅眼内的吹氧管,将底铅眼烧透,Φ159 mm管与底铅眼烧通,漏出铅液,封堵底铅眼转入后即可正常生产。
2.1.2 虹吸道浇注的注意事项
1.停炉后需将需要更换的氧枪进行更换,避免冷炉换枪时氧枪砖较硬,更换难度加大,容易损害围砖的情况发生。
2.停炉前做好蓄铅工作,避免熔渣过多,开炉升温时间较长,或熔渣结壳、重心偏移,浇注过程中转炉难度增加。
3.底铅眼内预埋的Φ48 mm钢管头部带节流孔,便于将虹吸道底部的浇注料填实。
4.虹吸道内预埋的Φ159 mm钢管不宜较细,熔铅溢出较少,虹吸道凝固时间较长。
5.虹吸道上部衬砖砌筑完成后,即可转出实施底铅眼、虹吸道的烧通,可减少处理时间。
2.2 下料口的应急处理
下料口处于正常生产的液面以上中心部位,炉体上镶有衬套,圆筒式下料口水套就位后,底部陷于炉衬内,炉衬与水套筒体之间用捣打料填充,下料口水套通水进行冷却,正常情况下料口呈微负压;物料从下料口加入,熔渣喷溅容易在下料口内壁结渣,为避免结渣对下料口水套的影响,在下料口内增设不锈钢内衬和安排专人定期对下料口进行清理疏通,确保正常的上料作业。下料口常见故障主要如下:
1.下料口结渣堵塞。安排专人进行检查疏通。
2.下料口内衬烧损。利用换枪或检修更换烧损的下料口内衬。
3.下料口水套漏水。下料口水套漏水,会出现下料口冒蒸汽现象,严重的炉内会出现爆炸声,需转炉进行更换。拆除烧损的下料口水套较为困难时,可采取氧气切割分解的方式,安装前检查下料口水套外筒内炉衬之间捣打料的脱落情况,必要时对脱落的捣打层进行修补,避免两者之间间隙过大造成的高温缺水现象发生。
2.3 出烟口的应急处理
底吹炉出烟口配置换热较好的铜冷却壁框架水套,受高温烟气冲刷,出烟口铜水套后期出现冷却壁冲蚀漏水现象,一般采取以下补救措施:
1.轻微渗水时,由专业的技术人员铜焊补漏,然后以受损铜冷却壁固定螺栓为固定点,用细钢筋编网,然后用浇注料制作防火衣,投运后烟气受损铜水套隔开,定期检查更换受损的浇注料层,维持正常使用不成问题。
2.若铜冷却壁水道烧蚀漏水较为严重时,必须进行拆卸更换。转炉后将铜冷却壁固定螺栓后端部用氧气进行切割,用倒链将其拉出,新水套就位前将割断的固定螺栓进行补焊连接,引出新的丝头,待新水套就位后进行固定,多余的部分进行切割。
3.若临时维持生产,可将铜水套冷却水停掉,切换成压缩空气进行冷却。
2.4 出渣口的应急处理
出渣口一般设置在炉体的端墙上,熔渣通过炉墙砖及外部砌砖溜槽排出,底吹炉渣口一般采取冷却方孔铜水套内衬耐火砖结构,减缓衬砖的烧蚀速度,炉次生产的烧氧作业对渣口衬砖造成一定的烧损,常见故障和处理措施如下:
1.渣口铜水套内衬砖烧损或脱落,利用炉次间隙进行更换,若炉内端墙砖出现烧损,只能待到项修或大修时进行更换。
2.渣口铜水套漏水,可将水路切换成压缩空气冷却,或直接将冷却水停掉。
2.5 氧枪口的应急处理
氧枪口是安装氧气喷枪的工艺位置,正常生产一般处于炉子的正下方。氧枪安装在氧枪套砖之间,外围有一二层围砖及框架砖,氧枪装入后氧枪大盖内用氧枪填料捣打填实,外部加装水冷式氧枪大盖,氧枪在外套管内氮水混合气体的保护下,将工艺生产所需的氧气鼓入底吹炉内,氧枪口常见故障和处理措施如下:
1.氧枪法兰座漏铅变红。主要是氧枪砖安装不到位、氧枪套砖之间间隙过大,出现漏铅烧红,只能转炉进行氧枪砖更换。
2.氧枪烧损过快。主要氧枪偏烧,给氧量过大,氧枪深入较厚的沉铅层反应,氧枪烧损过快,需更换氧枪、调整炉况。
3.氧枪寿命较短。主要是氧枪外围的一二层围砖烧损较为严重,新装氧枪砖凸出在氧枪反应搅拌区冲刷较为严重,短时间内出现氧枪套砖断裂,需采取更换一二层围砖进行解决。
3 薄弱区域的优化
底吹转炉薄弱区域的应急处理只是对生产过程中问题处理的经验总结,而对于转炉薄弱区域的优化,需要深入讨论、思考、摸索,针对问题进行不断地优化,提高底吹炉砖生产的连续性,提升系统的作业率。底吹铅各工艺口优化方案见表3。
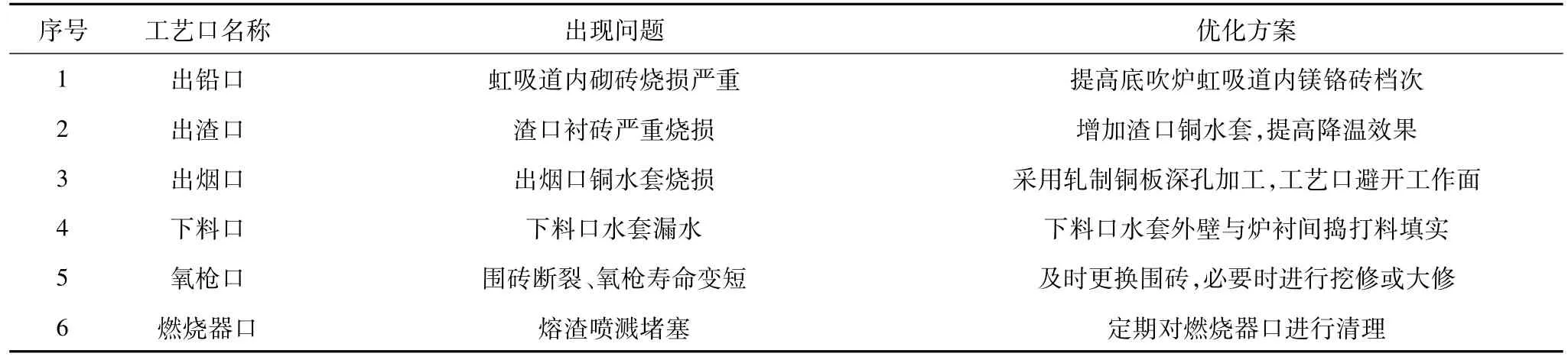
表3 底吹铅各工艺口优化方案
4 结束语
对底吹炉各薄弱区域的应急处理措施的总结梳理,为底吹炉转炉的生产作业提供一定的借鉴和指导,为底吹炉的设计、改造、大修工作过程中关键部位的关注点进行提示,也对转炉装备的提升具有一定的指导意义。
猜你喜欢
时代汽车(2022年16期)2022-08-09 09:27:36
鞍钢技术(2021年6期)2021-12-10 05:30:32
玻璃(2020年2期)2020-12-11 22:20:04
山西冶金(2020年4期)2020-02-17 02:11:43
山东工业技术(2016年15期)2016-12-01 05:30:43
上海金属(2016年2期)2016-11-23 05:34:45
上海金属(2016年3期)2016-11-23 05:19:59
工业炉(2016年1期)2016-02-27 12:34:12
纯碱工业(2015年3期)2015-12-03 07:44:06
中国经贸导刊(2015年27期)2015-10-10 10:24:59