
高COD废乳化液处置工艺的研究
2020-07-16 07:45孙三军郭海峰
山西化工 2020年3期
孙三军, 郭海峰
(1.山西大地环境资源有限公司,山西 太原 030000; 2.山西嘉德宝环保科技有限公司,山西 原平 034100)
废乳化液属于《国家危险废物名录》2016版中“HW09油/水、烃/水混合物或乳化液”类的一种危险废物,废乳化液未经处理排入环境中,具有难降解、污染持久的特点,对环境危害性非常大。
金加工过程中,通常要使用乳化液冷却、润滑工件和刀具。乳化液循环使用多次后,变质、失效而产生废乳化液。这类废水乳化程度高,化学性质稳定,化学成分复杂,油类等有机污染物浓度高,COD可达几万到几十万毫克每升,可生化性差,处理难度大。
乳化液中主要含有有机油和表面活性剂,是用乳化油根据需要用水稀释再加乳化剂配置而成。由于乳化剂都是表面活性剂,当它加入水中,使油与水的界面自由能大大降低,达到最低值,这时油便分散在水中。同时,表面活性剂还产生电离,使油珠液滴带有电荷,同时吸附一层水分子固定着不动,形成水化离子膜,而水中的反离子又吸附在其外表周围,分为不动的吸附层和动的扩散层,形成双电层,这样使油珠外面包围着一层有弹性的、坚固的、带有同性电荷的水化离子膜,阻止了油珠液滴相互碰撞时可能的结合,使油珠能够得以长期稳定存在水中,成为乳化液。
废乳化液的处理是先进行破乳,再油水分离,然后进一步去除残余的有机、无机污染物。常用的破乳方法有盐析法、混凝法、酸化破乳法、电解质破乳法、膜超滤法、臭氧协同盐效应破乳法。
但是膜过滤法、臭氧协同盐效应破乳法处理废乳化液的设备投资大、浓缩液产量大,高浓度乳化液容易堵塞过滤膜空,导致膜失效,不适用于高COD废乳化液处置,具有一定局限性。
盐析法、酸化破乳法仅能解决乳化液的油水分层问题,难以去除水中的有机、无机杂质。
混凝法适用于COD <50 000 mg/L的废乳化液,不适用于高浓度乳化液,且处置过程中产生大量的含有机物污泥,后续二次危废处置成本高。
电解质破乳法适用于COD<80 000 mg/L的废乳化液,适用范围差,能耗高。
结合公司废乳化液COD高、种类杂的特点,为研究出一种适合公司处置不同种类废乳化液的生产工艺,从破乳的适用性广、后续废水处理彻底的要求出发,本文探讨了“酸化+芬顿氧化”加深度废水处理相结合的工艺,对废乳化液破乳、去除有机及无机污染物的可能性,在实验室小试试验中取得良好的处理效果,并在公司实际生产中得到了应用。
1 实验材料与方法
1.1 废乳化液来源及指标
以山西某大型电子加工厂和某机加工厂的废乳化液为研究对象,废乳化液呈黏稠的乳白色,平均COD为248 000 mg/L,pH为5~8。
1.2 原理
废乳化液升温至50 ℃左右,投加浓硫酸,调节pH为2~3,通过浓硫酸的强氧化性,将乳化液的“油包水”或“水包油”结构破坏,实现乳化液的油水分离。
芬顿反应:原理是二价铁离子(Fe2+)和过氧化氢(H2O2)的链反应生成烃基自由基(OH)·,其自由基的氧化电位为2.8 V,仅次于氟,具有超强的氧化能力,同时还具有很高的电负性或亲电性,其电子亲和力约为570 kJ,具有很强的加成反应特性,所以芬顿试剂可以毫无选择性地对绝大多数的有机物进行氧化分解反应,尤其是一些含有生物难降解或一般化学氧化难以分解的有机物废水的处理,芬顿试剂可以有效地氧化分解此类有机物,降低废水中的COD,同时提高废水的可生化性。
水解酸化:水解(酸化)处理方法是一种介于好氧和厌氧处理法之间的方法。水解酸化工艺根据产甲烷菌与水解产酸菌生长速度不同,将厌氧处理控制在反应时间较短的厌氧处理第一和第二阶段,即在大量水解细菌、酸化菌作用下将不溶性有机物水解为溶解性有机物,将难生物降解的大分子物质转化为易生物降解的小分子物质的过程,从而改善废水的可生化性,为后续处理奠定良好基础。
MBR膜池:把膜组件与A/O生物池组合在一起统称MBR膜池。废水进入膜-生物反应器,在A/O生物池内,经好氧消化和厌氧反应,降解去除废水中大量的COD、BOD、NH3-N等污染物,在外压作用下由膜过滤出水,截留出水中污泥的带出量,减少水质中生物体的波动,实现稳定的A/O生化反应。
臭氧氧化:臭氧是一种强氧化剂,具有强氧化性,可将有机物分子中的化学键断裂,将大分子有机物氧化为小分子有机物,或分解为无机物,降低废水中的COD,改善水质可生化性能。
1.3 实验仪器
分光光度计,UV-9600;臭氧发生器;生化培养箱;COD测定仪,HH-6;酸度计,PHS-3C;溶解氧测定仪,JYD-1A等。
2 结果及讨论
2.1 破乳条件参数的确定
将乳化液加热升温,升温后投加浓硫酸,边投加边搅拌,在不同的温度下,调节pH为2~3,观察破乳现象及清水层的水质透明情况,分析水质COD,确定破乳效果,结果见表1。
从上述实验可以看出,采用浓硫酸酸化破乳时,在pH值一定时,破乳温度对破乳效果的影响较大,随着温度的升高,破乳效果逐步好转,当温度升高到50 ℃时,随着温度的升高,破乳效果基本恒定。50 ℃条件下破乳效果理想,破乳后油水分层明显,油层在上层,厚度小,且油层透亮;水层在下层,水层澄清透明,破乳后COD去除率保持在83%左右。
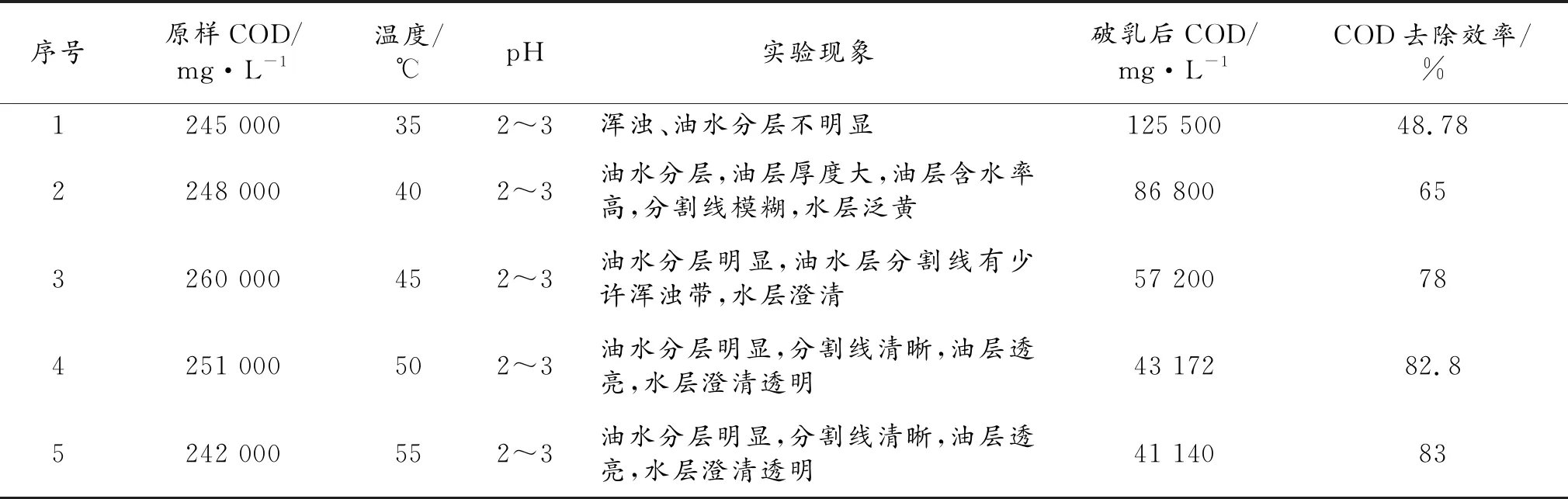
表1 不同温度下乳化液破乳效果
2.2 “芬顿”氧化处理效果
“芬顿”氧化是30%双氧水与七水硫酸亚铁溶液的混合反应,反应过程中形成的羟基自由基(OH)· 具有很强的氧化性,氧化电势高达2.73 V,可以降解许多难降解的有机物。控制“芬顿”反应pH值为3~4,每升废水先投加硫酸亚铁60 g,搅拌,充分溶解,分4次投加双氧水,第一次30 mL,反应1 h,以后每隔30 min投加20 mL,投加3次,总计投加双氧水 90 mL,反应2.5 h~3 h。实验情况如表2。
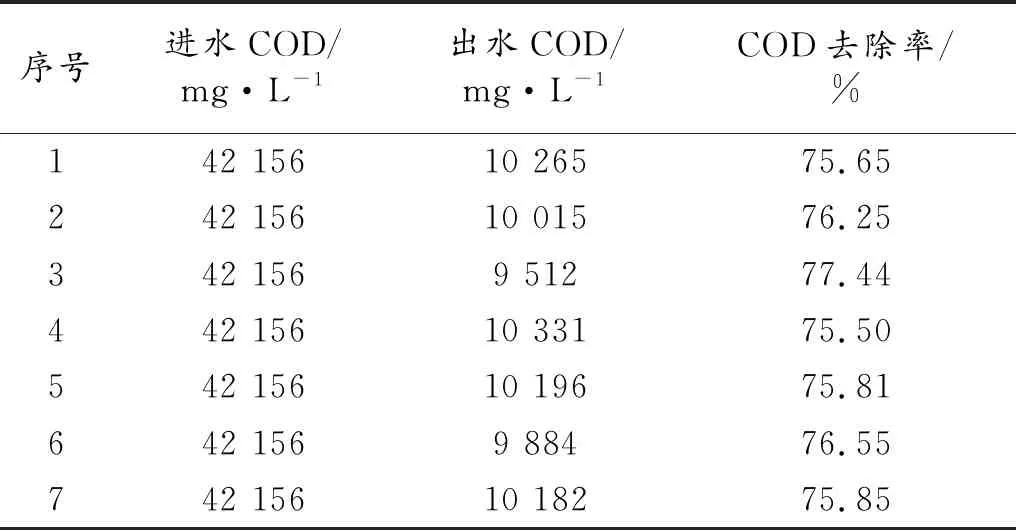
表2 芬顿氧化实验情况
从实验数据得出,芬顿反应可以有效降解高COD废水的COD值,特别是难降解有机物降解,芬顿反应的COD去除率在75%以上,继续增加芬顿药剂用量,COD去除效果不明显。
2.3 “水解酸化”处理效果
控制温度25 ℃~30 ℃、pH为6~9、DO≤0.2 mg/L,停留时间8 h的条件下,探索水解酸化对高COD废水的COD降解情况及B/C比的改善,结果见表3。
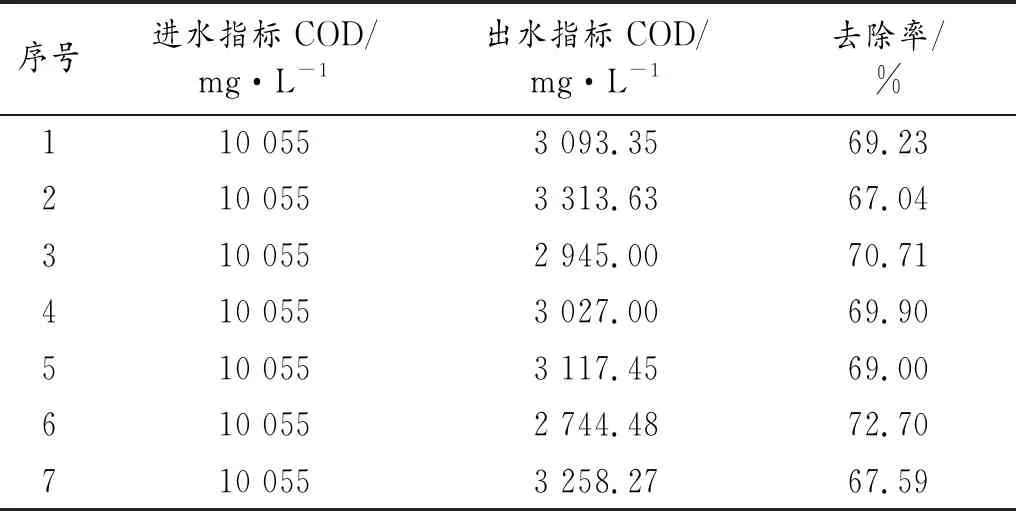
表3 水解酸化对COD降解效果
从实验数据得出,进水水质COD为10 055 mg/L,经水解酸化,出水COD在2 900 mg/L~3 300 mg/L,COD去除率67%~73%,COD降解效果明显。
从表4实验数据得出,进水水质B/C为0.095,水质可生化性非常差,远低于A/O生物池正常需要B/C≥0.3的要求,经水解酸化处理后,出水水质COD在降低约70%的基础上,水质的B/C值得到大幅提高,B/C值最低0.4,最高0.54,改善了废水的可生化性。
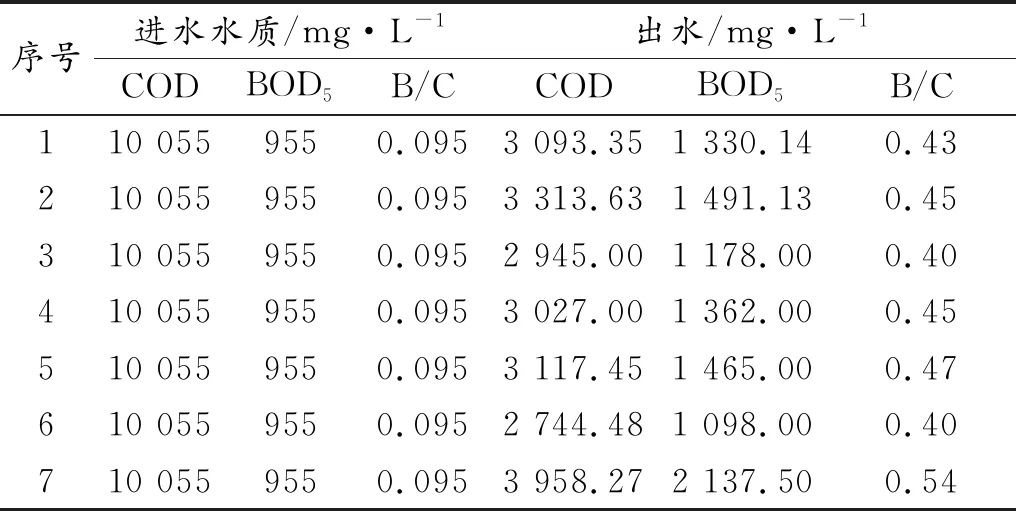
表4 水解酸化对高COD废水可生化性改善的影响
2.4 MBR膜池
MBR膜池工艺又称膜生物反应器,是采用平板膜与生物池相结合的处置工艺。该工艺可避免微生物流失与水质波动冲击。MBR膜池工艺参数:温度20 ℃~25 ℃,pH为7~9,DO为2 mg/L~3 mg/L,停留时间8 h。
从表5实验数据得出,经水解酸化后的废水进入MBR膜池,在MBR膜池内经A/O一级生化处理后,出水COD基本稳定,COD去除率保持在90%左右,进水水质的波动对MNR膜池影响比较小,MBR膜池能在抗水质波动冲击方面效果明显。
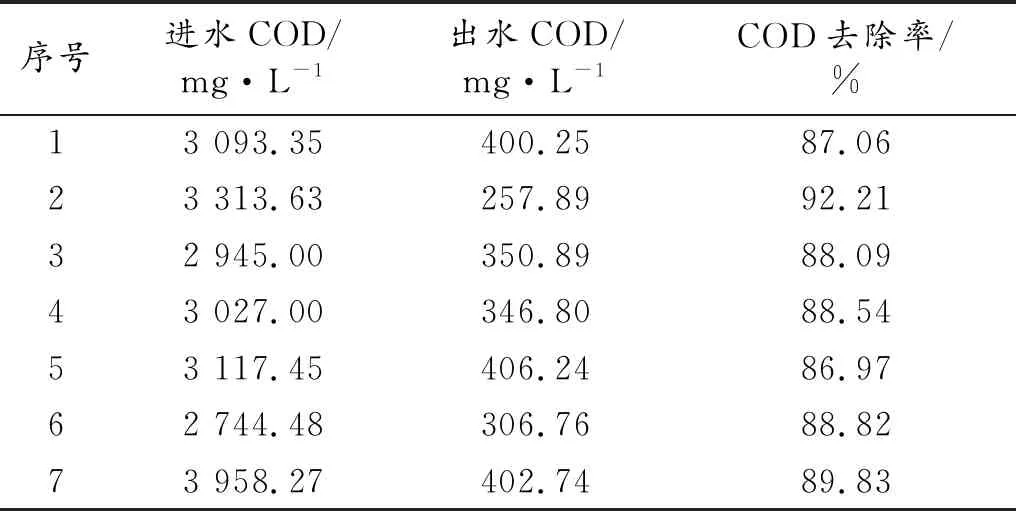
表5 MBR膜池对废水COD降解的效果如下
2.5 臭氧氧化
通过臭氧氧化,降低废水COD,同时提高废水B/C比,改善水质可生化性。臭氧接触时间为60 min,pH为7~9。
从表6从实验数据得出,经臭氧氧化处理,废水中COD去除率在35%以上,臭氧氧化后的出水B/C比明显提高,B/C比在0.36~0.45,废水的可生化性明显改善。
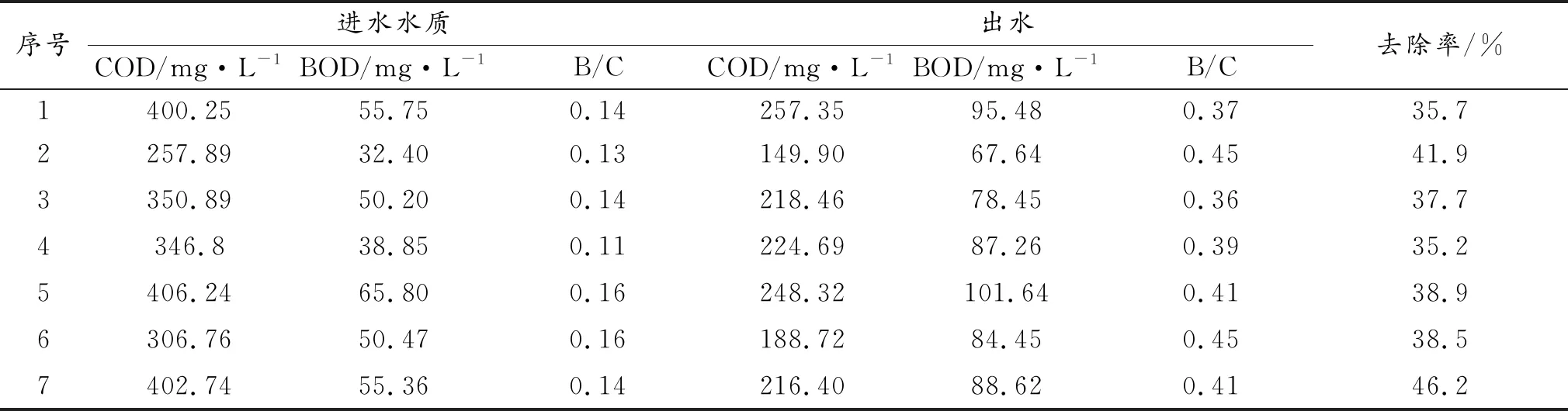
表6 臭氧氧化对废水COD降解及B/C改善效果
2.6 二级A/O生化处理
通过臭氧氧化提高废水B/C比,改善废水可生化性,废水进入二级A/O生物池,降解废水中COD,控制生物池温度25 ℃~30 ℃,DO为0.2 mg/L~0.3 mg/L,pH值为7~9,停留时间5 h。
从第28页表7实验数据得出,废水经二级A/O生物池处理后,COD去除率在75%~80%,出水COD小于50 mg/L,达到《再生利用工业用水水质标准》的要求。
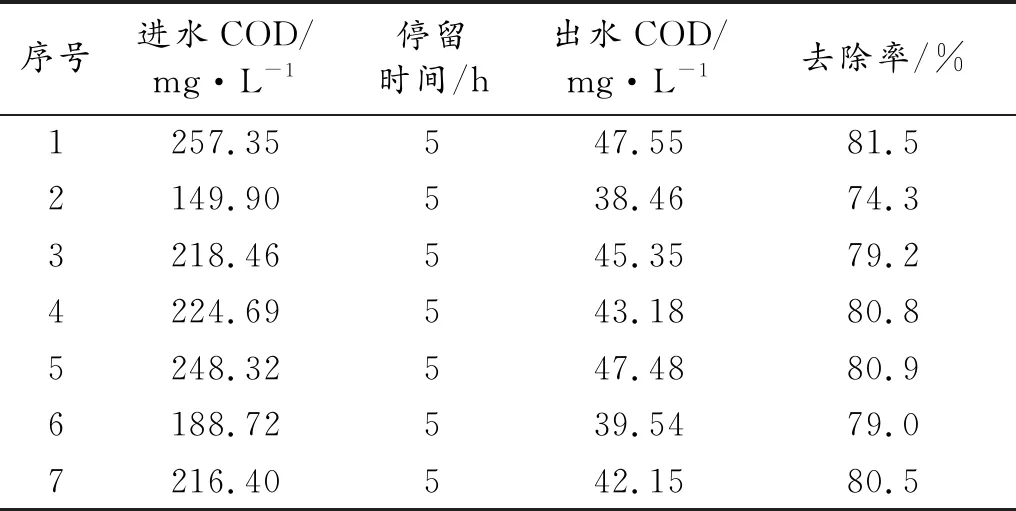
表7 二级A/O生物池出水情况
3 结论
该废乳化液处理技术,可将高COD废乳化液经处理后出水水质指标达到《再生利用工业用水水质标准》的要求,出水COD≦60 mg/L。
1) 破乳采用“酸化”破乳,控制加热温度在50 ℃~55 ℃,酸化pH值2~3。
2) 高COD废水的“芬顿”氧化控制COD与H2O2质量比1.5:1,Fe2+与H2O2摩尔比1:3.5,“芬顿”反应过程中双氧水分开投加,每次间隔30 min,芬顿效果比较好,COD去除率在75%以上。
3) 水解酸化控制温度25 ℃~30 ℃、pH为6~9、DO≤0.2 mg/L,停留时间8 h的条件下,COD去除率67%~73%,B/C提高到0.4以上。
4) MBR膜池控制生物池温度在20 ℃~25 ℃、pH为7~9、DO为2 mg/L~3 mg/L、停留时间8 h,COD去除率在90%左右。
5) 臭氧氧化控制臭氧接触时间60 min,pH为7~9,其COD去除率在35%以上,B/C提高到0.36~0.45。
6) 二级A/O生化处理控制生物池温度在25 ℃~30 ℃,DO为0.2 mg/L~0.3 mg/L,pH值为7~9、停留时间5 h,COD去除率在75%~80%,出水COD小于50 mg/L,达到中水指标。
从实验数据核算成本得出,每吨高COD废乳化液综合处置成本在600元~800元,处理完毕后出水水质达到《再生利用工业用水水质标准》,该处置工艺适用性广,广泛适用于COD从几万到二十几万毫克/升的废乳化液处置。
猜你喜欢
城市道桥与防洪(2022年5期)2022-06-25
山西冶金(2022年2期)2022-06-04
世界有色金属(2021年17期)2021-12-25
考试与评价·高二版(2021年2期)2021-09-10
河南冶金(2021年2期)2021-08-02
海洋通报(2020年3期)2020-10-20
中国资源综合利用(2017年2期)2018-01-22
中国资源综合利用(2017年2期)2018-01-22
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年11期)2016-01-22
