混炼功率曲线法控制洗模胶混炼工艺
2020-06-01 07:43白明
山东化工 2020年9期
白 明
(哈尔滨博实自动化股份有限公司,哈尔滨 黑龙江 150078)
洗模胶片主要用于清理半导体器件模具表面的污垢,其主要成分是生胶,其重量百分比大约为50%~70%[1]。此洗模胶制作工序包括捏炼机混炼,物料中既有固体(粉料、粒料)如填充剂、脱模剂、分散剂等,也有液体如固化剂、软化剂、清污剂等,胶料混炼的最终目的是使配合剂均匀分散和批料间质量一致。本文采用一种新型控制法-瞬时功率控制法,通过直接控制混炼过程中胶料粘度、判断加料量及捏炼机的填充因数,以便混炼过程保持在最佳状态[2],从而改善洗模胶的混炼工艺,以期提升产品性能、节约成本。
1 工艺原理
1.1 捏炼机流变理论
捏炼机流变理论经博伦等人[3-5]把胶料假设成牛顿型流体,推导出了功率消耗与转子转速的关系。
1.2 胶料的特征曲线及作用
每种胶料的各段混炼规程均与各自的功率曲线相对应,国内已经有技术人员对母炼胶混炼功率曲线进行了研究[6]。功率曲线可以用来查看捏炼机混炼功率、了解橡胶混炼过程,除可显示混炼各阶段的进展情况,还能在一定程度上表征混炼胶料的分散效果。功率曲线排胶控制法对生产工艺有很好的指导作用[7]。
2 实验
2.1 设备与仪器
X(S)N-10×32型小型试验加压捏炼机,大连华韩橡塑机械有限公司产品,转子速度(前/后)为32~25 r/min,功率22 kW,上顶栓压力为0.6 MPa;MDR2000 型无转子硫化仪,上海德杰仪器设备有限公司(检测胶料硫化特性,条件为175℃×5 min)。
2.2 试验胶料
试验胶料为半导体封装成型模具洗模胶。
3 结果与讨论
3.1 加料量及加料点的确定
3.1.1 橡胶加料量的确定
为满足洗模胶的硬度及拉伸、抗撕裂性等硫化性能,橡胶原料由BR和DPR按照一定比例混合组成,由于胶料加入捏炼机时胶温与捏炼机温度相差较大,导致混炼起始阶段物料会在捏炼机转子和混炼室壁间短暂滑移,这时混炼过程实际上处于停顿状态,几乎不消耗能量,此时只能通过调整胶料加料量来填充混炼室,当胶料的加料量足够多时,由于上顶栓下压、转子在密闭腔里对胶料做功、胶料与混炼室壁摩擦生热等原因,胶料温度升高变软,并逐渐被粉碎成块,小剂量的分散剂开始在橡胶中分散和浸润。
3.1.2 填料等粉剂的加料方式
填料在所有粉料中所占的比例极大,由于洗模胶产品的使用性能导致配方中需采用较小密度的填料进行填充。混炼过程中加入粉剂时混炼室温度较低,摩擦力仍较大;胶料呈块的状态,经过粉剂的作用形成小块的粉团,然后粉剂完全附着在橡胶块的表面,并混入橡胶之中。通过胶块相互间的触压,形成新的大块,橡胶块的体积逐渐变大,直至形成连续相。由于起润滑剂作用的粉剂和小剂量的固体分散剂逐渐消失,在这一过程中转矩上升。由于该过程中物料体积发生较大的变化,如果一次性加入粉剂,在橡胶填充量已定的条件下,捏炼机易产生超额定功率而断电的保护状态,导致生产中断,另外由于DPR属于液体胶,在温度不太高的时段一次性加入大量粉剂,粉剂易吃入胶中及时分散;但粉剂的大量加入,使整个体系产生较多的热量,胶料升温非常明显,对后续其它温度较敏感液体配合剂的加入及混炼会造成不良影响。经过实验得知,填充剂分两次加料时,捏炼机电流升高在合理范围,整体胶料温升较缓慢,胶料吃粉较易,混炼效果较好。
3.1.3 软化剂等液体配合剂的加料方式
用捏炼机混炼时,开始温度低,胶料硬,摩擦力大,有利于配合剂在橡胶中的分散和浸润。但是随着混炼时间的延长,温度增高,胶料变软,摩擦力减小时,对配合剂在胶料中达到宏观分散有好处,但对配合剂的微观分散不利。加入粉剂后增大了摩擦力,再加入液体配合剂会较好的分散。液体软化剂如开始加入,会使胶料太软,胶料摩擦力小,粉剂不易分散好,甚至出现粉粒子。在实际操作中发现,如果将液体配合剂等一次性加入混炼室内,有时会发生上顶栓打滑现象,并且在混炼过程中有一小部分物料发生粘壁,主要集中在混炼室侧壁、底部位置,为防止此现象的发生,且由于配方中粉剂含量较多而分两次加入,可以把液体配合剂分两份,与两次填料分别混合一起加入捏炼机内。固化剂由于加量很少,一次性加入即可。综上述,设定的混炼工艺为:
经大量实验,对混炼的加料量、加料点进行调整后的混炼功率曲线如图1所示。由图1可知,混合块状胶料与少量的固体分散剂、脱模剂加完料混合时,功率曲线有一较平坦曲线出现,说明由于摩擦、密闭等原因,固体的分散剂与脱模剂在未混入胶料时已与混炼室壁接触并发生熔化,由于转子做功,胶料被挤压剪切成碎块,固体的分散剂和脱模剂不断的扩散到胶料中。60 s过后加入1/2配合剂(填充剂、软化剂、清污剂)与少量着色剂、固化剂等混合物,上顶栓下降,捏炼机功率由于粉剂等较大体积物料的加入迅速升高,并维持在一定阶段,60 s过后再次升起上顶栓加入其余的物料,然后保持较高的功率做功。至此,到达预定时间,排料。
技术人员将按照此混炼工艺制成的洗模胶进行上机实验,发现洗模过程中胶料的填充及洗模后胶料的抗撕扯效果均较好,克服了之前由于混炼工艺不完善导致部分物料未分散好而造成洗模胶沾粘模具。
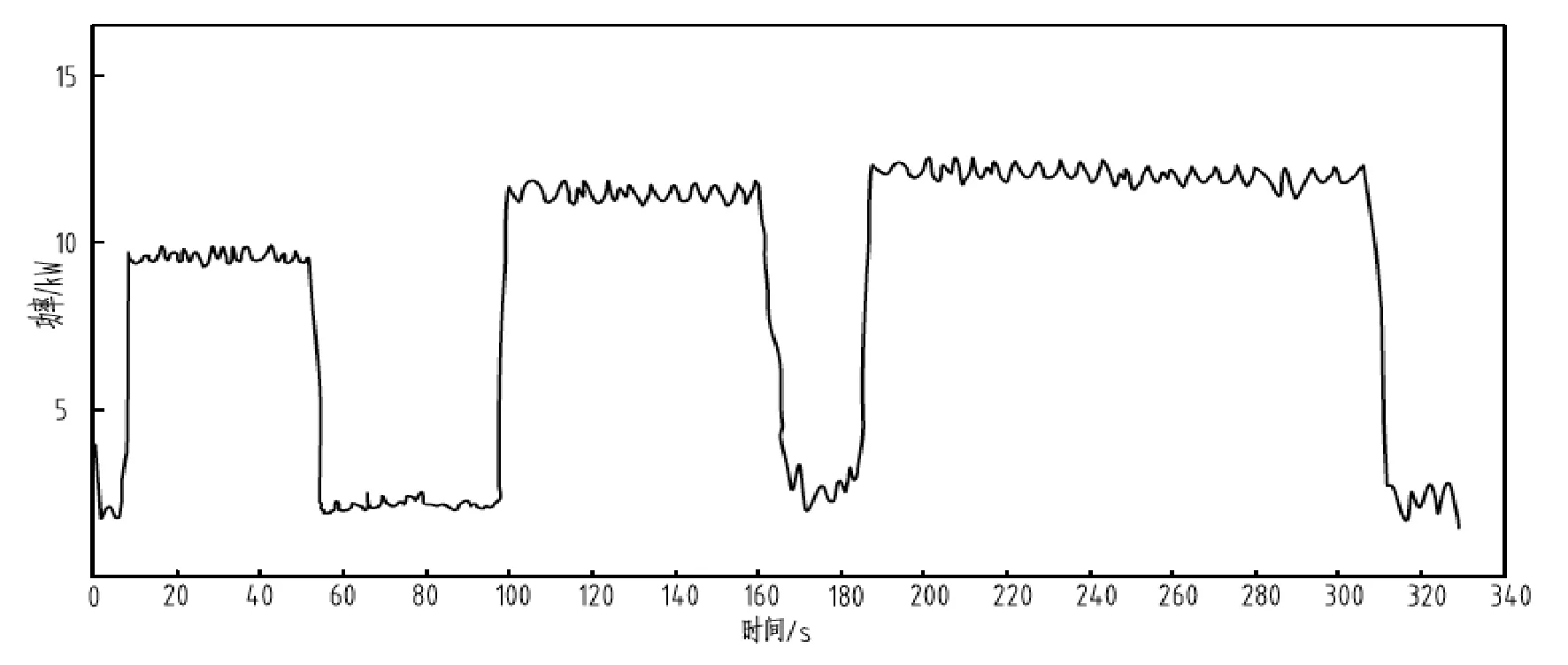
图1 加料量、加料点调整后的混炼功率曲线
3.2 混炼室填充因数的选择
设定的混炼工艺为:
未改变设定的混炼工艺,但在此基础上考察了整体物料的填充因数的影响。
初步选定混炼室填充因数为0.72、0.75、0.78进行生产。当填充因数为0.78时,功率消耗较大,接近额定功率,对生产中机器的使用造成一定的威胁性,所以此方式不符合要求。由实际生产数据可知,随着填充因数的增加,混炼功率也相应增大,经技术人员将混炼室填充因数为0.75时混炼制成的模具清洗料上机实验,洗模效果未见异常。说明在相同的作业时间内,单车胶料质量增大的同时可以保证胶料的物理与化学性能优异。
不同填充因数胶料的硫化数据如表1所示。由表1可知,增大填充因数后胶料的硫化数据波动较小。
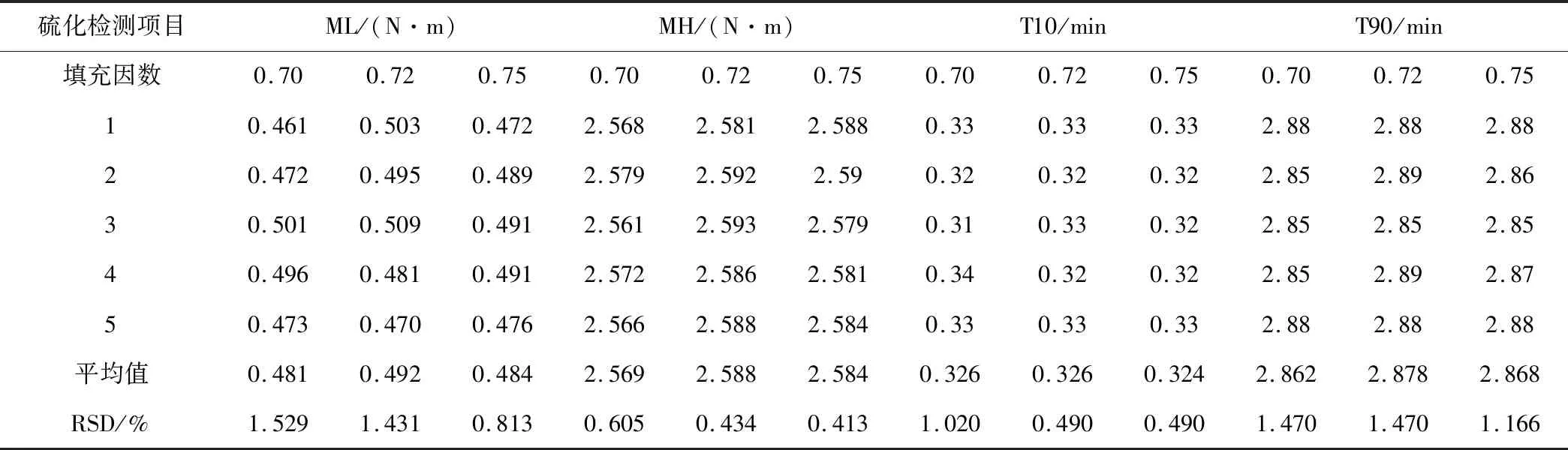
表1 不同混炼填充因数胶料的硫化数据
3.3 排料时间改变
设定的混炼工艺为:
在对工艺设备功率校核时发现,排料段后期功率曲线上存在一个小平坦曲线,且混炼时间过长会导致出胶时胶温较高,胶料中加入的液体配合剂会有相应的挥发损失,或者导致胶料受到的氧化破坏加剧,对胶料的性能不利。当排料段时间缩短30、45、60、75 s时,瞬时功率曲线平坦曲线适当缩短,混炼周期变短,有助于节约生产成本。
混炼时间缩短30、45、60 s的胶料的硫化仪数据如表2所示,由表2可知,混炼时间缩短30、45 s胶料的硫化数据波动较小,60 s胶料的硫化检测数据不平稳,所以选择工艺时间缩短30 s或45 s的胶料制成洗模胶片,上机实验洗模效果以混炼时间缩短30 s的洗模胶洗模效果较为理想。
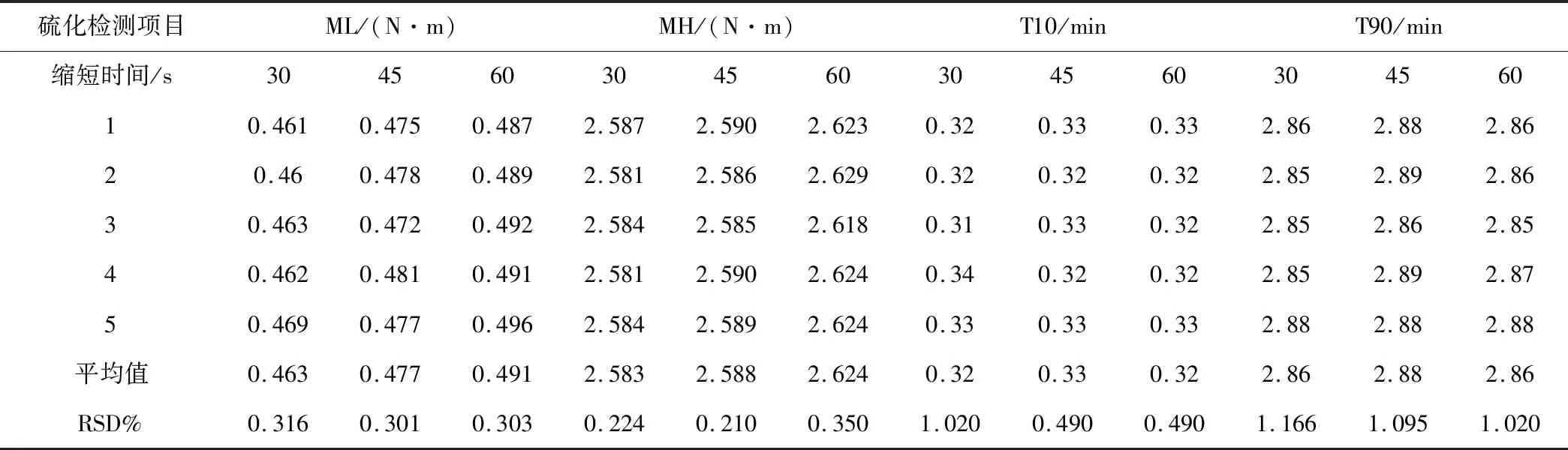
表2 不同缩短混炼时间的胶料硫化仪数据
综上述,较合理的混炼工艺为:
3.4 混炼加工质量控制及功率控制的注意事项
功率曲线在加强全面质量管理的作用显而易见。但其控制也不是无条件有效的,在一些不正常条件下也会失效,同时它还受到设备和工艺条件的制约,如混炼室温度,如果起始混炼时为110~120℃,那么其混炼过程中根本就达不到规定的功率值,胶料温度就已超过130℃的排胶温度,瞬时功率控制根本起不到作用。所以连续生产需要根据实际情况做出相应的调整。
4 结论
混炼过程功率曲线的考察对洗模胶混炼工艺的改进有着重大的意义。通过对功率曲线的考察,改进洗模胶混炼工艺,在改善胶料性能的同时还可节约成本。由于产品的目的是洗模,所以同时需要参照制成品的使用效果再来选择合适的混炼工艺。另外除填充剂、胶料和其余助剂加入时种类和重量错误的情况外,还可以发现混炼工艺操作存在的问题。
猜你喜欢
橡胶科技(2022年9期)2022-09-29
橡胶工业(2022年5期)2022-07-20
橡胶工业(2022年7期)2022-07-19
小学生学习指导(中年级)(2021年3期)2021-04-06
小学生学习指导(低年级)(2020年9期)2020-11-09
矿产综合利用(2020年1期)2020-07-24
中国特种设备安全(2019年3期)2019-04-22
小学生学习指导(高年级)(2018年3期)2018-11-29
小学生学习指导(中年级)(2018年9期)2018-11-29
山东工业技术(2016年15期)2016-12-01