
HAZOP在某助剂生产装置中的应用及探讨
2020-07-03 03:02杨光友
化工装备技术 2020年3期
杨光友*
(上海浦东新区舟桥职业安全健康事务所)
根据《国家安全监管总局关于公布首批重点监管的危险化工工艺目录的通知》(安监总管三〔2009〕116 号)和《国家安全监管总局关于公布第二批重点监管危险化工工艺目录和调整首批重点监管危险化工工艺中部分典型工艺的通知》(安监总管三〔2013〕3 号)辨识,某公司助剂SN 生产工艺为烷基化工艺,属于应重点监管的危险化工工艺,某助剂的原辅料环氧乙烷(EO)属于重点监管的危险化学品。依据《国家安全监管总局关于加强化工过程安全管理的指导意见》(安监总管三〔2013〕88 号)的规定:对涉及重点监管危险化学品、重点监管危险化工工艺和危险化学品重大危险源(统称“两重点一重大”)的生产储存装置进行风险辨识分析,要采用危险与可操作性分析(HAZOP)技术,一般每3 年进行1 次。
1 对象与方法
1.1 对象
某公司助剂SN 生产装置由环氧乙烷汽化锅(R113)、SN 反应器(R114)、硝酸计量槽(V108)及其他配套设施组成,生产定员30 人,实行四班两运转班制。
1.1.1 生产工艺步骤
(1)步骤1
将SN 反应釜抽真空,然后将十八叔胺、异丙醇等原料先后吸入SN 反应釜;抽料完毕后,通氮气置换并使SN 反应釜恢复至常压,启动搅拌器。
(2)步骤2
采用夹套蒸汽加热使SN 反应釜升温,硝酸经硝酸高位计量槽自流进入SN 反应釜,保温2 h 至酸雾消失,然后通氮气置换并维持一定压力。
(3)步骤3
将SN 反应釜升温,并将环氧乙烷经环氧乙烷汽化锅计量并汽化后加入SN 反应釜。
(4)步骤4
将SN 反应釜温度控制在反应温度;反应结束后,保温1 h 至产品熟化;取样分析合格后将产品冷却,加入一定比例的乙醇和水混合后出料。
1.1.2 主要设备工艺参数
该助剂SN 生产工艺的主要设备及参数详见表1。
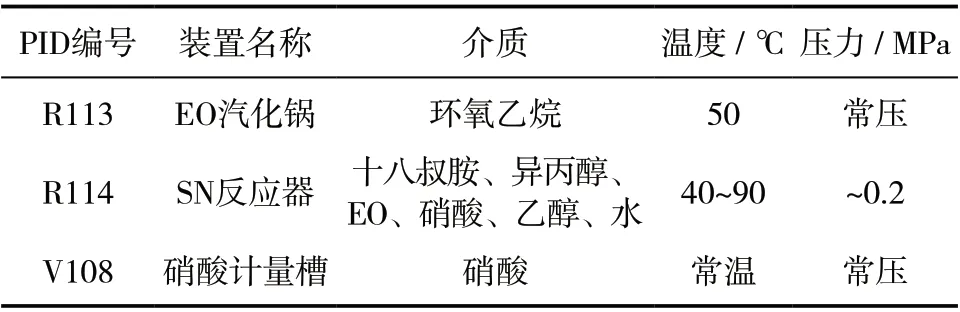
表1 主要设备参数
1.2 方法
1.2.1 HAZOP分析方法介绍
HAZOP 分析是采用由引导词(如无、多、少等)和关键工艺参数(如流量、液位、压力等)组成的偏差作为提醒(如表2 所示),从操作和设计角度准确找出导致偏差的可能原因,并在不考虑现有安全措施的前提下通过风险矩阵确定相应的不良后果及其风险等级(如表3 所示)。随后,评估现有安全措施是否足够,必要时可提出新的保护措施建议。
1.2.2 HAZOP分析规则
本次HAZOP 分析采用的规则如下:
(1)初始分析的后果中不考虑已有的安全措施;
(2)如果某原因导致多种工艺偏差,则不需要采用不同的引导词进行分析,仅用1 个引导词分析即可;
(3)初始事件原因是安全措施失效,则该安全措施应不予采用;
(4)同一系统或设备同时出现2 种或以上故障的情况不予考虑;
(5)对于2 个或更多相似的系统或设备,只分析其中 1个;
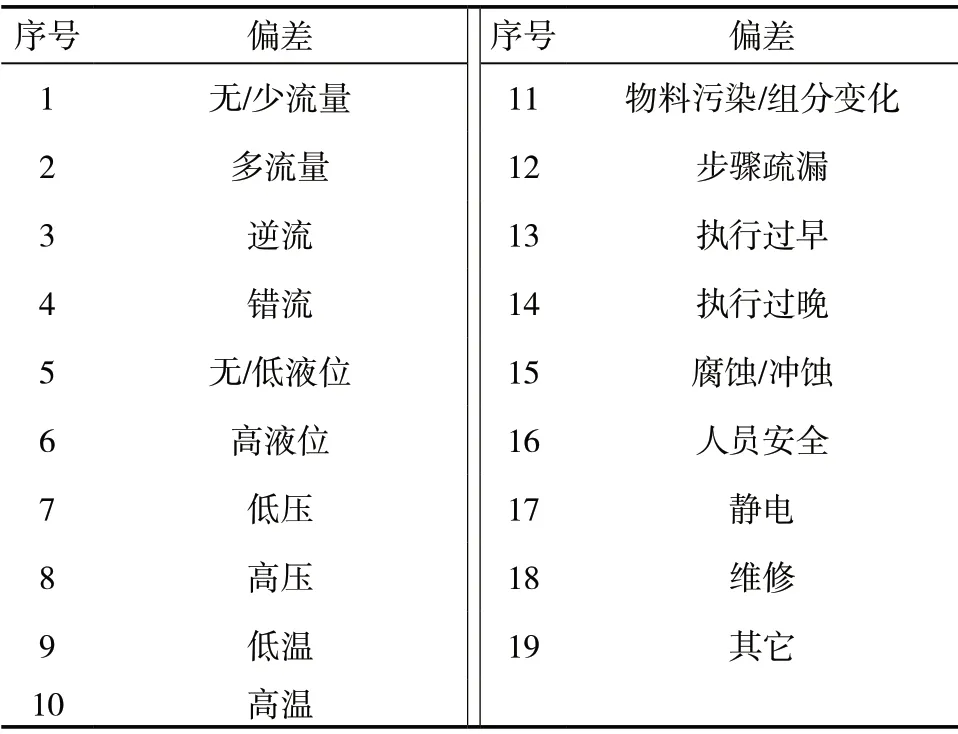
表2 HAZOP 使用的参数/引导词组合(偏差)
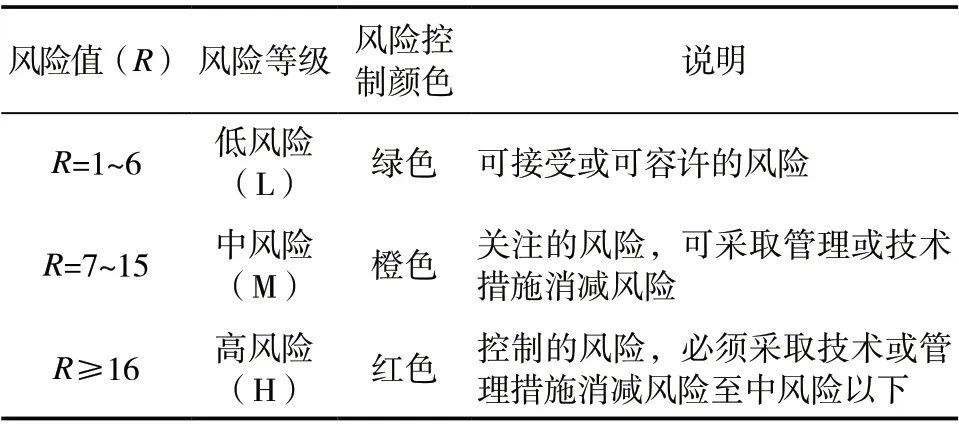
表3 HAZOP使用的风险等级(R)及说明
(6)如果某处同时有2 个截断阀,误操作同时打开2 个阀门的情况不予以考虑;
(7)如果手动阀指定要求“锁关(LC)”或“锁开(LO)”,则误操作开启的情况不予考虑。
2 HAZOP分析结果
运用HAZOP 分析法对某公司助剂SN 生产装置节点进行风险辨识和分析,共分析出40 项可能导致偏差的原因及其对应的后果和风险等级。其中,中风险等级的风险共12 项(对应的偏差分布情况可见表4)、低风险等级的风险共28 项、无高风险等级风险。针对现有保护措施不能消除的风险,提出了相应的建议措施,可将12 项中风险情况降低至低风险。
从表4 可看出,某公司助剂SN 生产装置节点的主要偏差为高温,且高温偏差主要是由自控措施失效引起的,即属于物的因素;同时,在所有偏差原因中人的因素占所有中风险因素的41.7%,不容忽视。因此,在评估现有的保护措施后,针对出现偏差的原因提出了在SN 反应釜上增加独立的温度高高联锁关闭硝酸计量槽出料管线上的阀门,加强操作规程培训等措施。

表4 12项中风险等级风险对应的偏差及原因分布
3 结论
根据人机轨迹交叉理论观点,事故是由人的因素和物的因素共同作用导致。应用HAZOP 分析法可以辨识和分析出导致偏差的人的因素和物的因素及其后果,并可分别计算风险等级,有助于评估现有保护措施是否足够及提出针对性的建议措施。
在应用HAZOP 方法分析大型化工装置系统时,需组建一支熟悉工艺参数、经验丰富的分析小组,划分多个独立的节点进行辨识和分析,有助于提高风险辨识的全面性和准确性。在化工装置设计完成后,其危险源(包括危险物质和危险能量)是固定存在的。但危险源并不等同于事故(风险),可通过采取相应的保护措施将危险源导致风险的可能性和损失控制在可接受范围内。如果化工装置设计初期未进行全面风险分析,会造成保护措施缺失,导致风险不受控;风险分析后,保护措施未按设计落实或变更,也会导致事故发生;即使设置了足够的保护措施,若管理、维护不当,也可能导致失效。因此,在化工装置整个生命周期中定期开展HAZOP 分析十分必要。
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
建材发展导向(2022年20期)2022-11-03
当代水产(2022年7期)2022-09-20
商品与质量(2021年43期)2022-01-18
铜业工程(2021年1期)2021-04-23
陶瓷学报(2021年1期)2021-04-13
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
天津化工(2021年3期)2021-01-08
河北农机(2020年10期)2020-12-14
今日农业(2020年20期)2020-11-26
