基于生瓷片覆膜机的覆膜结构设计与工艺研究
2020-08-21 05:20王佳利
机械管理开发 2020年7期
王佳利, 田 雨
(中电科风华信息装备股份有限公司, 山西 太原 030024)
引言
低温共烧陶瓷(LowTemperature Cofired Ceramic,LTCC)技术以其集成密度高和高频特性好等优异的电学、机械、热学及工艺特性,成为目前电子元件集成化的主流方式,被广泛应用于电子、通讯、航空航天、汽车、计算机和医疗等领域。
生瓷片印刷工艺作为LTCC 生产工艺流程中的重要环节之一,在生瓷片打孔和印刷工艺之间,为了防止印刷的时候生瓷片产生较大的变形,应用覆膜机给生瓷片贴覆一层保护膜的工艺。
1 覆膜机设备的结构及工作原理

图1 覆膜揭膜机布局图
如图1 所示,覆膜揭膜机主要由上料机构、移载机构、撕膜机构、钢辊黏尘机构、翻转机构、中转机构、覆膜机构、卷膜机构、裁膜拉膜机构、下料机构组成一个整体。此设备前段是环岛机械手,将冲完孔的生瓷片放置到上料平台进行机械定位,然后经过移载机构、撕膜机构将前工序所覆薄膜撕掉并通过钢辊黏尘机构将产品表面的瓷渣去除,再经过翻转、中转将生瓷片吸附到覆膜平台,待拉膜机构、卷膜机构、裁膜机构将需要覆的膜裁好之后,贴膜部件将生瓷片与膜贴合,通过下料部件将覆膜以后的产品运送到下料位进行后续的印刷工艺。
2 覆膜部件设计
覆膜部件是覆膜机的核心部分,如图2 所示,主要包括前端拉带部件、胶辊部件、后端拉带部件、夹带部件、裁膜部件、卷膜部件。其主要功能是完成膜的裁切、对位和贴覆功能。
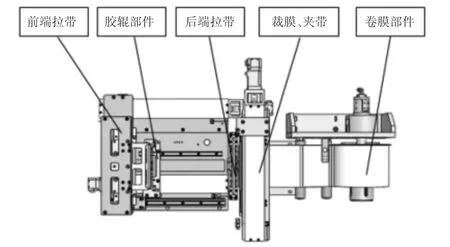
图2 覆膜部件
其中,前端拉带(下页图3)部件水平方向由模组跟导轨组成运动机构,夹带的松紧是由上下两个气缸跟导向轴组成的夹紧机构;胶辊部件是(下页图4)由模组运动的水平运动机构Z 向气缸跟导向轴、直线轴承组成的升降机构,其中包含调平设计;后端拉带部件(下页图5)水平方向由电缸控制,上下夹带也是由上下两个气缸跟导向轴组成的夹紧机构;裁切机构(下页图6)由Y 向的模组带着装刀夹具进行往复裁切动作;夹带部件(下页图6)是由两套上下夹紧气缸、直线轴承和导向轴组成的驱动机构,分别控制左右夹带板的夹紧;卷膜部件由一个气胀轴和两个导向辊组件组成[1-2]。

图3 前端拉带

图4 胶辊部件
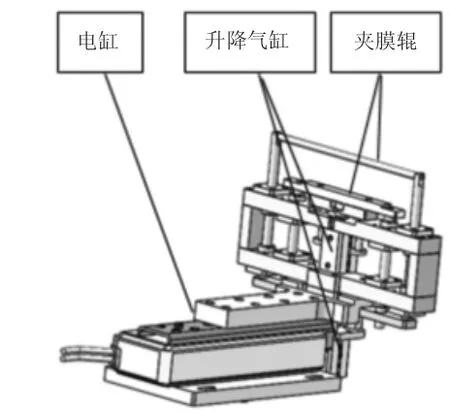
图5 后端拉带
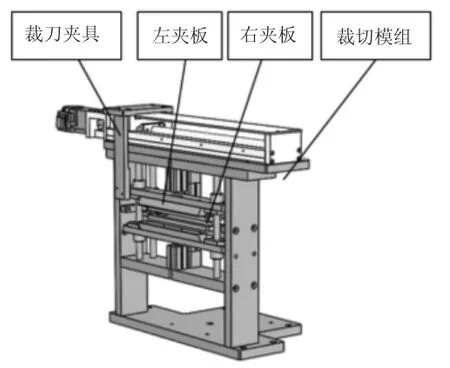
图6 裁切、夹带部件
整个贴膜部件工作原理首先将膜卷固定到气胀轴上,将膜通过导向辊组件拉到夹带部件夹板下方,右边夹紧板将膜夹住,左边夹板松开。前端夹带伸进夹带部件的左边夹紧板,夹紧膜以后,电器驱动把膜拉出符合生瓷片尺寸的距离。将夹带部件左边夹带夹紧,裁膜电机驱动刀片将膜裁开。然后,前端拉带、胶辊部件、后端拉带同时以合适的速度往同一方向进行相对运动,至贴膜位置,胶辊上下气缸上升,电器驱动模组完成贴覆工作。为了防止夹板破坏膜产品,各个夹膜辊表面都需要贴膜防静电胶带,夹带板需要贴覆防静电海绵。
3 覆膜工艺研究
覆膜是否合格的主要检测标准就是看覆膜前后,生瓷片尺寸是否保持稳定。本覆膜机构的覆膜工艺如图7 所示,生瓷片跟膜对位之后,胶辊从覆膜中心升起,首先完成左边膜的贴覆,然后完成右边膜的贴覆。整个贴覆工艺的关键点在于贴覆胶辊的胶层硬度和贴覆压力的选择。每片生瓷片四个角有4 个定位孔,选取不同硬度的胶辊和不同的贴覆压力进行贴覆实验,并对贴覆之后生瓷片四个定位孔间距
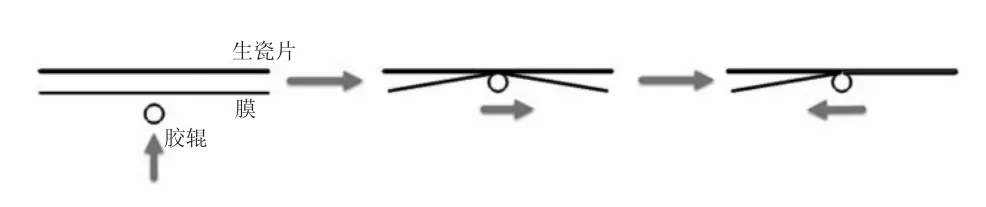
图7 贴膜工艺
A、B、C、D 四个尺寸进行检测,如表1、表2。

表1 40D 胶辊在不同贴覆压力下的贴合尺寸
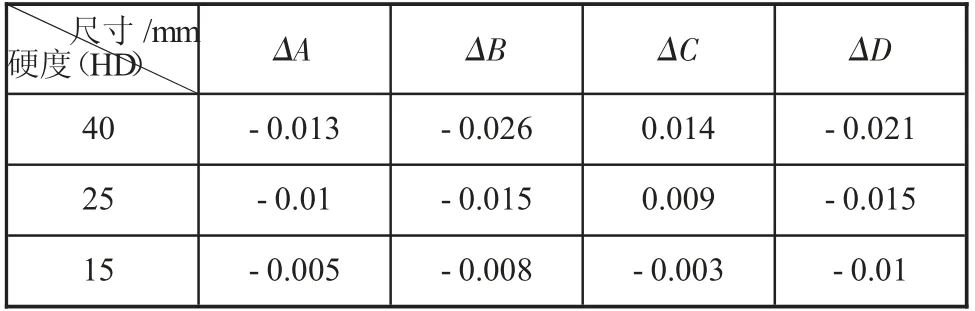
表2 0.11 MPa 压力下不同硬度胶辊的贴合尺寸
由表1 发现,贴覆压力越低,覆膜后生瓷片的变形越小,故而将覆膜压力设在能将胶辊升起的最低压力0.11 MPa。然而,ΔB、ΔD 两个尺寸还是无法满足工艺需求。
由表2 得知,越低的胶辊硬度贴合,生瓷片的变形就越小,能控制在10 μm之内,可以满足工艺需求。
4 结语
未来,随着LTCC 的快速发展,覆膜技术作为介于打孔与印刷中间工艺将会在高精度工艺要求中成为不可或缺的工艺。
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
宝藏(2021年12期)2022-01-15
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
客家文博(2018年3期)2018-08-21
中国现代医学杂志(2017年3期)2017-03-08
诗林(2016年5期)2016-10-25
小说月刊(2016年9期)2016-09-14
中国煤炭(2016年9期)2016-06-15