乙烯装置裂解炉最大化效益分析
2020-07-25 15:01董怡斌中韩武汉石油化工有限公司湖北武汉430000
化工管理 2020年20期
董怡斌(中韩(武汉)石油化工有限公司,湖北 武汉 430000)
0 引言
中韩(武汉)石油化工有限公司处于我国中部地区,单一的裂解原料很难满足正常的生产需求,针对不同的原料会有各自相应的控制参数,因此通过利用SPYRO 软件对各项变化条件进行测算分析,达到乙烯装置裂解炉出口产品效益最大化,分析过程和结果如下:
1 单台炉分析(采取以石脑油炉H-006作为分析炉)
1.1 原料的影响
固定条件:COT835℃,负荷51t/h,稀释比0.5。
变化条件:原料的PONA 值。
分析结果如表1。

表1 不同原料下的裂解炉出口产品收率
裂解炉NAP 原料由左至右的品质是由差变好,在这个过程中,可以看到,双烯收率、乙烯、丙烯收率是逐渐提高的,裂解深度基本保持不变。
可以看出改善原料属性能对乙烯,丙烯收率有明显的提高,提升的幅度比较巨大。而日常所使用的原料和原料B 较为接近。
1.2 COT的影响
固定条件:原料的PONA 值,负荷51t/h,稀释比0.5。
变化条件:裂解炉COT。
分析结果见表2。
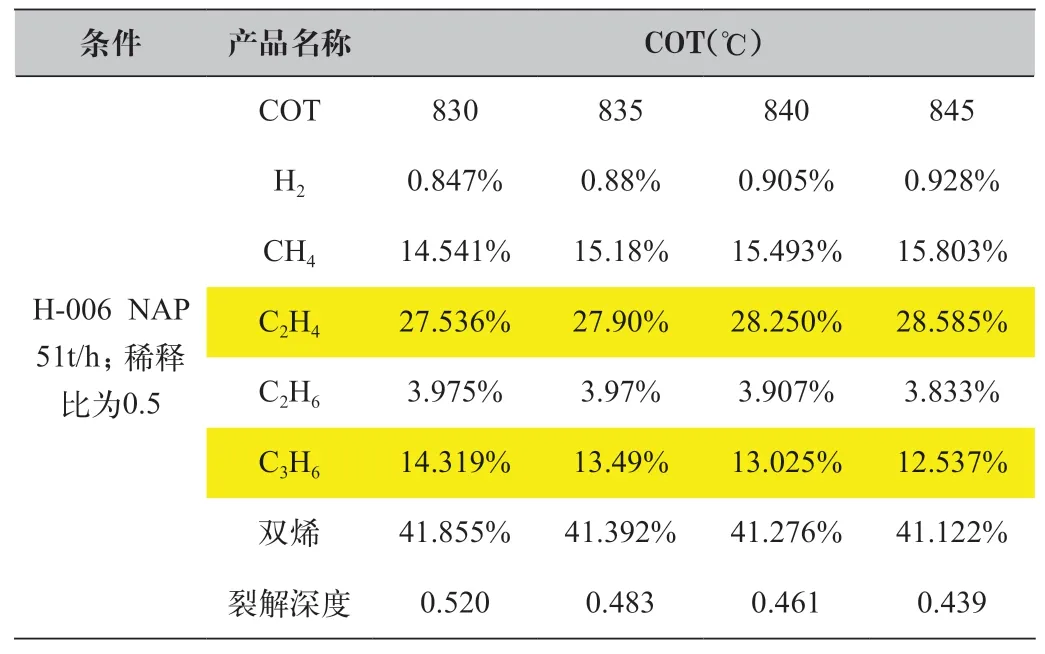
表2 不同COT下的裂解炉出口产品收率
随着裂解炉COT 的提升,乙烯收率是逐渐提高,丙烯收率逐渐降低,裂解深度逐渐提高。
通过上表能够比较明显观察到裂解炉产品在COT 变化下的变化趋势,通过分析我们选择835℃作为单台裂解炉最优的控制温度点,乙烯和丙烯的收率均较高,此时的裂解深度和设计指标也较为吻合。
1.3 稀释比
固定条件:原料的PONA 值,负荷51t/h,裂解炉COT:835℃。变化条件:稀释比。分析结果见表3。
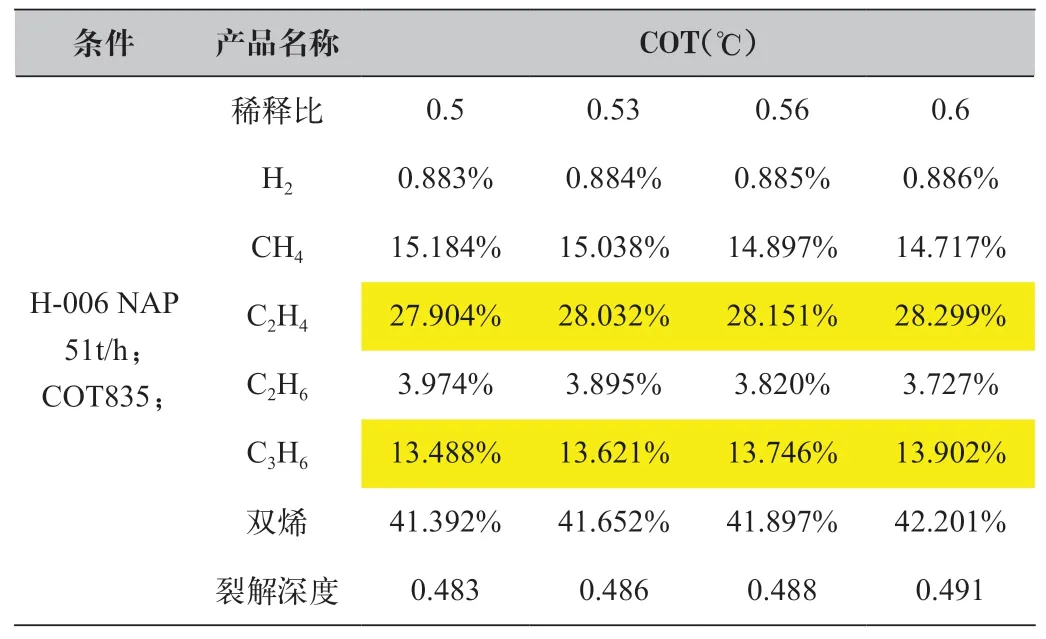
表3 不同稀释比下的裂解炉出口产品收率
可以看出随着稀释比的升高,乙烯收率,丙烯收率和双烯收率是逐渐提高的,由0.5 提升至0.6 乙烯收率能提高0.809%,但对裂解深度的影响不大。
稀释比的调整在裂解炉低负荷下可以适当提高,这样有助于调高主要产品收率。
总结以上变量的分析,可以总结有以下几点:
(1)各参数变化对产品收率的影响:
原料变化>COT 调整>稀释比调整
(2)原料的变化客观存在,装置本身无调整手段,因此重点的调整应该为COT 调整和稀释比调整。
(3)在单台炉高负荷下,保证裂解炉整体热负荷不过高的前提下,维持稀释比不要过低,单台炉低负荷下可以适当提高稀释比。
(4)COT 的调整须对比裂解深度,达到产品收率和裂解炉运行周期最大化收益。
2 其他原料裂解炉分析
2.1 加氢尾油炉
固定值为原料属性,横跨温度580℃,稀释比0.6,负荷51吨/h,变化值为COT。
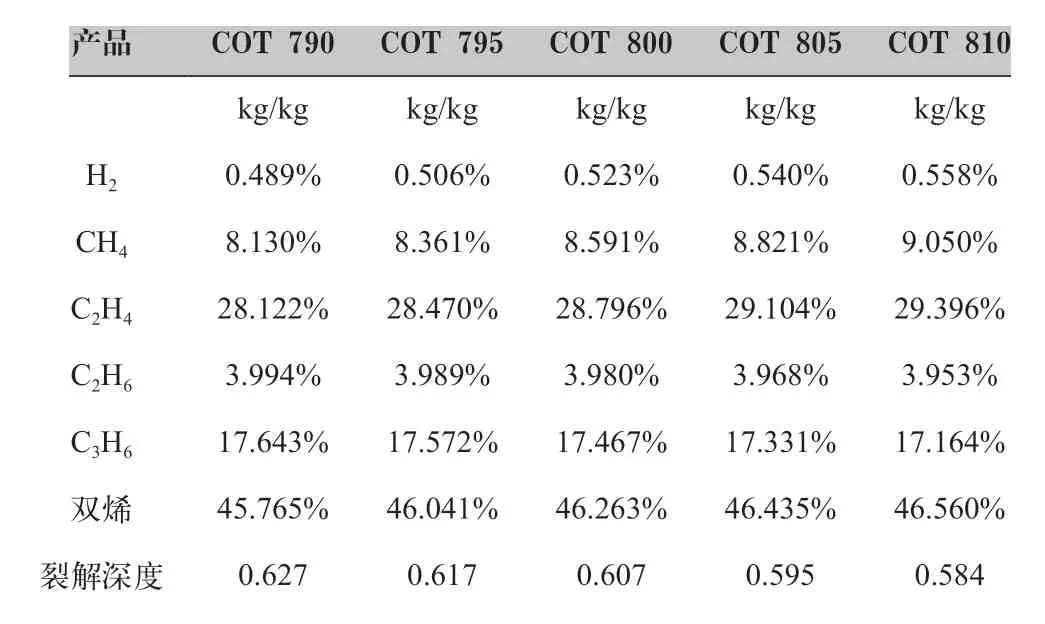
表4 不同COT下的裂解炉出口产品收率
随着COT 的上升,乙烯收率升高,丙烯收率下降。
根据以上条件分析,选择COT805℃,为最优化控制指标,虽然该指标不是双烯收率最优指标,但是该点的裂解深度0.595 最符合设计指标,同时随着COT 的升高,加氢尾油炉的结焦速率将加速提高,运行周期下降。
2.2 轻烃炉
固定值:轻烃原料属性,横跨温度630℃,稀释比0.4,负荷40t/h。
变化值:COT。

表5 不同COT下的裂解炉出口产品收率
随着COT 的上升,乙烯收率升高,丙烯收率下降。
根据上表,可以看到,COT 在834℃时,双烯收率最高,但是目标产品乙烯收率较低,综合考虑,选择COT838℃时为最佳的的COT 控制温度。
2.3 循环乙烷炉
固定值:轻烃原料属性,横跨温度640℃,稀释比0.4,负荷40t/h
变化值:COT。

表6 不同COT下的裂解炉出口产品收率
随着COT 的上升,乙烯收率升高,丙烯收率下降,乙烷转化率逐渐提升,选择COT845℃为合适的COT 控制温度,原因在于设计的乙烷转化率65%,该点的控制指标能较好的表征乙烷原料的裂解深度。
3 多台裂解炉分析
3.1 7台裂解炉运行分析
按照工况不同,产品见表7。
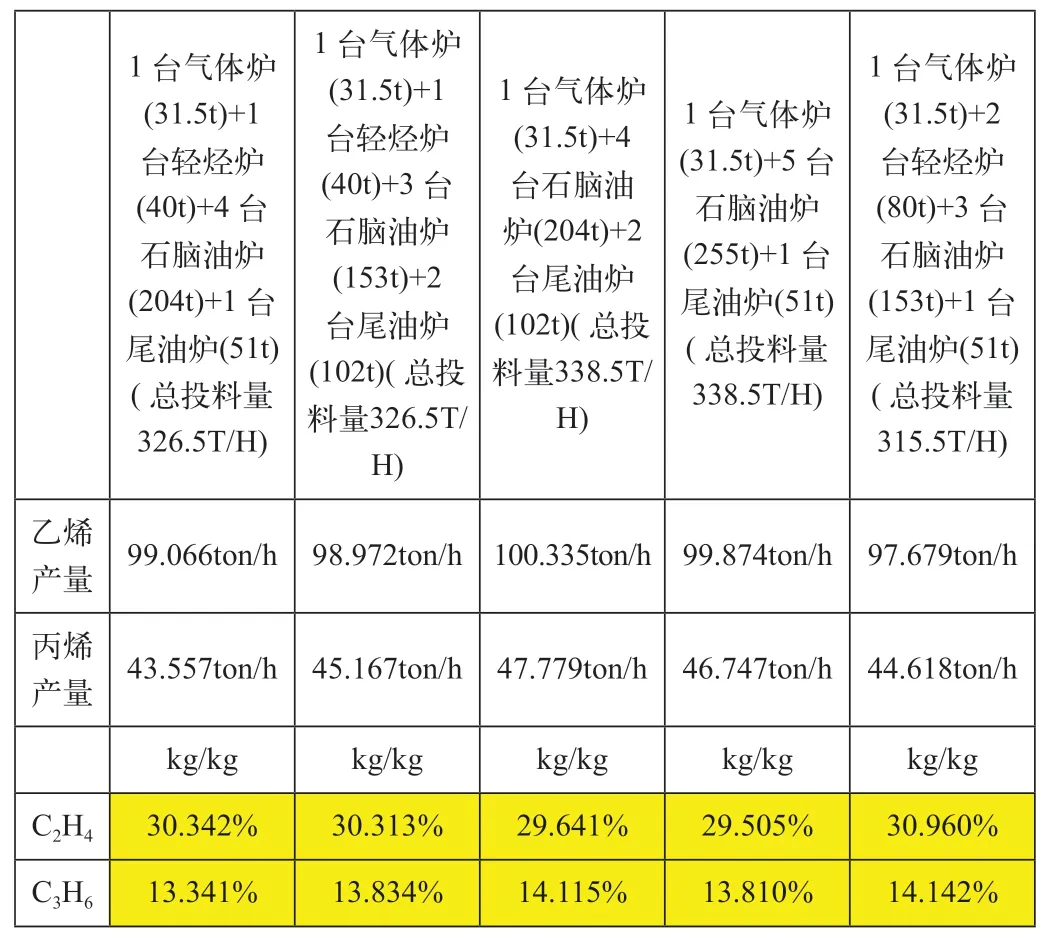
表7 各种工况下裂解炉主要产品分布列表
综上所述在7 台炉运行下:
乙烯产量最高的工况为:1 台气体炉(31.5t)+4 台石脑油炉(204t)+2 台尾油炉(102t)(总投料量338.5T/H)。
乙烯收率最高的工况为:1 台气体炉(31.5t)+2 台轻烃炉(80t)+3 台石脑油炉(153t)+1 台尾油炉(51t)(总投料量315.5T/H)。
丙烯收率最高的工况为:1 台气体炉(31.5t)+4 台石脑油炉(204t)+2 台尾油炉(102t)(总投料量338.5T/H)。
双烯收率最高的工况为:1 台气体炉(31.5t)+4 台石脑油炉(204t)+2 台尾油炉(102t)(总投料量338.5T/H)。
3.2 8台裂解炉运行分析
按照工况不同,产品见表8。

表8 各种工况下裂解炉主要产品分布列表
综上所述在8 台炉运行下:
乙烯产量最高的工况为:1 台气体炉(31.5t)+2 台轻烃炉(80t)+4 台石脑油炉(180t)+1 台尾油炉(45t)(总投料量336.5T/H)。
乙烯收率最高的工况为:1 台气体炉(31.5t)+2 台轻烃炉(80t)+4 台石脑油炉(180t)+1 台尾油炉(45t)(总投料量336.5T/H)。
丙烯收率最高的工况为:1 台气体炉(31.5t)+1 台轻烃炉(40t)+4 台石脑油炉(180t)+2 台尾油炉(90t)(总投料量341.5T/H)。
双烯收率最高的工况为:1 台气体炉(31.5t)+2 台轻烃炉(80t)+4 台石脑油炉(180t)+1 台尾油炉(45t)(总投料量336.5T/H)。
4 结语
(1)乙烯效益的变化因素,原料变化>COT 调整>稀释比调整>横跨温度。
(2)按照目前客观的原料特性,各台裂解炉的最佳工艺工况条件见表9。

表9 各台裂解炉的最佳运行工况条件
猜你喜欢
石油化工技术与经济(2022年2期)2022-07-05
粮食加工(2022年1期)2022-03-23
玻璃(2022年1期)2022-02-23
化工自动化及仪表(2020年3期)2020-06-22
科学导报·学术(2019年39期)2019-09-10
计算机系统应用(2017年5期)2017-06-07
当代化工(2015年10期)2015-07-10