
Q345R(R-HIC)抗氢钢的焊接工艺研究
2020-08-14 03:33:08赵卫君徐祥久
金属加工(热加工) 2020年8期
赵卫君,徐祥久
1.哈尔滨锅炉厂有限责任公司 黑龙江哈尔滨 150046
2.高效清洁燃煤电站锅炉国家重点实验室 黑龙江哈尔滨 150046
1 序言
某煤焦油加氢项目高压分离器设备,工作介质含有H2S和水,属于湿硫化氢腐蚀环境,主体材料选用Q345R(R-HIC)抗氢钢。Q345R(R-HIC)抗氢钢是在Q345R钢基础上开发的具有抗氢诱导开裂(HIC)和抗硫化物应力开裂能力(SSC)的钢[1]。此钢在满足Q345R钢力学性能要求的基础上,需按GB/T 8650—2015进行HIC试验,即在含饱和H2S的氯化钠醋酸溶液中暴露规定的时间后,CLR(开裂长度比)≤5%,CTR(开裂厚度比)≤1.5%,CSR(开裂敏感性比)≤0.5%;按GB/T 4157—2017中A法进行SSC试验,门槛应力≥247MPa。
Q345R(R-HIC)抗氢钢焊接接头的力学性能、HIC及SSC试验均需满足母材要求。通过制定Q345R(R-HIC)抗氢钢焊接工艺进行焊接试验,对焊接接头进行性能试验,验证焊接工艺的合理性,从而指导产品的生产。
2 试验材料及方法
(1)试验材料 选用Q345R(R-HIC)钢板,规格为800mm×200mm×92mm。其化学成分、力学性能及腐蚀试验结果分别见表1、表2。
(2)试验方法 试验采取板对接形式,其焊接坡口如图1所示,焊接方法为焊条电弧焊(SMAW)+埋弧焊(SAW)的组合工艺,V形坡口侧采用焊条电弧焊焊接,U形坡口侧采用埋弧焊焊接。

图1 焊接坡口

表1 Q345R(R-HIC)的化学成分(质量分数) (%)

表2 Q345R(R-HIC)力学性能及腐蚀试验
3 焊接工艺
(1)焊接性分析 Q345R(R-HIC)抗氢钢通过在化学成分上限制Mn含量,严格控制S、P含量来满足抗氢要求。根据国际焊接学会推荐的碳当量公式,通过表1化学成分计算Q345R(R-HIC)抗氢钢的碳当量为0.41%。由此可知,该钢的淬硬倾向不大,焊接性良好,但由于钢板厚度较大,因此需采取焊前预热及焊后热处理措施。
(2)焊接材料 目前,抗氢钢的焊接材料尚没有国家标准,焊接材料厂家一般按钢材的要求研制对应的焊材,以满足钢材的化学成分和力学性能要求[2]。本试验选用的焊接材料与焊接参数见表3。
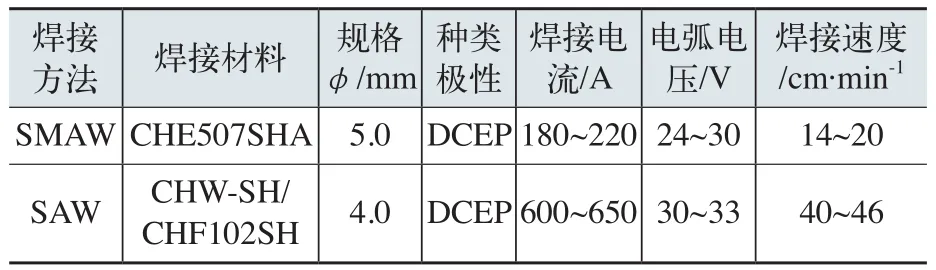
表3 焊接材料与焊接参数
(3)焊接工艺 按表3焊接参数进行焊接试验。焊前预热150℃以上,层间温度控制在150~300℃,焊后立即进行(200~250)℃×2h热处理。按NB/T 47013—2015对试板进行100%MT+100%UT检测合格,再进行(615±15)℃×10h的去应力退火。
4 试验结果与分析
按标准要求制取力学性能试样及HIC、SSC试样,进行力学性能及抗腐蚀性能试验。
(1)室温拉伸试验 对焊接接头进行室温拉伸试验,试样尺寸满足GB/T 2651—2008的要求。结果如图2所示,抗拉强度大于母材下限490MPa,屈服强度大于母材下限305MPa,但焊条电弧焊的抗拉强度及屈服强度比埋弧焊稍低。
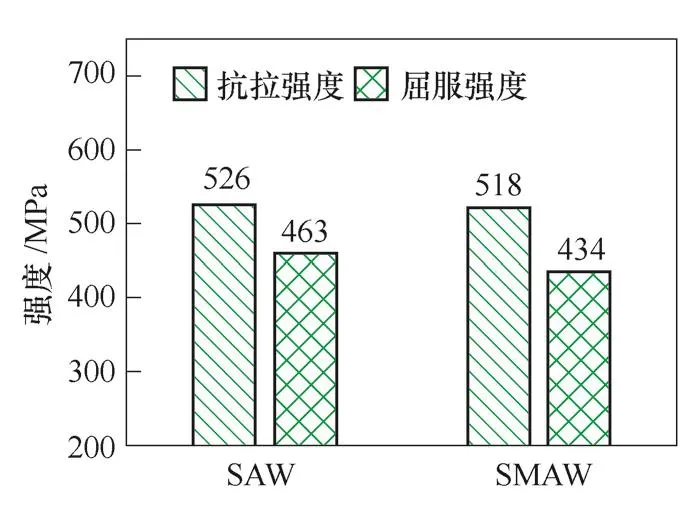
图2 焊接接头抗拉强度及屈服强度
(2)弯曲试验 按照NB/T 47014—2011制取侧弯试样,弯曲条件为:d=4a、180°,弯曲性能全部合格,表明焊接接头具有良好的塑韧性。
(3)夏比冲击试验 按照NB/T 47014—2011制取焊接接头冲击试样,进行-30℃冲击试验,试样尺寸为10mm×10mm×55mm,冲击试验结果如图3所示,焊缝的冲击吸收能量比母材低,但均满足>34J的要求。

图3 焊接接头冲击吸收能量
(4)硬度试验 对焊接接头进行HV10硬度检测,焊缝、热影响区及母材硬度如图4所示,埋弧焊焊缝及热影响区硬度值接近母材要求上限210HV10。

图4 焊接接头硬度值
(5)HIC试验 按GB/T 8650—2015标准制取尺寸为20mm×20mm×100mm的试样,在饱和H2S的氯化钠醋酸溶液中暴露96h,HIC试验表面形貌如图5所示。根据图5试样表面形貌,通过标准方法进行收集计算,结果为CLR≤5%,CTR≤1.5%,CSR≤0.5%,结果合格。
图5 HIC试验试样表面形貌
(6)SSC试验 按照GB/T 4157—2017中的A法进行SSC试验,试样在饱和H2S中浸蚀720h,加载应力247MPa,试样表面形貌如图6所示,用10倍放大镜观察试样断面,均没有裂纹。
图6 SSC试验试样表面形貌
5 结束语
1)对于Q345R(R-HIC)抗氢钢,选择合适焊接材料、焊接参数等,获得了力学性能、HIC和SSC试验均合格的焊接接头,证明此焊接工艺合理。
2)此焊条电弧焊+埋弧焊的组合焊接工艺已成功用于产品生产,焊接质量满足要求。
猜你喜欢
江苏安全生产(2023年10期)2023-12-18 23:48:32
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
制造技术与机床(2017年7期)2018-01-19 02:29:32
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年1期)2016-02-27 12:51:48
山东冶金(2015年5期)2015-12-10 03:27:40
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
