
USC—176U型裂解炉蒸汽空气烧焦工艺的研究与优化
2015-07-10 13:07朱景刚张远吴腾亮等
当代化工 2015年10期
朱景刚 张远 吴腾亮 等


摘 要:抚顺乙烯采用S&W的USC-176U型裂解炉,在烧焦操作中经常出现炉管堵塞现象。根据实际经验,优化裂解炉烧焦过程中空气用量、烧焦温度和蒸汽用量,缩短烧焦时间,降低装置能耗物耗。
关 键 词:裂解炉;烧焦;节能
中图分类号:TQ 221 文献标识码: A 文章编号: 1671-0460(2015)10-2422-04
Investigation and Optimization of Decoking Process for USC-176U
Cracking Furnace With a Steam/Air Mixture
ZHU Jing-gang,ZHANG Yuan,WU Teng-liang,WANG Yan-ping
(PetroChina Fushun Petrochemical Company, Liaoning Fushun 113008,China)
Abstract: USC-176U cracking furnace of S&W incorporation was applied to Fushun ethylene unit. The phenomenon of tube blocking frequently occurred during decoking process. According to the practical experience, the operation of decoking process was improved on temperature and steam/air consumption, and the energy consumption of ethylene unit was reduced.
Key words: Furnace; Decoking; Energy conservation
抚顺石化公司800 kt/a乙烯装置(以下简称抚顺乙烯)使用S&W专有的超选择性裂解(USC)技术,该技术具有停留时间短,高转化率,运行周期长,原料分配灵活等特点。裂解炉采用“双辐射段”即通过采用两个辐射室(双炉膛)共用一个对流段,使用文丘里分配器,使所有的辐射段盘管流速一致,保证每根炉管有相同的停留时间。USC型裂解炉具有独立炉膛清焦操作的功能,当裂解炉需要清焦时,每个炉膛可单独清焦,提高裂解炉的整体使用率。
1 裂解炉结构
抚顺乙烯装置共有7台USC-176U型新鲜进料裂解炉(F-1110~F1170)和1台USC-12M型循环气体炉(F-1180),其中F-1110~F1140为重质原料裂解炉,可以裂解加氢裂化尾油(HTO)、常压柴油(AGO)和混合石脑油(NAP);F-1150~F-1170为轻质原料裂解炉,可以裂解混合石脑油,F-1160和F-1170的A炉膛可以裂解循环C2/C3;F-1180为循环气体炉,裂解装置自产C2/C3。USC-176U型重质进料裂解炉基本结构如图1所示。
1.1 对流段
烃进料通过4个单独流量控制阀进入裂解炉,在对流段的两侧各有2个通道,原料在HC PH 1和HC PH 2模块中预热。稀释蒸汽同样在4个流量调节阀控制之下进入裂解炉,在对流段的两侧各有2个通道,以便维持每个通道的稀释蒸汽注入量,稀释蒸汽进入DS PH模块中过热后与烃进料混合。在轻质进料裂解炉中,过热后的稀释蒸汽与预热后的烃进料混合,混合物将进一步在HC+DS 1和HC+DS 2模块中相继预热。在重质进料裂解炉内,稀释蒸汽采用二次注气。
当裂解重质进料时,一部分稀释蒸汽注入到预热后的重质进料中,混合物在HC+DS 1模块中进一步加热。剩余的稀释蒸汽在DS PH模块中过热,然后通过混合器注入到来自HC+DS l的重质进料和部分稀释蒸汽混合物中。
1.2 辐射段
裂解炉均采用双炉膛配置,即每台裂解炉具有2个相同的辐射炉膛。USC型裂解炉共有176根U型辐射管,每个炉膛内单排悬挂88根炉管。在对流段预热过的原料和稀释蒸汽混合物由4根横跨管分别引入到16个辐射段入口集合管中,每根横跨管连接4个集合管,每个集合管再通过11根辐射管将裂解原料输送进炉膛中。每根辐射炉管的入口处布置文丘里喷嘴,保证到所有辐射炉管的进料的均匀分布。辐射炉管大约在炉管的中部变径,辐射炉管入口内径45 mm,出口内径51 mm,每根辐射炉管的有效长度23 m。
1.3 急冷换热器
裂解炉采用封闭耦合式SLE急冷换热器,是一种套管式线性换热器。轻质进料裂解炉中,每1根辐射炉管对应1根SLE管束;在重质进料裂解炉中,每2根辐射炉管对应1个SLE管束。对于轻质进料裂解炉,SLE内管的内径为57.4 mm,有效传热长度为17.9 m;对于重质进料裂解炉,SLE内管的内径为84 mm,有效传热长度为19.8 m。裂解气自下而上穿过急冷换热器内管,套管外走锅炉给水,急冷裂解气后产生超高压蒸汽。
2 运行情况
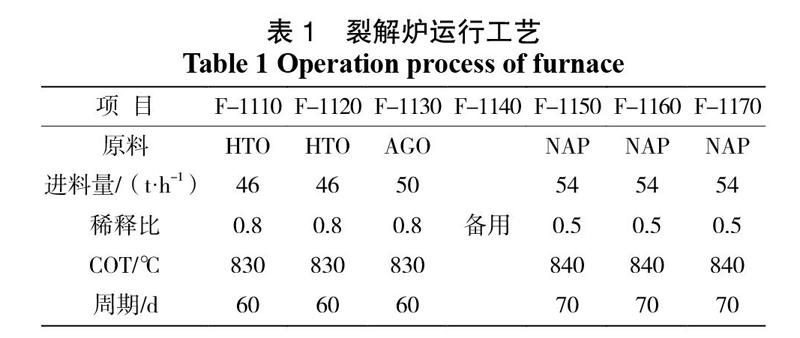
抚顺乙烯目前有6台新鲜进料裂解炉和1台循环气体炉生产,新鲜进料裂解炉工艺参数见表1。装置负荷304 t/h,其中重质进料裂解炉原料包括HTO和AGO,COT控制830 ℃,稀释比为0.8,运行周期约60天; 轻质进料裂解炉原料为NAP,COT控制840 ℃,稀释比0.5,运行周期约70 d。1台重质进料裂解炉作为备用,可以裂解HTO、AGO和NAP。
3 蒸汽-空气烧焦
裂解炉长时间运行后在炉管和急冷锅炉管内壁会生成焦垢,焦垢会使炉管内径变小,物料流动过程的压降增大,生产效率下降。常用的在线清焦方式有:蒸汽-空气烧焦、空气烧焦、蒸汽烧焦,抚顺乙烯USC-176U型裂解炉采用在线蒸汽-空气烧焦工艺,裂解炉烧焦曲线如图2所示。
裂解炉在退料后COT降至810 ℃,用扫线蒸汽和稀释蒸汽对裂解炉进行扫线,流量分别控制在2.5 t/h和7.5 t/h,扫线时间大约2 h。在通入空气前将扫线蒸汽和稀释蒸汽流量分别提至3 t/h和9 t/h,然后逐步提高空气流量,在烧焦初期要控制炉管表面温度温升小于20 ℃。烧焦时间约20 h后,将COT提高至850 ℃,同时继续提高空气流量。当裂解炉出口CO2含量小于0.2%时烧焦操作结束,烧焦气与烧焦时间的关系见表2。
抚顺乙烯裂解炉在烧焦初期经常发生炉管表面焦块脱落,造成部分炉管堵塞。在烧焦过程中如果炉管发生堵塞,采取增加单组空气用量、提高COT和延长烧焦时间等措施可以达到清焦目的,严重时需要停炉检修。裂解炉烧焦过程不仅会增加装置的能耗物耗,同时是影响整个乙烯装置长周期满负荷运行的关键。国内同行关于裂解炉烧焦工艺进行了一系列的模拟和优化[1],鉴于抚顺乙烯两年多烧焦操作的实际经验,对USC型裂解炉蒸汽-空气烧焦工艺进行部分优化。
4 方案优化
如何降低裂解炉烧焦时间是裂解炉烧焦工艺的研究重点,国内先进的烧焦工艺可以将裂解炉烧焦时间缩短至24 h以内[2]。空气用量和烧焦温度是影响裂解炉烧焦过程的主要因素,蒸汽用量也是裂解炉烧焦过程中能耗较大的一部分,因此抚顺乙烯在空气用量、烧焦温度和蒸汽用量方面优化裂解炉烧焦工艺,优化后的烧焦曲线如图3所示。
4.1 方案一
如图3所示,在裂解炉退料后将COT控制在830 ℃,用3 t/h的扫线蒸汽和9 t/h的稀释蒸汽对炉管进行扫线,扫线时间1 h。在裂解炉烧焦过程中逐步提高空气用量,最终提高至6 t/h。同时扫线蒸汽和主稀释蒸汽用量随着空气用量的提高逐渐降低,分别降至0 t/h和6 t/h。烧焦初期将COT分别提高至850 ℃、870 ℃,最终COT控制在880 ℃。整个烧焦过程要时刻关注炉管表面温度,控制温升小于15 ℃。炉管表面温度稳定后将扫线蒸汽和主稀释蒸汽流量分别提高至2 t/h和7.5 t/h。
由图4可以看出,在烧焦过程中当COT在810 ℃和830 ℃时,因烧焦物料中的氧含量较低,烧焦过程中放出的热量较小,COT在小范围波动。当COT提高至850 ℃,空气量提高至2 t/h后,COT开始出现剧烈波动,说明炉管内的大量焦碳与氧发生反应,此时应控制COT波动范围在±15 ℃之间,避免炉管因大量放热造成局部过热而损坏。但烧焦过程进行一段时间后,COT波动减弱趋于平缓,说明炉管内的大部分焦碳已完全反应。再分别将COT提高至870 ℃和880 ℃后,随着空气量地增加将炉管内剩余的焦碳清除。在实际生产中,通过对烧焦质量和烧焦过程中物料消耗情况的分析,优化烧焦方案中的COT控制指标、空气用量和蒸汽用量之间的关系,以达到减少烧焦时间,降低烧焦能耗的目的。
4.2 方案二
如图5所示,在裂解炉退料后将COT降至810 ℃,用2 t/h的扫线蒸汽和7 t/h的稀释蒸汽对炉管进行扫线,扫线时间2 h。在通入0.3 t/h烧焦空气后保持扫线蒸汽和稀释蒸汽流量不变,整个烧焦过程扫线蒸汽流量保持恒定。逐步提高空气流量至0.6 t/h,观察炉管便面温度温升小于15 ℃后,将稀释蒸汽降至6 t/h,同时将COT逐渐提高至850 ℃。炉管表面温度稳定后将稀释蒸汽流量降至4 t/h,空气流量分别提高至1 t/h和2 t/h。烧焦后期将COT提高至870 ℃,空气流量提高至4 t/h,稀释蒸汽流量提高至7 t/h。
优化后的烧焦工艺,在裂解炉烧焦初期没有再次发生炉管焦炭脱落,导致炉管堵塞现象。主要是因为在炉管通入空气后炉管表面炭层松动,烧焦初期没有提高蒸汽用量,降低炉管内介质流速,避免炭层脱落堵塞炉管。
猜你喜欢
科学家(2022年3期)2022-04-11
科学文化评论(2021年5期)2021-04-23
鸭绿江·华夏诗歌(2020年6期)2020-08-06
人民交通(2020年2期)2020-04-16
价值工程(2019年18期)2019-07-25
科学与财富(2018年29期)2018-11-21
军事文摘·科学少年(2017年1期)2017-04-26
科技创新导报(2016年20期)2016-12-14
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
阅读与作文(小学低年级版)(2016年6期)2016-11-14