加氢精制反应器制造中的单层带极电渣堆焊技术
2020-09-02 01:38马小兵王军杰李富富安天佑王喜平
化工机械 2020年3期
刘 艳 马小兵 王军杰 李富富 安天佑 王喜平
(新疆兰石重装能源工程有限公司)
石油化工行业厚壁压力容器内部为了防腐蚀常在内表面大面积堆焊不锈钢或镍基合金。 目前, 国内的厚壁设备内壁堆焊广泛采用双层堆焊,虽然双层堆焊(TP309L+TP347)工艺成熟,堆焊质量稳定,但制造周期长、成本高。
随着单层堆焊技术日趋成熟,堆焊一层就能达到临氢压力容器的成分、耐蚀及力学等性能要求,国外制造商在加氢精制反应器制造中已成功使用单层带极电渣堆焊技术, 且产品性能稳定,满足各项指标要求。 基于此,为进一步提高制造效率、降低成本,笔者所在单位率先将单层带极电渣堆焊技术用于加氢精制反应器的制造。
1 焊接工艺评定试验
正式堆焊前按照技术要求和NB/T 47014—2011[1]标准进行焊接工艺评定试验。
1.1 试板的制作
焊接采用单层带极电渣堆焊,焊材采用日本神钢的WEL ESS 347SJ+WEL ESB F-7M,钢带规格为75mm×0.5mm,试板材料12Cr2Mo1R、规格为600mm×300mm×50mm,焊带化学成分见表1。

表1 焊带化学成分 %
1.2 试板的焊接
试板堆焊过程中焊接设备机头采用外加磁控装置, 为保证满足堆焊层厚度工程技术要求,通过多次焊接试验调整了焊接参数:焊接电流为1 150~1 250A、电压24~28V、焊接速度9~11m/h。
试板堆焊前的预热温度按照NB/T 47015—2011[2]标准规定并结合反应器自身的特点确定:过渡层的预热温度不低于120℃、 层间温度120~200℃、后热300~350℃×2h。
1.3 试板的热处理
试板的热处理规范:装炉温度不高于400℃,加热速度70℃/h 以下, 加热温度×时间为690℃×32h,冷却速度80℃/h 以下,炉冷至400℃后出炉空冷。
1.4 试板评定结果
1.4.1 堆焊层厚度测量
焊接试板经超声测厚, 堆焊层厚度为5.0、5.0、4.9、4.9、5.0、4.9、4.8、5.0mm,均大于4.5mm。
1.4.2 熔深测量
按照技术要求测量堆焊实际熔深, 经检测,熔深均满足技术要求(不小于0.8mm)。
1.4.3 弯曲试验
堆焊试件经热处理后进行侧弯试验,大小侧弯试样各4 件,其中两件垂直于堆焊方向,另两件平行于堆焊方向。 按照GB/T 2653—2008[3]标准进行弯曲试验,检测受检面未见缺陷,检测结果合格。
1.4.4 硬度检测
对堆焊试件进行硬度HV10 检测: 表面5 点(193、194、200、196、197),堆焊层截面5 点(190、196、191、193、195), 熔合线5 点(200、204、198、192、195),基层3 点(178、176、179)。 检测结果均低于硬度极限值248,合格。
1.4.5 堆焊层成分
堆焊层成分取样位置如图1 所示,按照GB/T 11170—2008[4]标准进行检验,检测结果见表2。
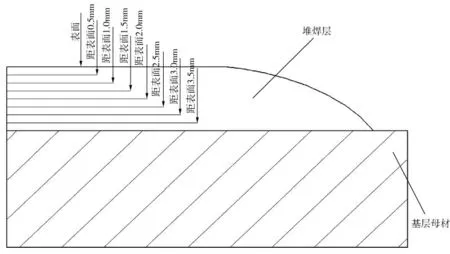
图1 堆焊层成分取样位置示意图
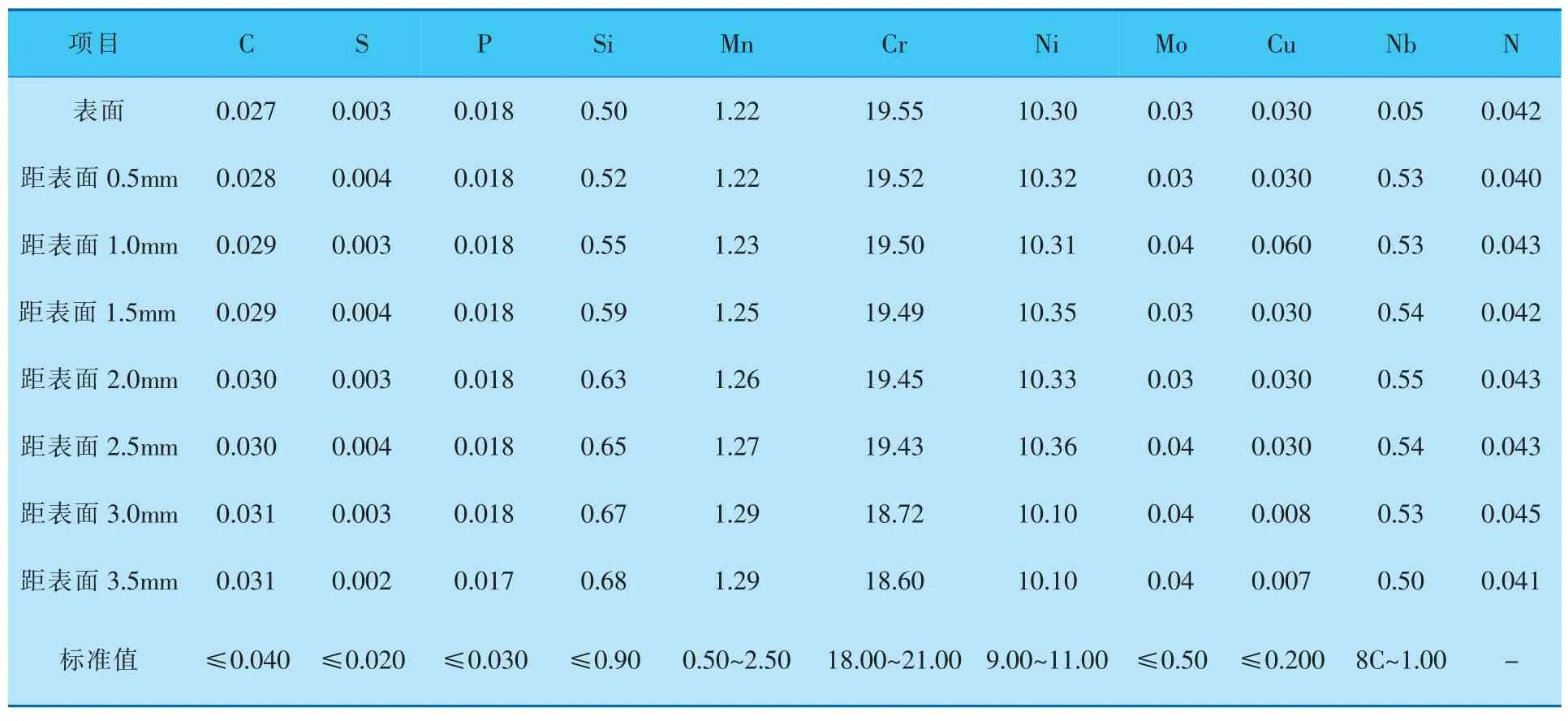
表2 堆焊层的化学成分 %
1.4.6 焊态下铁素体测量
在焊态下对堆焊层进行磁针法铁素体数FN测量(FN 在3.0~10.0 之间为合格),检测结果见表3。
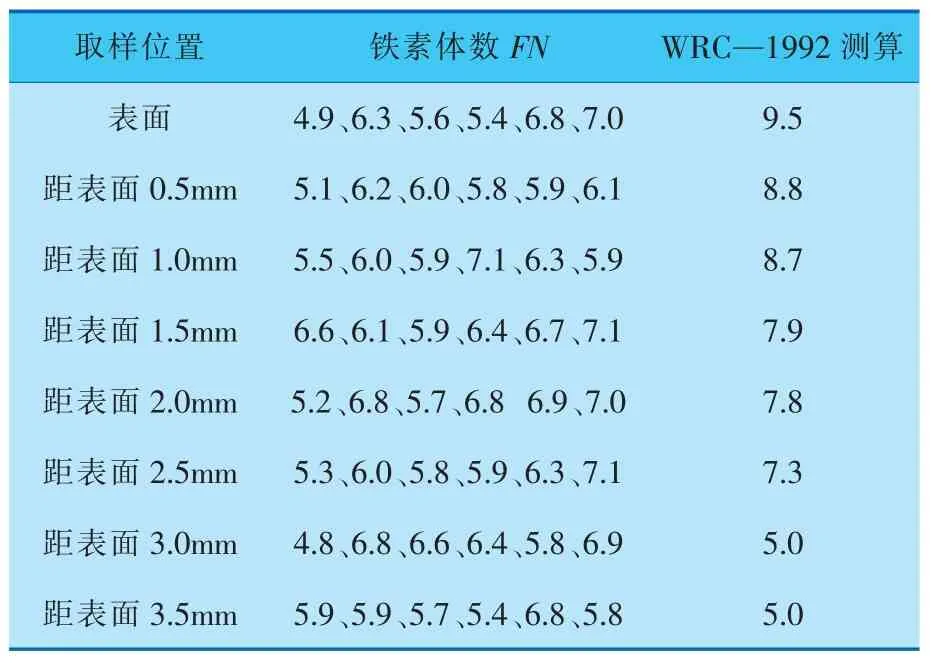
表3 铁素体的检测结果
1.4.7 腐蚀试验
按照GB/T 4334.E—2008[5]标准进行硫酸-硫酸铜腐蚀试验,试验结果为合格。
1.4.8 宏观检测
堆焊层经酸蚀后,检查受检面,没有发现裂纹、未融合等焊接缺陷。
1.5 氢剥离试验
评定试样的充氢压力19.7MPa, 试验温度480℃,循环次数共2 次,每个循环中试样在试验条件下保持时间为48h,升温速度50℃/h,冷却速度为第1 个循环不小于200℃/h、 第2 个循环300℃/h,按ASTM G146 进行氢剥离试验。
试样经两次循环后,未见大于φ3mm 的剥离缺陷,试验结果合格。
2 堆焊效果
新疆兰石重装能源工程有限公司承制某项目中的加氢精制反应器, 反应器主体材料为12Cr2Mo1R(H),反应器长度接近27 800mm,内径2 200mm,壁厚140mm(最薄138mm),设计要求上、下封头和筒体的内壁均采用单层堆焊E347型,总厚为4.5mm。
封头内壁、筒体内壁分别采用50mm×0.5mm、75mm×0.5mm 的焊带进行堆焊, 堆焊后厚度比较均匀,表面平滑,两相邻焊道之间的凹下量小于1mm,焊接接头的不平度小于1.5mm。堆焊情形如图2、3 所示。

图3 筒体内壁堆焊成品
堆焊完毕后, 对堆焊表层进行100%PT 检测,堆焊层及其结合面进行100%UT 检测,检测合格;经测量,封头堆焊层厚度最大值5.0mm、最小值4.5mm,筒体堆焊层厚度最大值5.1mm、最小值4.9mm,均满足要求。 另外,铁素体测量和化学成分分析结果列于表4、5,结果均满足要求。
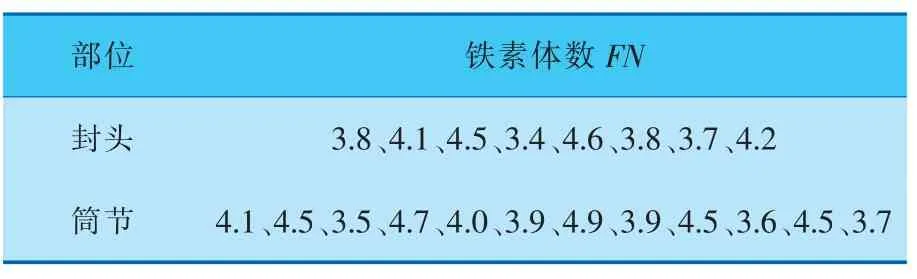
表4 内壁堆焊层铁素体测量

表5 内壁堆焊层化学成分 %
焊接工艺评定试验得出,按照焊接工艺规范控制单层堆焊厚度在4.8~5.0mm 之间,堆焊层的化学成分、硬度、铁素体数FN 和无损检测结果均满足加氢精制反应器耐蚀层堆焊的技术要求。
3 结束语
2019 年8 月,中国石化科技部牵头组织的专家组听取了新疆兰石重装能源工程有限公司“大面积单层带极堆焊加氢精制反应器研制”的制造汇报,经过与会专家现场审查、质询与讨论,评审组一致认为: 提供的评审资料符合评审要求;堆焊厚度、化学成分、铁素体数FN、稀释率及熔深等方面的各项指标均满足设计技术要求。 用户现已安装调试完毕,加氢精制反应器运行良好。
猜你喜欢
中国设备工程(2022年2期)2023-01-02
材料保护(2022年5期)2022-12-07
分子催化(2022年1期)2022-11-02
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
材料科学与工艺(2022年1期)2022-03-11
商品与质量(2021年43期)2022-01-18
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
电子制作(2019年15期)2019-08-27