新型复合材料不粘锅的制作与研究
2020-06-30 01:32:28郑国鑫朱巧玲莫华莲温建平
四川建材 2020年6期
郑国鑫,朱巧玲,莫华莲,陈 莹,温建平
(嘉应学院 物理与光信息科技学院,广东 梅州 514015)
0 前 言
目前市面上不粘锅多数存在烹饪时涂层易脱落、清洗不方便、需使用专用锅铲、耐高温能力较差、其高温还会产生有毒物质、无涂层但价格较昂贵等缺点。部分陶瓷涂层的技术不够成熟,一般使用3~6个月的话涂层容易脱落。针对以上问题我们团队研发出一款新型复合材料不粘锅,根据不同金属的优异性能复合得到新型复合材料不粘锅。
1 涂层结构不粘锅简介
涂层不粘锅中特氟龙涂层不粘锅使用温度超过260 ℃(550 ℉)会产生对人体有害物质;蜂窝状涂层不粘锅是将锅内的涂层做成蜂窝状,这样在炒菜的过程中锅铲无法碰触到蜂窝状凹陷处的涂层,缺陷是蜂窝状涂层的不粘效果不理想,同时使用后清洗不方便[3];物理涂层不粘锅是提高内壁材料的表面致密程度和表面平整度,或直接使用高硬度、高强度的材料,制造工艺较复杂成本高[4];“钛合金涂层”、“钻石涂层”、“蓝宝石涂层”不粘锅,用钛合金微粒、钻石微粒、蓝宝石微粒等超级坚硬的材料用等离子高温工艺混合纳米材料喷涂在锅体上,极大提高了涂层的防刮和耐磨度,但是成本十分高导致价格十分昂贵[5]。
综上所述,现在市面上涂层不粘锅的概况以及存在的问题主要是涂层易脱落、更换较频繁以及价格昂贵等。
2 新型复合材料在锅具制作的应用
2.1 复合材料
复合材料是由两种或两种以上不同性能、不同形态的材料通过加工工艺复合。复合材料既能保持原材料的主要性能,又能通过复合效应与协同效应获得单一原材料不具备的性能,克服单一材料的缺点,从而满足各种不同的需求。
针对不粘锅多数存在烹饪时涂层易脱落、清洗不方便、需使用专用锅铲、耐高温能力较差、价格较昂贵、其高温还会产生有毒物质等缺点,以复合材料为基本设计思路,通过复合具有优良特性的不同金属材料,使不粘锅达到无涂层而不粘,烹饪温度高,煎炒一体,节能耐用且价格实惠等多项优点。研究时将不同金属材料的导热性、硬度、密度、表面相对摩擦系数、耐腐蚀性、反光度、膨胀系数等多方面特性进行测量和比较,再根据实验数据选取相应的金属进行复合,研发不粘性好、硬度高、导热快、质量轻、综合性能优越的不粘锅,具有良好的市场前景。
2.2 复合材料选取
根据实际需要锅具锅底内表面应具有较高的硬度、较低的摩擦系数,锅体要具有良好的导热性和外观质量。通过对材料进行分析检测,选取的材料均为日常生活中广泛使用的,又安全健康、获取途径广泛等优点。
对金属材料进行加工处理,其中使用金工铣床、电火花线切割机床、金属打磨棒,再测量金属材料的导热性、硬度、密度、反光度、表面相对摩擦系数等各项物理性质。根据测量实验数据分析计算并检测多种不同特性的金属材料。选取锅具基本材料时的考虑因素有导热性良好可以使锅具较快达到高温从而提高能源利用率;硬度则是使得不粘锅更加耐磨使用年限更长久的关键;密度直接关系到产品的重量,更轻盈的产品会更受人们的青睐;相对摩擦系数越小,则更能达到不粘的效果。
2.2.1 相对摩擦系数测量
不粘锅表面材料摩擦系数的影响不粘锅的不粘效果,因此,我们对金属材料不锈钢、铝、铸铁、铁的摩擦系数进行实验。
对金属材料不锈钢、铝、铸铁、铁进行测试重力G、实验、录制视频;利用电脑绘声绘影软件对视频每一帧进行分解,得到动摩擦力大小F;再利用公式F=μG,得到相对摩擦系数的大小。
物块的质量M物=144.154 g,砝码质量M砝码=200 g,得出物体总重力G=3.37 N。
根据表1比较,相对摩擦系数从大到小依次为铝、不锈钢、铁、铸铁。由结果所知铸铁最为摩擦系数最小容易达到不粘的效果,铝的摩擦系数最大。

表1 金属材料的相对摩擦系数
2.2.2 导热系数测量(见表2~3)
对比金属材料上下表面的温度差来比对材料的导热性能。
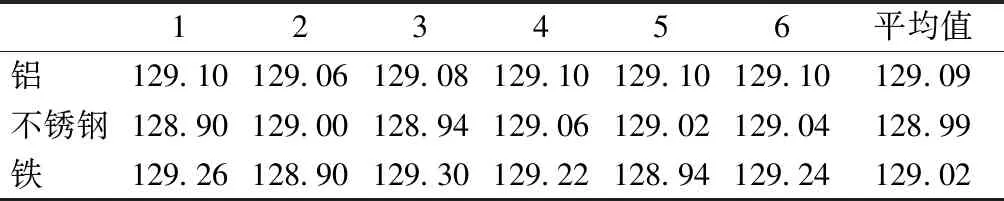
表2 金属材料直径的测试数据 单位:mm
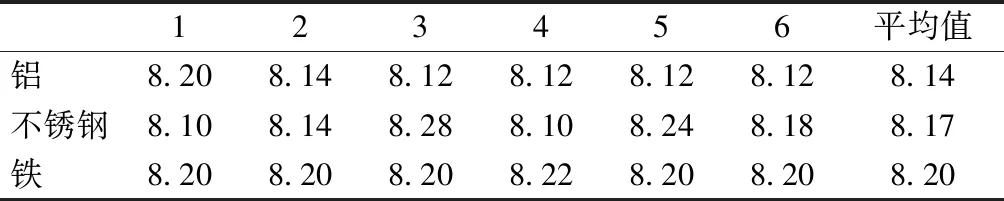
表3 金属材料厚度h测试数据结果 单位:mm
实验中对不锈钢、铝、铁进行加热,在考虑金属圆柱体的侧面散热面积近似相同后,测量材料上下表面的温度;利用公式ΔT=T上-T下,对比三种金属材料的上下表面温差大小。
当加热盘加热到设定的75 ℃时,每min记录一次散热盘的温度值,见表4。
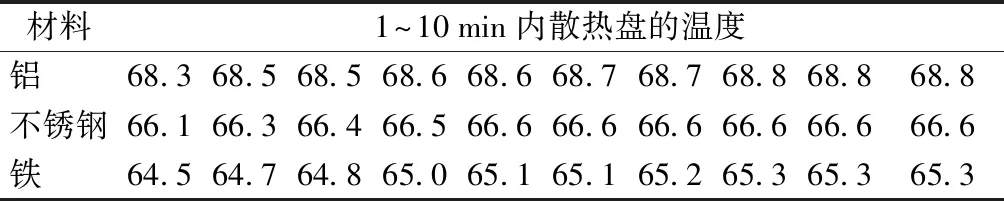
表4 散热盘温度测量值 单位:℃
根据表4可知,铝在10 min后稳定的温度为68.8 ℃,不锈钢在10 min后稳定的温度为66.6 ℃,铁在10 min后稳定的温度为65.3 ℃。
根据表2~3及公式S=πdh,得三种材料的散热面积如表5。
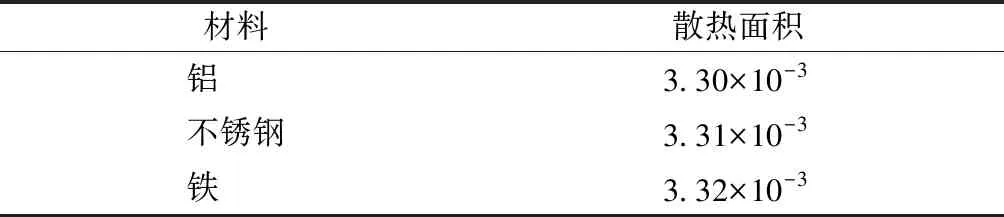
表5 金属材料散热面积 单位:m2
实验是为了测量测试材料上下表面的温差来体现其相对导热性。由此,我们对所得实验数据进行处理,上下表面温差△=上表面温度(设定温度)-下表面温度(散热盘稳定温度),结果如表6。

表6 金属材料的上下表面温差 单位:℃
根据上下表面温差越小说明导热系数越大,在误差允许范围内,材料散热面积近似相等的条件下,得出:不锈钢、铝、铁的相对导热性由大到小为:铝、不锈钢、铁。
2.2.3 密度测量

表7 金属材料密度实验数据
通过表7数据可得,不锈钢、铝、铁的密度由大到小为:不锈钢、铁、铝。故铝的密度最小。
综上所述,对比所选取的金属材料中,铸铁的相对摩擦系数最小可作为锅具的内表面材料,铝的导热性最好、密度最小可作为锅具的锅体材料。
3 新型复合材料不粘锅制作工艺
3.1 制作工艺
金属复合方式主要有嵌入式复合法、压焊、激光焊接机、熔焊、爆炸复合法、粉末冶金法等,为了保证锅具的使用安全,我们采用的是嵌入式复合法,嵌入式复合法指的是最大程度避免了对金属进行高温高压处理,而只是进行物理复合将金属结合到一起,在保持金属性能的稳定性的同时完成一款由金属材料复合而成并集齐多种优点的成品不粘锅[6]。
3.2 制作过程
实验通过电火花线切割机床、铣床钻孔、精细打磨、熔炼衔接、阳极氧化处理等技术对选定的适宜的材料进行加工、组合和处理。在此之前已经完成对原材料进行切割、打磨,该项目在前期工作中已经取得了成果,证明两种材料得复合可行性。
铆入式复合在前期试验材料选取完成下,经过外观处理、质量检测等实验过程,得到新型复合材料不粘锅的试验成果如图1~2,锅底采用纹理样式使锅具进一步达到不粘的效果,其中该不粘锅的重量为3 kg,外直径为19.5 cm,内直径为19.1 cm,锅底铝片直径为14 cm。利用电脑软件画结构图如图3,在球墨铸铁的外底部挖空一块圆形区域,把导热性良好的铝片放置其中,再用三枚铆钉呈三角形将其与球墨铸铁固定在一起。
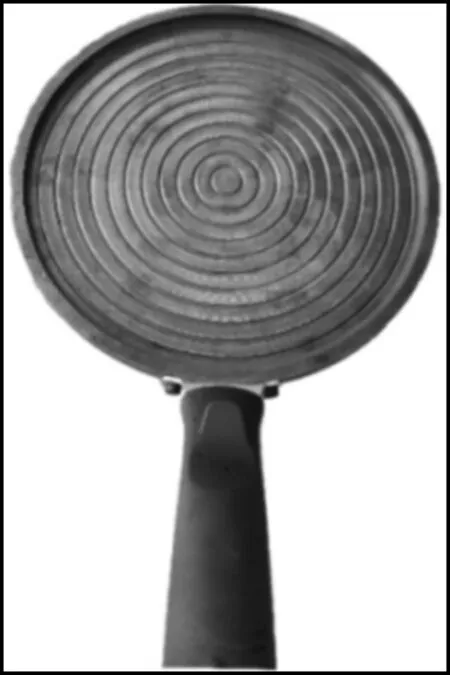
图1 铆入式复合正面图

图2 铆入式复合背面图
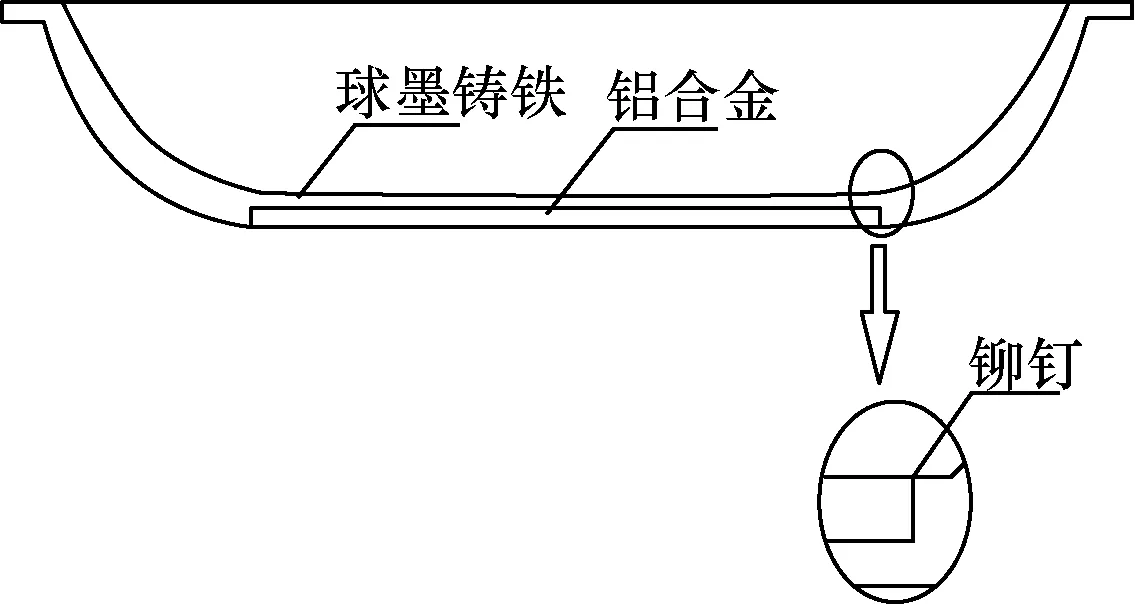
图3 铆入式复合结构图
嵌入式复合在前期试验材料选取完成下,经过外观处理、质量检测等实验过程,得到新型复合材料不粘锅的试验成
果如图4~5,锅底采用细致的纹理使锅具进一步达到不粘的效果,其中不粘锅的重量为1 kg,外直径为19.5 cm,内直径为19.1 cm,锅底铝片直径为14 cm。

图4 嵌入式复合正面图

图5 嵌入式复合背面图
如图6为不粘锅的截面结构图,首先将不粘锅的外底加工出一个圆形区域,并且边上加工出凹槽,具体如图所示,便于铝合金的嵌入。
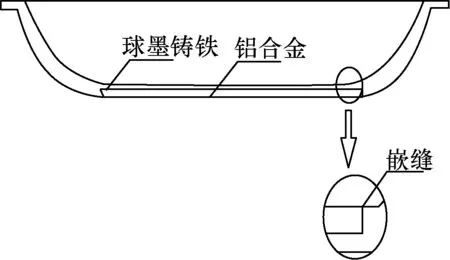
图6 嵌入式复合结构图
4 结 语
通过对不同金属材料的特性进行反复测量我们找到较优的材料进行组合,以达到无涂层而不粘的效果,不仅解决了市面上不粘涂层的弊端,而且更加轻盈、聚能、耐用、节能,并且能达到无涂层而不粘、节能耐用、健康等多项优点,能够实现无涂层不粘锅的不粘性。
[ID:009687]
猜你喜欢
中国食品(2022年4期)2022-03-08 00:36:10
乐活老年(2019年6期)2019-07-25 08:28:02
幸福家庭(2018年9期)2018-09-21 05:21:54
农业知识(2018年16期)2018-05-28 06:00:01
中国塑料(2016年5期)2016-04-16 05:25:39
发明与创新·中学生(2015年11期)2015-11-30 00:55:20
中国塑料(2015年3期)2015-11-27 03:41:47
中国塑料(2015年1期)2015-10-14 00:58:34
小学阅读指南·低年级版(2014年4期)2014-04-29 00:44:03
机电产品开发与创新(2014年5期)2014-03-11 16:42:33