
变形乏燃料组件装载方法研究
2020-06-30 02:48卢胡祝飞黄帅
科学技术创新 2020年17期
卢 胡 祝 飞 黄 帅
(福建福清核电有限公司,福建 福清350300)
1 概述
燃料组件是由燃料骨架及264 根燃料棒组成,其中燃料骨架由导向管、仪表管、定位格架、上管座和下管座构成。燃料棒包壳的材质是Zr-4(锆-锡合金),这种锆合金包壳管受辐照伸长随燃耗增加大致呈线性增长,增长为燃耗每增加10000 MWd/tU,燃料棒的轴向长度增加5 mm。故燃料组件由于材质的特性必然存在辐照变形。
2 燃料组件几种常见的变形及风险分析
燃料组件受中子辐照影响必定会产生辐照变形,其变形主要有以下几种典型形状:C 型、S 型、倾斜、扭转(分别如图1)。在装料过程中,由于缺乏实时的监测工具,只能通过载荷的变化,坐标的偏差来观察及确认相关变形情况,进而采取相应的装载方案。变形燃料组件的装载主要的风险是一致的,如组件之间的刮擦、干涉,组件无法进入相应的下部堆内构件的定位销等,但不同的变形情况几种风险比重是不一样的。
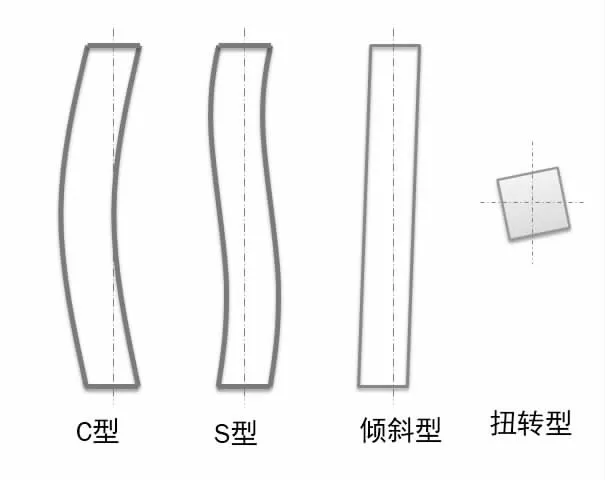
图1 几种常见的燃料组件变形
2.1 C 型组件的装载风险
对C 型组件来说,一侧中间突出的位置与已有的燃料组件或者相邻需要装载组件有接触。在燃料组件下插的过程中,组件的摩擦力将受刮擦的位置及弯曲的大小影响,从而引发装卸料机欠载。在刮擦过程中若两个相邻组件的导向翼互相刮擦,而导向翼的强度比引发欠载的载荷要小,装卸料机欠载保护不触发,很可能导致导向翼外翻和撕裂,严重时导致整个燃料组件不可用。
2.2 S 型组件的装载风险
堆芯装料的过程中,S 型与C 型一样,在组件的突出位置与相邻组件存在刮擦风险。但由于S 型燃料组件的变形补偿作用,其变形的影响较C 型较小。据不完全统计,所有乏燃料都存在相应的S 型变形,除极个别的组件导致装卸料机欠载保护或者无法装载到位的情况,大部分都可以通过偏移、组件之间的挤压等顺利装载入堆芯。
2.3 倾斜组件的装载风险
倾斜组件可以看作是弯曲半径较大的C 型组件,在装载中最直观的表象即是下管座到位困难,装载后燃料组件往一边倾倒,组件相邻有明显的空隙。
倾斜燃料组件最突出的位置是下管座,由于下管座的材质与燃料棒不一样,在下管座下落的过程中,变形较大组件的下管座可能会直接冲击相邻燃料组件,有造成相邻燃料组件受损的风险;变形较小的倾斜组件,在进入下部堆内构件的导向销过程中,存在无法完全适配的情况,此时装卸料机会触发欠载,由于高度已接近燃料组件脱扣,且燃料下管座已在压力容器下部位置,操作人员目视无法看清,很容易出现人因失误,导致提前脱扣,燃料组件有倾倒的风险。
2.4 扭转组件的装载风险
扭转组件与S 型组件类似,轻微的扭转及变形,不会影响到装卸料机的装载操作,在装载过程中,只要不发生欠载现象,一般意味着组件处于安全受控状态。
3 变形组件受力分析
燃料组件在堆芯下降的过程中,变形组件的突出位置触碰到相邻组件或者是堆芯围板,产生一定的摩擦力,摩擦力超出装卸料机设定的载荷保护值后(欠载)即停止,而对于燃料组件,根据燃料组件技术规范,定位格架之间的摩擦力限值为400Kg,导向翼之间的钩挂作用力限值为200Kg,故只要满足组件在欠载过程中组件受力F <200 kg,即可认为组件刮擦不会对燃料组件本身产生影响。
装卸料机设定的欠载值为80Kg,欠载信号瞬时传到PLC 控制系统,同时电机逐步减速到0,运动停止,减速过程与下插速度及与之相匹配的加速度相关,为运算简便,忽略不同加速度对运动的影响,取欠载到停止运动的平均时间为0.12s,此时套筒停车行程为:
S=0.12*V
其中装卸料机在低速下降的速度V=0.6m/min=10mm/s;
S=1.2mm
该停车行程产生了额外的的作用力Fa,假设主提升系统总的拉伸弹性系数以K(kg/mm)表示,则此时燃料组件的受力为:
F=1.2K+80(Kg)
即F <200 kg 时,可以认为对燃料组件没有影响。
通过对某核电历次燃料组件欠载记录的提取并分析,均在160Kg 以下,说明装卸料机载荷保护的可靠性还是非常高的,故在变形燃料组件的装载过程中,装卸料机的载荷保护可以作为燃料的保护手段和方法之一。
4 变形组件装载方法分析
4.1 偏移法装料
偏移法装料主要利用装卸料机大车和小车位置偏移运动来下降燃料组件。该组件在堆芯上部时,移动大车在X 方向及小车在Y 方向偏离标准坐标90 mm,下降组件到Z=8560 mm 高度然后再以横向最低速度重新调整组件到标准坐标,完成组件插入并就位。

图2 偏移装料法示意图
4.2 旋转180°装料法
在调整定位坐标后,组件倾斜虽然不影响组件插入,但组件到位后,下管座却进不了定位销中(如倾斜组件),这种情况发生时,如果观察后确认组件倾斜过大,可利用转动装卸料机塔架180°来达到顺利插入。在插入过程中的某个时候,组件之间的摩擦力可能会达到最大,因此,必须密切监视重量指示器的读数。继续装料至该组件的四个面都有2 个以上组件支撑时即可实施转回180°的操作,使组件回到预定的正确的方位。
4.3 井字法装料
在变形组件不能通过上述方法装到正确位置时,可以考虑用假组件或备用的新燃料组件来代替该变形组件,先填充这个位置,继续按照预定的步序往下装料,至该组件的四个面都有2个以上组件支撑时,就可以卸走此位置的假组件或备用的新燃料组件,使该位置形成“井”字形,利用四周组件对变形组件予以位置校正,顺利装下变形组件。
5 结论
燃料组件是一项技术含量极高的产品,体现着核电站安全和经济两大特性,其装载工作也对核安全有着决定性的影响。通过研究燃料组件的辐照变形机理,形成标准的组件变形模型,并总结出四类特殊的装载方法。这几类装载方法已在同行电厂得到广泛运用,并得到可靠的验证。
猜你喜欢
核安全(2022年3期)2022-06-29
科海故事博览·下旬刊(2022年4期)2022-05-07
农业工程学报(2022年1期)2022-03-25
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2021年3期)2021-07-22
科技视界(2021年12期)2021-06-04
食用菌(2020年6期)2020-12-21
创新作文(1-2年级)(2016年4期)2016-05-14
科技视界(2016年7期)2016-04-01
